б) Вертикально-намоточные станки
В нашей стране впервые вертикально-намоточный станок спроектирован и изготовлен на ЗТЗ в 1961 г. [38]. В настоящее время в эксплуатации находятся станки двух типоисполнений, основные технические данные которых приведены в табл. 6-4.
Таблица 6-4
Параметр | Тип станка | |
BH-I | ВН-2 | |
Максимальный крутящий момент, Н-м. . . | 24000 | 24 000 |
Частота вращения шайбы, об/мин | 10—30 | 10—30 |
Диаметр планшайбы, мм | 2000 | 2000 |
Максимальные перемещения траверсы, мм | 2500 | 2200 |
Грузоподъемность, кг | 10 000 | 20 000 |
мотки, мм | 3200 | 3200 |
Масса станка, кг | 22 000 | 28 000 |
На подвижной траверсе 6 (рис. 6-5,а) закреплена планшайба 5 с электроприводом 2. Вращение планшайбы осуществляется электродвигателем постоянного тока через клиноременную передачу и редуктор 4. Подвижная траверса перемещается тремя ходовыми винтами 3, закрепленными в нижней и верхней неподвижных рамах. Ходовые винты приводятся в движение приводом 9, укрепленным на нижней раме. Для вращения и вертикального перемещения планшайбы приводы имеют большой диапазон регулирования скорости. Для удобства намотки обмоток различных диаметров станок снабжен раздвижным настилом 8.
Конструкция станка предусматривает размещение его траверсы и приводного механизма ниже уровня пола в специальном котловане, и только планшайба с укрепленной на ней оправкой для намотки обмоток может находиться над уровнем пола. По мере намотки оправка с частью обмотки опускается вниз, благодаря чему рабочий может производить намотку обмоток на удобном для себя уровне.
Для свободного доступа к механизмам, расположенным ниже уровня пола, предусмотрены специальные люки 11 и 16, закрываемые настилами. Конструкция станка обеспечивает свободный доступ к наматываемой обмотке.
Фирма «Микафил» изготовляет вертикально-намоточные станки типа MW. Намотку обмоток высотой до 800 мм производят на вертикально-намоточных станках типов MW210, MW211, MW221, MW&20, а намотку обмоток больших размеров на станках типов MW260 и MW270.
Станки типов MW210, MW211, MW220 и MW221 (рис. 6-5,6) представляют собой поворотную планшайбу 2, вращаемую электроприводом постоянного тока 1. Управление станком дистанционное от ножной педали 4, Технические характеристики станков приведены в табл. 6-5.
Таблица 6-5
Параметр |
|
| Тип станка |
|
| |
MW210 | MW2I1 | | MW220 | | MW211 | MW2R0 | MW270 | |
Максимальный крутящий момент, Н-м .. | 3000 | 6000 | 15 000 | 18 000 | 15 000 | 30 000 |
Частота вращения планшайбы, об/мин . . | 6-12 | 3 и 6 | 3 и 6 | 2 и 4 | 3 и 6 | 2 и 4 |
Диаметр планшайбы, мм . . . | 1200 | или 6 и 12 1200 | и ян 12 и 24 1500 | РЛН | 2500 | 3200 |
Максимальное перемещение траверсы, мм. |
|
|
|
| 2500 | 2500 |
Грузоподъемность, кг. | 3000 | 6000 | 6000 | 10 000 | 20 000 | 30 000 |
Станки типов MW260 и MW270 состоят из поворотной планшайбы, которая смонтирована на траверсе, вертикально перемещающейся по трем колоннам.
![]()
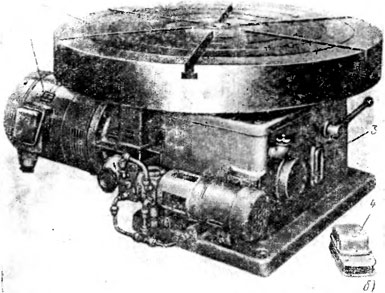
Рис. 6-5. Вертикально-намоточные станки.
а — конструкции ЗТЗ (1 — стойка; 2 — электропривод планшайбы; 3 — винт;
4 — редуктор; 5 — планшайба; 6 — траверса; 7 — верхняя рама; 8 — раздвижной настил; 9 — привод подъема траверсы; 10— привод раздвижения настила; 11 — люк раздвижения настила; 12 — механизм раздвижения настила; 13 — кожух; 14 — настил; 15 — анкерное крепление кожуха; 16 — эксплуатационный люк); б — станок MW210 фирмы «Микафил» (1 —электропривод; 2 — планшайба;
3 — корпус редуктора; 4 — педаль управления).
Синхронное, без перекосов, перемещение траверсы обеспечивается за счет жестко сцепленных винтовых подъемников, смонтированных в направляющих колоннах. Станок устанавливается на фундаменте в приямке таким образом, чтобы рабочая поверхность планшайбы была заподлицо с уровнем пола. По мере намотки обмотки траверса опускается, благодаря чему зона входа провода на обмотку остается на одном уровне. Управление поворотной планшайбой и перемещением траверсы осуществляется с помощью ножной педали. Технические данные станков MW260 и MW270 приведены в табл. 6-5.