Глава девятая
МЕХАНИЗАЦИЯ ПРОИЗВОДСТВА ИЗОЛЯЦИИ
Изоляционные цехи трансформаторных заводов оборудованы самыми различными станками и машинами, каждый из которых предназначен для выполнения определенной технологической операции. В настоящей главе приводится описание основного оборудования производства изоляции из электрокартона.
- 1. ОБОРУДОВАНИЕ И УСТАНОВКИ
Лакировальные машины применяются для лакировки листов и заготовок из электрокартона.
Лакирующее устройство состоит из ванны с лаком и двух приводных валиков с регулируемым зазором. Нижний валик наполовину погружен в лак, и вся его поверхность покрыта лаком. Подавая лист между двух валиков, производят лакировку электроизоляционного картона. Для вытяжки испаряющегося растворителя и летучих имеется вытяжная вентиляция.
Технические данные лакировальной машины
конструкции ЗТЗ
Наибольшая ширина листов, мм.. 2000
Высота стола машины над уровнем пола, мм. 900
Максимальная толщина лакируемого листа, мм. 6
Скорость подачи листа картона, м/мин . 23
Диаметры рабочих валков, мм:
верхнего. 122
нижнего.. 122
Частота вращения рабочих валков, об/мин . . . .. 60
Вибрационные ножницы. Вырезку различных фигурных деталей главной изоляции производят на вибрационных ножницах (рис. 9-1). Их также применяют для прямолинейной порезки деталей больших габаритов.
Конструкция ножниц довольно простая. На станине 1 установлен электропривод с редуктором 2. Вращаясь, эксцентриковый вал 3 заставляет нижний нож 5 на пластине 6 совершать вибрационное движение.
![]()
Рис. 9-1. Вибрационные ножницы.
Нож 5 в паре с верхним (неподвижным) ножом 4 разрезает электрокартон.
Технические данные станка
Мощность электродвигателя, кВт.. 0,8
Частота вращения электродвигателя, об/мин .. 1400
Число резов (ходов) ножа в минуту. 1400
Ход ножа, мм. 4
Дисковые ножницы (рис. 9-2) предназначены для прямолинейной резки листов электроизоляционного картона по разметке. В соответствии с толщиной разрезаемого картона производят вначале настройку ножей. Лист картона 7 подается по столу 5 под ножи 3 и 4.
Нижний приводной нож 4 вращается от электродвигателя 6 через редуктор 2 и клиновые ремни 1. Верхний нож 3 насажен на вал, свободно вращающийся на подшипниках качения.
Скорость резания картона, м/мин. 34,5
Максимальная толщина разрезаемого электрокартона, мм . . 5
Мощность электродвигателя, кВт.. I
Частота вращения электродвигателя, об/мин. . 1400
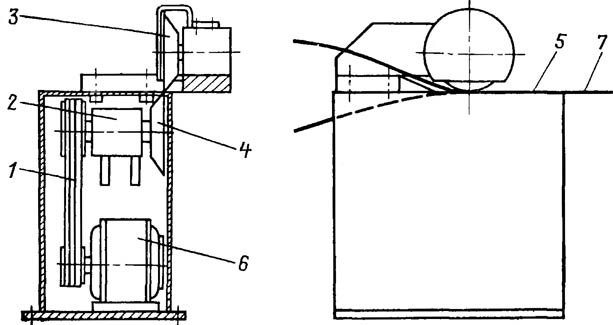
Рис. 9-2. Дисковые ножницы.
Дисковые круговые ножницы. Вырезку дисков, шайб, полушайб производят на круговых ножницах различной конструкции. На круговых ножницах обычной конструкции, имеющих одну пару ножей, вначале вырезают диск по размеру наружного диаметра шайбы. Перенастроив ножи в соответствии с размером внутреннего диаметра шайбы, вырезают внутренний контур шайбы.
Станок-полуавтомат (см. рис. 8-9) имеет две пары ножей, расположенных на рамах 5, которые установлены на станине 10. Одна пара ножей 6 производит вырезку наружного, другая — внутреннего контура шайбы.
Верхние ножи и центр 9 прижимаются пневмоприжимами 7,8 к уложенному на стол 4 листу. Настройка ножей на заданный диаметр производится с помощью электропривода 1 и штурвала И.
Управление станком осуществляется с помощью кнопок 3 и ножной педали 2.
