Работу по соединению и ремонту проводов ВЛ обычно производят сразу же после раскатки или даже во время раскатки провода перед подъемом его на опоры.
Соединение проводов ВЛ может выполняться скручиванием, обжатием или опрессованием в овальных соединителях, термитной сваркой и другими способами.
Концы алюминиевых проводов очищают от грязи и заводской смазки тряпкой, смоченной в бензине, и покрывают техническим вазелином. На расстоянии 20...25 мм от конца на провод накладывают проволочный бандаж и производят торцовку провода (ножовкой или тросорубом МИ-148А срезают конец провода строго перпендикулярно его поверхности). После этого на провод на расстоянии, немного превышающем длину соединителя, накладывают второй бандаж. Первый бандаж снимают, расплетают повивы проволок и зачищают каждую из них до блеска стальной щеткой под слоем вазелина. Затем чистой сухой ветошью удаляют металлические опилки и вазелин, проволоки вновь скручивают в повивы и возле торца провода восстанавливают первый бандаж. Подготовка к соединению стальных и медных проводов сводится к очистке тряпкой, смоченной в бензине, и к смазке вазелином.
Для соединения проводов ВЛ используют специальные соединители. Овальный соединитель марки СО АС (соединитель овальный для сталеалюминиевых проводов) представляет собой, цельнотянутую металлическую гильзу, размер которой зависит от сечения соединяемых проводов.

Рис. 1. Соединение проводов овальным соединителем
Медные провода соединяют в медных соединителях, алюминиевые и сталеалюминиевые — в алюминиевых, а стальные многопроволочные — в стальных или медных соединителях. При подготовке к соединению овальный соединитель очищают от грязи, промывают в бензине, насухо вытирают чистой ветошью и смазывают вазелином. Если на соединителе (или на проводе) имеются следы коррозии, их удаляют стальной щеткой, а зачищенные места покрывают вазелином.
Соединение алюминиевых и сталеалюминиевых проводов сечением до 95 мм2 путем скручивания овального соединителя (рис. 1) проводят следующим образом. Подготовленные концы проводов 1 вводят в соединитель 2 так, как показано на рисунке, затем его закладывают в приспособление МИ-189А или МИ-190А и закрепляют одним концом в неподвижном, зажиме, а другим — в поворотной головке приспособления.

Рис. 2. Соединение проводов соединителем и термитной сваркой
С помощью рычага головку с зажатым концом соединителя поворачивают на 4...4,5 оборота, после чего готовое соединение освобождают из зажимов и вынимают из приспособления.
Стальные провода соединяют овальными соединителями типа СОС по той же технологии, что и алюминиевые, в соединителях СОАС, но в данном случае соединитель скручивают всего на 2... 2,5 оборота. Кроме того, после монтажа соединения стальной корпус соединителя покрывают слоем антикоррозионном краски или смазки ЗЭС.
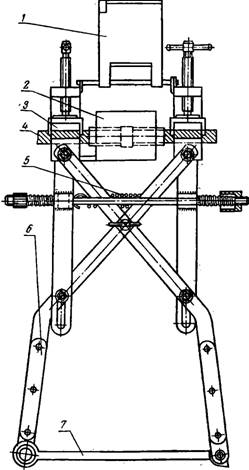
Рис. 3. Клещи для термитной сварка проводов
В последние годы широко применяют комбинированный метод соединения проводов (рис. 2): соединение с помощью овальных соединителей дополняют термитной сваркой. Для выполнения такого соединения сначала монтируют соединение проводов в овальном соединителе описанным выше способом, но выпускают из соединителя концы проводов такой длины (примерно 0,75% длины соединителя), чтобы их можно было затем сварить в точке С. После этого производят термитную сварку концов проводов в термитном патроне.
Для термитной сварки проводов ВЛ применяют специальные сварочные клещи (рис. 3). Рукоятки 6 разводят в стороны и фиксируют их специальным стопором или планкой 7. Подготовленные к сварке провода 4- вводят в термитный патрон 2, каждый провод закрепляют в зажимных устройствах 3 так, чтобы разрез кокиля был сверху. Термитный патрон зажигают в месте, обозначенном краской или ярлыком, опускают защитный экран 1 и освобождают стопор. Горящая термитная масса расплавляет вкладыш и концы проводов, причем по мере расплавления проводов их концы, расположенные в кокиле, движутся навстречу друг другу, так как пружина 5 сближает рукоятки клещей. После окончания сварки, когда расплавленный металл застыл, провода высвобождают из зажимных устройств, разгибают, снимают кокиль и зачищают место сварки. Петля, образованная сваренными концами, не дает возможности протягивать провод по раскаточным роликам, поэтому термитную сварку производят с монтажных вышек уже после того, как провод поднят на опоры, натянут и закреплен.

