10.2. КОНТРОЛЬ ЗА КАЧЕСТВОМ И ИСПЫТАНИЕ ОБМОТОК
Обмотка состоит из большого числа проводников и изоляции. Это дорогие и дефицитные материалы, обеспечивающие в основном надежность трансформатора. Поэтому в процессе производства организуют сплошной контроль качества изготовления обмоток.
В процессе изготовления каждой обмотки контролируют технологические операции ее производства, о чем делают запись в пооперационной карте обмера.
До начала намотки проверяют соответствие принятой оснастки, указанной в технологической карте, и размеров обмоточного провода и установленных деталей, указанных в чертеже. С этой целью измеряют наружный диаметр шаблона, установленного на намоточном станке, размер сечения и изоляции провода, соответствие номера заказа, написанного на каждой электрокартонной рейке с набором дистанционных прокладок, номеру заказа трансформатора, для которого будет изготовлена эта обмотка.
В процессе намотки контролируют натяжение провода, радиальный размер катушки и плотность витков, размеры установленных каналов, расположение и правильность выполнения переходов из катушки в катушку, отводов, отпаек, петель, направление намотки (правая, левая).
Систематически проверяют качество пайки обмоточного провода и изоляции места пайки. Выборочно пайки, выполненные обмотчиком, вырезают и после визуального осмотра передают в лабораторию для измерения сопротивления мест пайки.
Ограничивают число паек, выполненных в каждой катушке. Не допускается резкое увеличение числа паек в одной или двух обмотках (обычно так бывает при намотке винтовых обмоток, если намотку производят проводом, не перемотанным на технологические барабаны в соответствии с длиной витков одной обмотки).
Проверяют также правильность выполнения переходов, раскладку параллельных проводников витка в концах обмотки, изолировку и крепление концов.
Каждую многопараллельную и многоходовую обмотку перед снятием ее со станка проверяют на отсутствие замыканий между параллельными проводами или ходами и правильность выполнения транспозиций. Проверка изоляции осуществляется с помощью мегаомметра или контрольной лампы напряжением 36 В. Проверку правильности выполнения транспозиций проводят путем сверки переходов намотанной обмотки с чертежом и прозванивания параллелей с помощью мегаомметра или контрольной лампы.
При контроле технологических операций стяжки и прессовки проверяют расположение и размеры концевой изоляции, геометрию и размеры обмотки, вертикальность и равномерность расположения столбов прокладок, отсутствие нарушения изоляции, состояние переходов и транспозиций.
Контролируют также соответствие оснастки, выбранной для стяжки, правильность выбора и расположения технологических прокладок и подставок.
Контролируют соответствие усилия прессовки обмотки, указанного в технологической карте, усилию, установленному для этой обмотки, а также полученный осевой размер (высоту) обмотки.
Большое значение для качества обмоток имеет режим сушки, который должен проводиться в строгом соответствии с утвержденной технологией сушки и производственными инструкциями. Режимы сушки, пропитки, запекания контролируют как проверкой записанных в журнале режимов, так и периодическими контрольными замерами режимов работниками ОТК. После демонтажа оснастки обмотка проходит окончательный контроль качества выполненных технологических операций на обмоточно-изоляционном участке цеха. Здесь дается заключение о пригодности ее к сборке.
Место контрольного осмотра и измерений специально оборудовано, как показано на рис. 7-1,в. Обычно осматривают не только наружную, но и внутреннюю поверхность обмотки. Осмотр производят с помощью контрольной лампы напряжением 36 В, внимательно проверяя расположение изоляционных полос под переходами, состояние бандажей, отсутствие повреждения изоляции провода и других дефектов в обмотке. Обмотки в запрессованном состоянии вторично проверяют с помощью мегаомметра 1000 В на отсутствие замыканий между параллельными проводниками и ходами.
Обмотки трансформаторов до установки на магнитопровод обычно подвергают приемо-сдаточным испытаниям по следующей программе [18 и 19}: 1) проверка числа витков и направления намотки; 2) испытание изоляции витков или проверка на отсутствие глухих металлических замыканий между витками; 3) измерение сопротивления обмотки постоянному току.
В зависимости от габарита, числа витков и сечения проводов обмотки указанная программа выполняется полностью или частично. Так, обмотки трансформаторов I—III габаритов проверяют по пп. 1 и 2 программы, а обмотки трансформаторов IV—VI габаритов — по пп. 1—3. Проверку числа витков проходят все обмотки трансформаторов малой мощности и обмотки ВН трансформаторов средней мощности. Эти обмотки имеют большое число витков из провода малого сечения, и поэтому число витков проверяют методом электрического контроля.
В обмотках НН, а также в обмотках ВН трансформаторов большой мощности число витков сравнительно невелико и брак маловероятен. В таких обмотках число витков обычно проверяют подсчетом без применения метода электрического контроля. Проверку правильности намотки производят путем осмотра и сравнения с чертежом.
Испытание изоляции витков индуктированным напряжением с помощью установки повышенной частоты применяют только для обмоток маломощных трансформаторов до 630 кВ-А. Это испытание исключается для обмоток, стянутых металлическими оправками; кроме того, наведение высоких напряжений в обмотках ВН и СН трансформаторов большой мощности было бы недопустимым при испытании на воздухе.