Станок для вырезки сегментов. На рис. 9-3 показан общий вид станка, рассчитанного на раскрой листа шириной от 500 до 1800 мм при наибольшей длине 3000 мм.
Станок выполнен аналогично дисковым круговым ножницам, но в отличие от них разрезаемый материал неподвижен, а вокруг неподвижного центра станка ножи 1, расположенные на хоботе 2, описывают дугу в 120°. На хоботе помещен приводной механизм двух пар дисковых ножей.
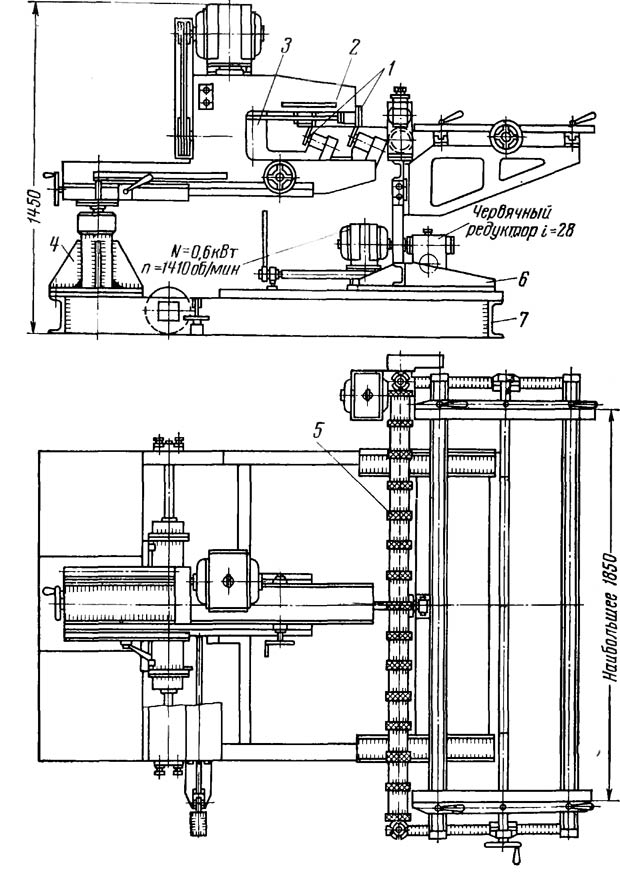
Рис. 9-3. Станок для вырезки сегментов.
Одна пара закреплена на конце хобота и не имеет перемещения, а другая смонтирована на каретке 3, и ее можно перемещать вдоль хобота, меняя этим радиальный размер вырезаемого сегмента. Сам хобот также имеет перемещение относительно неподвижной тумбы 4, являющейся осью вращения хобота, что позволяет изменять радиусы вырезаемых сегментов. Для настройки станок снабжен масштабными линейками с миллиметровой шкалой.
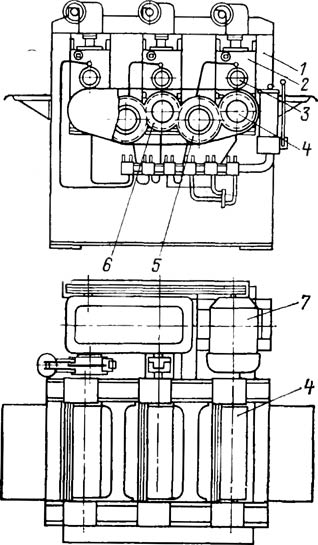
Рис.-9-4. Прокатные вальцы.
Разрезаемый лист электрокартона подается приводными валиками 5 на заранее настраиваемый шаг подачи. Стойку 6 с подающими валиками можно перемещать вдоль нижней рамы 7 станка в зависимости от положения хобота.
Подача заготовки на заданный шаг, автоматический возврат хобота в исходное положение значительно облегчают работу на этом станке- полуавтомате.
Прокатные вальцы. На ЗТЗ разработаны и внедрены прокатные вальцы для уплотнения электроизоляционного картона (рис. 9-4). Они состоят из трех пар валков 3, смонтированных на опорах качения в жесткой сварной станине 1. Каждая пара валков установлена друг за другом с шагом 500 мм. Нижние валки имеют между собой жесткую кинематическую связь с помощью шестерен 4—6. При этом средний валок соединен с приводом 7. Опоры верхних валков 2 имеют возможность перемещаться вдоль направляющих станины в вертикальной плоскости с помощью червячно-винтовой передачи как попарно, так и раздельно. Раздельным перемещением обеспечивают параллельность оси верхнего валка относительно нижнего, а попарным — зазор между валками.
