- 2. ОСНАЩЕНИЕ ИЗОЛЯЦИОННОГО ПРОИЗВОДСТВА
Приспособления для сборки ярмовой и уравнительной изоляции. Для изготовления сборной клепаной уравнительной и ярмовой изоляции, а также изоляции ярмовых балок (мостов) применяют специальные и универсальные приспособления. Во избежание попадания металлической стружки в изоляцию прессованные прокладки нельзя класть на металлические части шаблона. Поэтому, несмотря на низкие механические свойства древесины и способность ее изменять размеры от увлажнения, опорные части (а часто всю основу) делают из дерева.
Шаблоны для сборки. Наиболее распространенная конструкция шаблона для сборки и сверления ярмовой изоляции с 24 симметрично расположенными прокладками показана на рис. 9-8,а. Основанием служит диск 1, собранный из двух слоев сосновых досок. Для фиксации прокладок равномерно по окружности укреплены шурупами 2 металлические планки 3. Для центрирования картонной шайбы имеются три регулируемых упора 4. Шаблон во время работы устанавливается на вращающийся стол. Недостатком подобных шаблонов является необходимость иметь набор шаблонов на изоляцию с различными числом и шириной прокладок. Эти шаблоны занимают много места для хранения, требуют периодического ремонта, и смена шаблонов отнимает много времени и труда.
На рис. 9-8,6 показан аналогичный шаблон для изготовления уравнительной изоляции с двумя рядами несимметрично расположенных прокладок разной конфигурации.
На рис. 8-15 показан универсальный переналаживаемый шаблон для сборки ярмовой и уравнительной изоляции с равномерно расположенными прокладками. Стальная плита-основание 1 устанавливается на вращающийся стол и центрируется штырем, проходящим через центральное отверстие.

Рис. 9-8. Приспособления для сборки изоляции.
а — шаблон для сборки уравнительной и ярмовой изоляции с симметричным расположением прокладок; б — шаблон специальный для сборки уравнительной и ярмовой изоляции с несимметричным расположением прокладок: в — шаблон для сборки изоляции ярмовой балки.
На плите можно установить равномерно по окружности 24(12), 28(14) 32(16), 36(18) или 40(20) коробок фиксаторов 3, для чего в ней просверлено соответственно 24, 28, 32, 36 и 40 пар отверстий. Каждая пара отверстий лежит на луче, проходящем через центр, с одинаковым радиальным расстоянием 500 мм между отверстиями.
Все отверстия расположены по пяти внутренним и пяти внешним концентрическим делительным окружностям. Для возможности размещения всех отверстий каждая делительная окружность (внутренняя или внешняя) смещена в радиальном направлении относительно соседней на 15 мм.
Коробки-фиксаторы 3 изготовлены из листовой стали толщиной 2—3 мм, длиной 600 мм, глубиной 40—50 мм. Ширина в свету должна быть на 1,0 мм больше ширины колодок. Снизу коробки имеют по два фиксирующих, пальца, входящих в отверстия плиты. Расположение пальцев должно соответствовать расстоянию между отверстиями в плите. В коробку закладываются деревянные планки толщиной на 10 мм меньше глубины коробки.
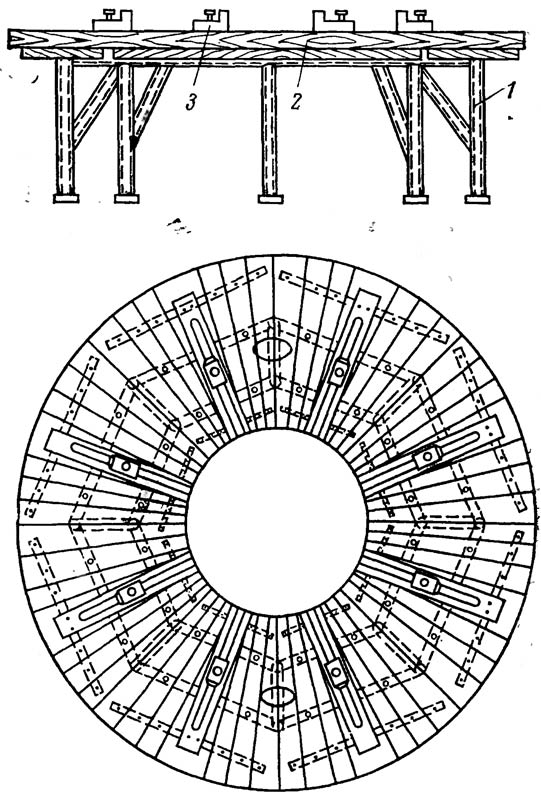
Рис. 9-9. Стол для сборки опорных и емкостных колец.
Стол для сборки опорных и емкостных колец <(рис. 9-9) представляет собой деревянный круглый настил 2, установленный на раме /. В настиле 2 имеются радиальные вырезы, в которых по линейкам перемещаются регулируемые упоры 3.
![]()
Рис. 9-10. Подставки, контейнеры.
а — стол-подставка под шаблон для сборки ярмовой изоляции; О — универсальный передвижной стол-подставка для укладки листов изоляции при раскрое на ножницах; в — универсальная передвижная тележка для сушки листов лакированного электрокартона н транспортировки их по участку; г — универсальный контейнер укладки и транспортировки реек и дистанционных прокладок; г) — приспособление для укладки и транспортировки опорной изоляции (колец, шайб) (1 — кольцо; 2— труба; 3 —плита).
Упоры настраиваются по внутреннему диаметру кольцевых заготовок, из которых собирают кольца. После сборки кольца бандажируются и отправляются на опрессовку и запечку.
Подставки и контейнеры. На рис. 9-10 показаны различные конструкции приспособлений, применяемых при изготовлении изоляционных деталей. Устройство этих приспособлений наглядно видно на рисунках.