Практика приемо-сдаточных испытаний показывает, что в большинстве случаев можно обнаружить только глухие металлические замыкания витков. Если имеется только частичное нарушение изоляции, то после процесса пропитки и сушки обмоток это нарушение изоляции часто исчезает и не обнаруживается даже во время приемо-сдаточных испытаний двойным индуктированным напряжением собранного трансформатора.
Поскольку в соответствии с ГОСТ 11677-75 допустимое отклонение коэффициента трансформации не должно превышать ±0,25%, следует проверять число витков в готовой обмотке.
На установке, схема которой приведена на рис. 10-1, проверка числа витков в готовой обмотке производится методом сравнения ее с образцовой, имеющей необходимое число отпаек. Установка согласно [31] представляет магнитопровод с двумя стержнями и съемным верхним ярмом. На одном из стержней находится обмотка возбуждения, а на другом обмотка образцовая. На него же помещается проверяемая обмотка и включается так, чтобы э. д. с. в ней и в образцовой обмотке были направлены навстречу друг другу.
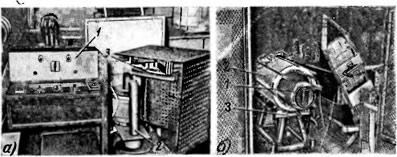
Рис. 10-1. Установка для определения числа витков обмотки и проверки витковой изоляции.
а — с вертикальным стержнем магнитопровода- (1 — измерительный пульт; 2 — вертикальный магнитопровод; 3 — отодвигаемое ярмо, закрепленное на поворотном стержне); б — с горизонтальным стержнем магнитопровода (1 — горизонтальный магнитопровод; 2 — испытываемая обмотка; 3 — тележка; 4 — поворотное ярмо).
После того, как стержни накрыты ярмом, установка представляет собой трансформатор, в котором обмотка возбуждения является первичной, а проверяемая и образцовая обмотки являются вторичными. Так как они включены встречно, то при отключении числа витков в проверяемой обмотке до расчетного появляется разность напряжений, под воздействием которой в цепи возникает ток, фиксируемый миллиамперметром. При расчетном числе витков в первичной обмотке стрелка прибора будет в нулевом положении.
Проверка на отсутствие короткозамкнутых витков без насадки обмотки на магнитопровод производится с помощью специального прибора индукционным методом [18]. Метод основан на определении наличия электромагнитного поля вокруг короткозамкнутого витка, которое создается в нем индуктированным током короткого замыкания.
Ценность его заключается в том, что им можно определить место короткого замыкания с помощью простой аппаратуры. Для определения места замыканий в обмотках применяют катушечные искатели (рис. 10-2,а), а для цилиндрических обмоток — щелевые (рис. 9-2,6). Для возбуждения одной катушки испытываемой обмотки применяют катушечный питатель (рис. 10-2,г). При определении замыкания в многопараллельных обмотках (по методу разностного электромагнитного поля бифилярных проводов) не требуется возбуждения испытываемой обмотки. Наличие и место короткого замыкания определяются искателем по отсутствию отклонения стрелок прибора при питании испытываемых параллельных проводов переменным током 5—30 А.
Установка для испытания изоляции витков [58} автоматически контролирует межвитковую изоляцию катушек при их транспортировке на конвейере.
![]()
Рис. 10-2. Искатели и питатели для определения витковых замыканий в обмотках индукционным методом.
а — катушечный искатель; б — щелевой искатель; в — катушечный питатель; г — общий питатель (1 — сердечник; 2 — катушка; 3 — защитный кожух).
Испытание обмоток производится в электромагнитном поле, создаваемом индуктором. Индуктор представляет собой однослойную цилиндрическую катушку, внутри которой параллельно ее оси пропускается испытываемая обмотка. Параллельно индуктору подключена емкость, настроенная в резонанс с индуктивностью индуктора. Таким образом, индуктор и испытываемая <катушка представляют собой воздушный трансформатор. При наличии короткого замыкания витка или ослаблении межвитковой изоляции в испытываемой катушке резонансный контур расстраивается, и в нем повышается ток, потребляемый контуром от генератора, вследствие чего срабатывают реле максимального тока. Для испытания обмоток всех типоразмеров требуется, чтобы наводимая в них э. д. с. была равна по величине двойному рабочему напряжению. При наличии повреждения межвитковой изоляции обмотки или короткозамкнутого витка срабатывает реле и приводит в действие катушку пневматического подъемника двери люка изолятора брака, куда падает бракованная катушка. Число витков в обмотке определяется методом сравнения с образцовой обмоткой — дифференциальным методом.
Подробнее с испытаниями обмоток и испытательными установками можно ознакомиться в [18 и 58].
При испытании обмоток всегда следует помнить о правилах техники безопасности и выполнять их. Воздействие электрического тока на организм может вызвать серьезные последствия для здоровья и даже привести к несчастному случаю со смертельным исходом.
Поражение электрическим током чаще всего происходит в результате прикосновения к неизолированным токопроводящим частям электрической цепи, находящейся под напряжением.
Производство обмоток и изоляции силовых трансформаторов - Контроль за качеством и испытание обмоток
Содержание материала
Страница 40 из 41