Зазор между валками устанавливается таким образом, чтобы обжатие картона (уплотнение) было равномерно распределено между ними.
Технические данные
Толщина прокатываемого картона, мм. 1,5—5
Ширина, мм. 500
Диаметр валков, мм. 210
Скорость прокатки, м/мин .. 6
Габариты вальцов, мм:
длина. 2240
ширина. 2436
высота. 1610
Масса, кг.. 8200
Гидравлический пресс этажерочного типа. Запекание клееной изоляции из электроизоляционного картона производится в гидропрессах этажерочного типа. В зависимости от габаритов прессуемых деталей и их числа выбираются прессы с различным размером и количеством рабочих прессующих плит. Максимальное давление пресса определяется из условий необходимости прессовки деталей (при давлении 4 МПа) полностью загруженного пресса.
На рис 9-5 показан гидравлический этажерочный пресс модели П-795 Днепропетровского завода. Станина пресса состоит из верхней траверсы 2, нижней траверсы и четырех колонн 4. Пресс снабжен четырьмя рабочими и двумя подъемными цилиндрами, которые вмонтированы в нижнюю траверсу. Между верхней и нижней траверсами расположены семь рабочих плит 1, обогреваемых паром, проходящим по отверстиям, сделанным в плитах с этой целью. Крайние рабочие плиты прикреплены к траверсам. Во время загрузки и разгрузки нижняя траверса опускается вниз, а все пять рабочих плит под действием силы тяжести также опускаются до соприкосновения с расположенными на стойках 6 упорами 5, образуя при этом одинаковые зазоры между собой.
При подъеме нижней траверсы все плиты с уложенными на них деталями поднимаются до соприкосновения с верхней траверсой. Начинается рабочий цикл.
В качестве рабочей жидкости в гидросистеме применяется минеральное масло. Управление приводов дистанционное. Регулировка усилия пресса от 10 до 35 МН достигается регулировкой предохранительного клапана.
Пульт управления состоит из панели, на которой смонтированы приборы, контролирующие режимы процесса прессования.
Технические данные пресса П-795
Максимальное нажатие, мН.. 35
Ход цилиндров, мм. 1200
Размер плит, мм. 3200X3200
Толщина плит, мм. 100
Расстояние между плитами, мм. 200
Рабочее давление жидкости максимальное, МПа . 20
Температура плит пресса, °С .. 130—150
Нагрев плит паром, давление пара, кПа. 300—800
Скорость смыкания плит, мм/с. 5
Скорость размыкания плит, мм/с. 5
Высота стола над уровнем пола, мм . 4320
Рис. 9-5. Гидравлический этажерочный пресс с усилием 3500 т.
1 — передвижные прессующие плиты (с паровым обогревом);
2 — верхняя траверса; 3 — паропровод; 4 — колонны; 5 — упоры для плит; 6 — стойка.
Фрезерные станки. Наиболее характерными технологическими операциями при изготовлении изоляционных деталей являются фрезерование колец, пазов и скосов. Для выполнения этих работ разработаны фрезерные станки различной конструкции.
На рис. 8-10 представлен станок-полуавтомат для фрезерования колец по цилиндрическим поверхностям.
Устройство станка следующее. Из стола 4, на который кладут обрабатываемое кольцо, выступают фреза
- два ведущих 3 и два прижимных 2 ролика. Приводы фрезы и роликов расположены под столом. Фрезу / можно перемещать в радиальном направлении относительно обрабатываемого кольца.
Это позволяет обрабатывать либо наружную поверхность кольца, либо внутреннюю, а также регулировать толщину снимаемого слоя. Пневмоцилиндры 6 роликами
- прижимают кольцо 5 к ведущим роликам 3, и изделие получает подачу, равную линейной скорости роликов.
Технические данные
Частота вращения фрезы, об/мин. 4000
Диаметр фрезы, мм . . . . . 60
Частота вращения ведущих роликов, об/мин . 50
Подача, м/мин. 1,0
Прижим колец к ведущим роликам.. Пневматический
Минимальный внутренний диаметр обрабатываемых
колец, мм. 380
Максимальная ширина обрабатываемых колец, мм . . 340 Максимальный наружный диаметр обрабатываемых
колец, мм . 3000
Сверлильные станки. Для сверления отверстий в изоляционных деталях и последующей сборки их в узлы применяют радиально-сверлильные станки как стандартные, так и собственного изготовления. При изготовлении деталей главной изоляции (ярмовой, уравнительной, перегородок и пр.) трансформаторов IV —VIII габаритов часто длина траверсы стандартных радиальных станков оказывается короткой и ее заменяют другой, более длинной. Конструкция удлиненной траверсы может быть либо жесткой, либо состоящей из отдельных звеньев, имеющих шарнирное соединение (складывающаяся).