Рис. 5. Соединение стальных проводов сваркой
![]()
Рис. 4. Использование двух соединителей и термитной сварки
Значительно удобнее выполнять термитную сварку другим способом (рис. 4). Провода 1 соединяют между собой с помощью двух овальных соединителей 2 и дополнительного отрезка провода 3. На оба соединяемых конца свободно надевают овальные соединители и производят термитную сварку проводов в точке 4. После этого в оба соединителя вставляют дополнительный провод и осуществляют соединение методом обжатия или скручивания. Термитная сварка обеспечивает надежный электрический контакт, а механическое усилие тяжения передается через соединители и дополнительный отрезок провода. Такое соединение можно выполнять на земле, так как оно свободно проходит сквозь раскаточные ролики.
![]()
Рис. 6. Бандажное соединение стальных однопроволочных проводов
Стальные однопроволочные провода можно сварить обычной электросваркой внахлестку с обеих сторон (рис. 5) с последующим покрытием места соединения атмосфероустойчивой краской. Вместо сварки разрешается использовать бандаж из оцинкованной проволоки диаметром 1,5 мм (рис. 6). Для выполнения такого соединения концы проводов загибают под прямым углом на участке длиной не менее двух диаметров провода. На один из проводов плотно, виток к витку, наматывают бандаж из проволоки на участке длиной 15 мм, затем прикладывают второй провод, делают общий бандаж до загнутого конца и накладывают еще один 15-миллиметровый бандаж на втором проводе. Длина общего бандажа, захватывающего оба провода, зависит от их диаметра: при диаметре 4 мм — не менее 40 мм, при 5 мм — не менее 50 мм и при диаметре 6 мм — не менее 80 мм. После наложения бандажа пропаивают соединение для создания надежного контакта (для пайки не разрешается применять материалы, вредно действующие на провода).
Соединение проводов из разных металлов или разных сечении разрешается делать только на опоре, так как оно не должно испытывать механических усилий. Не допускается соединение проводов в местах перехода ВЛ над дорогами, путепроводами и т. д.
Во время раскатки проводов их осматривают для обнаружения возможных повреждений. Поврежденными считаются проволоки, имеющие вмятины глубиной более половины своего диаметра или оборванные совсем. Если число поврежденных или оборванных проволок не превышает 10% (для алюминиевых) или 20% (для сталеалюминиевых проводов), в месте повреждения провод ремонтируют.
При простом обрыве проволоки ее выправляют, укладывают в повив провода и накладывают на поврежденный участок проволочный бандаж длиной до 25 диаметров провода, предотвращающий дальнейшее раскручивание оборванной проволоки. Если 2...3 проволоки оборваны в нескольких местах, их вырезают на одинаковой длине, на поврежденном участке вплетают недостающие проволоки и закрепляют их концы проволочными бандажами. Для ремонта проводов применяют ремонтную муфту — обычный овальный, соединитель, взятый на один размер ниже сечения ремонтируемого провода (например, для ремонта проводов сечением 50 мм2 требуется соединитель, предназначенный для соединения проводов сечением 35 мм2). Соединитель разрезают вдоль, разводят его края так, чтобы корпус его можно было надеть на провод. После этого соединитель надвигают на место повреждения с таким расчетом, чтобы оно находилось примерно посередине муфты. Один край муфты заводят на другой, на провод возле концов муфты накладывают проволочные бандажи, препятствующие ее смещению, плотно огибают муфту вокруг провода легкими ударами молотка и обжимают ее обычным способом пресс-клещами или ручным прессом. Расстояние между двумя проволочными бандажами или ремонтными муфтами должно быть не менее 15 м.