На рис. 8-11 представлен радиально-сверлильный станок с удлиненной траверсой, закрепленной на станине станка. На поворотной траверсе закреплен суппорт со шпинделем. Передвижение суппорта по траверсе осуществляется с помощью рукоятки, подача шпинделя— штурвалом. Стол, на который устанавливают оснастку с деталями, может вращаться вокруг вертикальной оси, что облегчает подачу обрабатываемой зоны изделия под шпиндель станка.
Размер стола, мм . . 590X150
Расстояние от переднего края траверсы до стола, мм:
наименьшее. 165
наибольшее .. .. 1205
Наибольший угол поворота траверсы. 350°
Вертикальное перемещение траверсы, мм.. 840
Габариты, мм:
длина . 2750
ширина. 680
высота. 200
Для сверления небольших отверстий 3—6 мм в деталях и узлах больших размеров, подача которых на сверлильный станок требует значительных усилий, широко применяются дрели ручные, электрические или пневматические.
Ленточно-шлифовальные станки. Для шлифовки кромок и торцов деталей из электроизоляционного картона и дерева применяют ленточно-шлифовальный станок. По концам станины сварной конструкции установлены два шкива, один из которых приводной, а другой — натяжной. Полотно стеклянной шлифующей шкурки соединено в бесконечную ленту и надето на шкивы. Верхняя ветвь ленты при вращении шкивов скользит по гладкой поверхности стола станины. Прижимая детали острыми кромками к полотну, удаляют заусенцы.
Технические данные станка
Линейная скорость ленты, мм. 6,15
Ширина ленты, мм.. 400
Рабочая длина ленты, мм .. 1500
Циркульные (дисковые) пилы. В зависимости от толщины разрезаемых прокладок выбирают соответствующий типоразмер станка, изготавливаемого серийно.
На циркульной пиле режут всевозможные прокладки под разными углами, по упору и по разметке. Для безопасной работы применяют обычно приспособления р аз л и ч н ых кон ст р у к ци й.
Циркульная пила с приспособлением для безопасной работы показана на рис. 8-8. На столе 1 укреплены салазки 3, по которым передвигается плита 10 с закрепленным на ней кронштейном 4. На кронштейне установлен пневмоцилиндр 6, в который по гибким шлангам подается сжатый воздух. Шток пневматического цилиндра 9 с нажимной пятой имеет прорезь для прохода пилы
- К линейке 5 с Т-образным пазом крепится передвижной упор. Для съема и установки деталей плита 10 отводится за рукоятку 8 из зоны резания. Щиток 7 из оргстекла надежно защищает рабочего от стружки.
Разрезаемую деталь кладут по упору на плиту и закрепляют ее пневмозажимом. За рукоятку 8 плиту передвигают к пиле и производят разрезку детали.
Технические данные станка
Габаритные размеры, мм. 1670X1260X 110
Наибольшая ширина разрезаемого материала, мм 300
Наибольшая толщина разрезаемого материала, мм105
Диаметр дисковой пилы, мм:
наименьший.. 250
наибольший. 500
Мощность электродвигателя, кВт.. 2,8
Установка для изготовления угловых шайб методом прессования. Пресс (см. рис. 8-21) представляет собой сварную раму с горизонтально перемещающейся на ней подвижной кареткой 1 со встроенным в нее гидроцилиндром. Масло в цилиндр подается через полый неподвижный шток цилиндра. Штамп для прессования шайб состоит из пуансона 3 и матрицы 4. При прессовании прямых угловых шайб пуансон крепится на подвижной каретке, а матрица на неподвижном упоре станины пресса. При прессовании обратных шайб наоборот, матрица крепится на подвижной каретке, а пуансон — на неподвижном упоре. Это делается для того, чтобы обеспечить свободный выход опрессованной шайбы из штампа, так как ее кривизна при этом будет всегда направлена в сторону неподвижного упора. Соосность пуансона и матрицы обеспечивается за счет точно фиксированного направления подвижной каретки по направляющим. Для обеспечения нагрева в пуансон и матрицу встраиваются подогреватели (ТЭН), температура нагрева которых поддерживается автоматически с помощью термопар 2. Прессовая установка позволяет работать как в ручном, так и в полуавтоматическом режиме по следующему циклу: быстрый подход каретки— медленный подход каретки — отключение перемещения каретки при заданном давлении — выдержка — медленный отход — быстрый отход. Заготовка шайбы 5 подается в штамп в момент его наибольшего раскрытия на определенный шаг в зависимости от размеров шайбы.
Технические данные пресса
Размеры изготавливаемых спаренных шайб:
толщина картона, мм.. 2—5
диаметр внутренний, мм.. 800—3600
Максимальное усилие, развиваемое прессом, кН . . 2000
Ход каретки, мм.. 300
Максимальная скорость движения каретки, мм/с . . 160
Привод рабочих органов.. Гидравлический
Габариты, мм:
длина.. 2900
ширина. 990
высота. 1300
Масса, кг . 6000
![]()
Рис. 9-6. Установка для металлизации емкостных колец.
Приспособление для сборки «мягкой» угловой шайбы. Универсальное приспособление для сборки самой распространенной шайбы — прямой — показано на рис. 8-13. Рабочая часть приспособления представляет собой металлическую полосу, свернутую в цилиндр, ширина которой равна высоте цилиндрической части шайбы, а длина выбирается по диаметру самой большой шайбы. В одном конце полосы закреплено два штифта-фиксатора с гайкой, а в другом имеются два ряда отверстий и паз. Требуемый диаметр устанавливают, вставляя фиксаторы в нужную пару отверстий, и закрепляют болтом и гайкой.
Установка для металлизации емкостных колец алюминием [53] , показанная на рис. 9-6, состоит из двух основ1ных частей: механизма закрепления и вращения емкостного кольца и металлизатора. Механизм закрепления и вращения емкостного кольца 7 включает в себя станину 1, на которой смонтированы два приводных ролика 3 и один натяжной 12. Вращение роликов 3 осуществляется от электродвигателя постоянного тока 4, через редуктор 5. Перемещение роликов для установки колец разного диаметра осуществляется с помощью редуктора 2. Натяжной обрезиненный и подпружиненный ролик 12 перемещается от винтового привода 11 и обеспечивает необходимое сцепление емкостного кольца с приводными роликами 3. Частота вращения роликов регулируется путем изменения частоты вращения электродвигателя 4. Металлизатор представляет собой металлизационную головку 6 с пультом управления и закреплен на стойке 10. Головка закреплена на кронштейне 9, который может перемещаться от винтового привода в вертикальной плоскости. Штурвалом 8 головка может также перемещаться в горизонтальной плоскости.
Сама металлизационная головка состоит из металлизатора, механизма подачи проволоки и кассеты с проволокой. Ацетилен с кислородом подается в сопло металлизатора. Процесс металлизации на станке осуществляется следующим образом: закрепляют на роликах 3 и 12 емкостное кольцо 7, устанавливают нужное давление воздуха, кислорода и ацетилена, закрепляют кассету с алюминиевой проволокой и через подающий механизм заправляют конец проволоки в металлизатор 6, включают электродвигатель механизма подачи проволоки 4 и вращения емкостного кольца и зажигают горючую смесь.
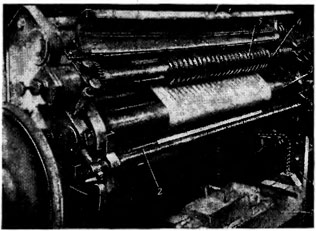
Рис. 9-7. Бумагорезательная машина.
Бумагорезательная машина (рис. 9 7), модель Д-750 (Венгрия) предназначена для резки кабельной или крепированной бумаги, намотанной в рулоны определенных длины и диаметра. Она состоит из станины 1, в которой смонтированы подшипники всех осей и валов. Коробка передач машины находится в разъемном чугунном корпусе. Привод выполнен посредством гидравлической муфты сцепления, обеспечивающей постепенный медленный пуск машины.
Сматывание и направление бумаги производятся с помощью натяжного вала 3, направляющих и разглаживающих валков 2. Резку бумаги производит режущий механизм 4 с дистанционными -кольцами 5, устанавливаемыми в зависимости от требуемой ширины рулончика бумаги. Противовес 6 предназначен для балансировки веса рулона при разматывании.