Технологические процессы намотки непрерывных обмоток (см. рис. 11-3) аналогичны для всех исполнений обмоток трансформаторов 10—330 кВ, но вследствие разнообразия элементов конструкции имеются некоторые особенности их производства. Основными документами для намотки обмоток являются чертежи, технологическая карта, образцы которых показаны в приложениях П-12-1 и П-12-2. В развертке обмотки занумерована каждая катушка и рейка, изображены все переходы и транспозиции, а также показаны все конструктивные элементы; в таблице обмоточных данных указаны провод (марка, сечение, количество) и данные по намотке обмотки: направление намотки, тип, количество катушек и витков, основные размеры катушки, осевой размер обмотки.

Рис. 12-2. Типовые схемы намотки непрерывных обмоток.
а — левая прямая схема обмотки; б — правая прямая схема обмотки; в — левая прямая схема обмотки с наружными отводами; г— левая прямая схема обмотки с внутренними отводами; д — правая прямая схема обмотки с наружными отводами, е — правая прямая схема обмотки с внутренними отводами; ж — оборотная схема обмотки с наружными отводами; з — оборотная схема обмотки с внутренними отводами.
Непрерывные обмотки в зависимости от исполнения могут отличаться количеством витков и катушек, сечением и изоляцией обмоточного провода, количеством параллельных проводов, размером каналов и числом реек, расположением регулировочных петель и ответвлений, осевым размером, внутренним и наружным диаметрами, расположением присоединяемых катушек, наличием или отсутствием экранирующих витков и емкостных колец и т. п. Наличие тех или иных конструктивных элементов существенно влияет на технологический процесс изготовления обмоток.
Намотку непрерывных обмоток можно производить как на горизонтальных, так и на вертикальных намоточных станках.
Вначале рассмотрим изготовление непрерывных обмоток на горизонтальных станках. Непрерывная обмотка наматывается катушками, которые разделены изоляционными дистанцирующими прокладками, набранными на рейку и образующими каналы. На рис. 11-4 показаны переходы из одной катушки в другую и их чередование: переходы из первой катушки во вторую выполняются по внутренним виткам, из второй в третью — по наружным, из третьей катушки в четвертую снова по внутренним и т. д. Создается впечатление, будто одна катушка намотана обычным способом: первый виток ее находится под остальными, в следующей катушке первый виток оказывается снаружи, он лежит на всех остальных витках. Переход обмоточного провода из катушки в катушку получается коротким и расположен так, что не повреждается при стяжке обмотки и не снижает изоляционную прочность промежутка между катушками.
В зависимости от направления намотку (левая или правая) начинают справа налево— при левой или слева направо — при правой намотке (при одном и том же направлении вращения станка); при этом обмотчик находится с рабочей стороны передней приводной бабки. В процессе изготовления обмоток, имеющих диаметр более 500 мм, участвуют два человека. Сдвинув по рейкам дистанционные прокладки (в левую сторону — при левой или в правую сторону — при правой намотке), оставляют возле приспособления для установки реек только дистанционные прокладки, образующие канал между первой катушкой и опорным кольцом, и начинают изготовление первой катушки. В зависимости от указанного на чертеже расположения конца (начала) обмотки— снаружи или внутри катушки — первую катушку наматывают соответственно перекладной или постоянной.
Так как существует множество исполнений непрерывных обмоток, рассмотрим отдельные типовые случаи намотки обмоток, выполненные по прямой и оборотной схемам (рис. 12-2).
Непрерывная обмотка из одного провода.
Вначале ознакомимся с простейшим случаем изготовления непрерывной обмотки, имеющей целое число витков (см. рис.11-3,а); сечение витка состоит из одного провода с нормальной изоляцией; концы обмотки расположены снаружи, намотка левая по прямой схеме (рис. 12-2,а).
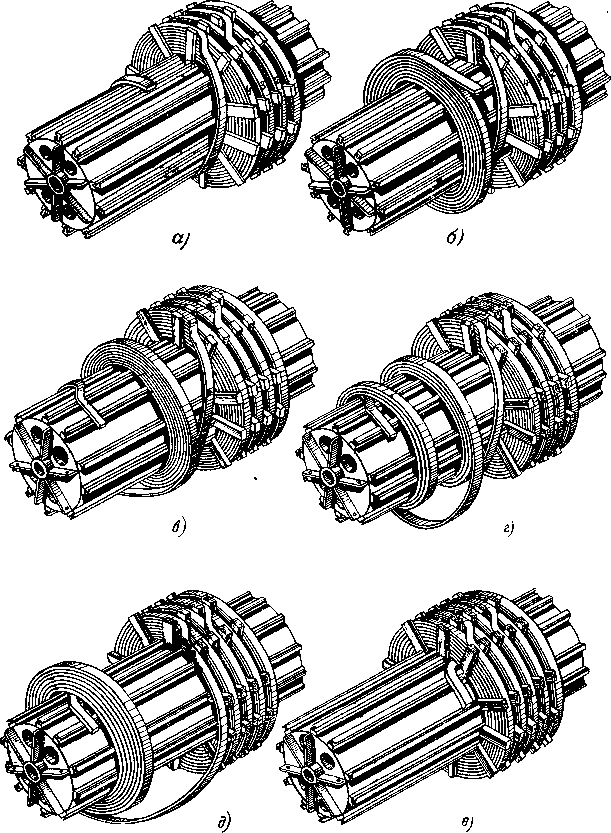
Рис. 12-3. Процесс намотки перекладной катушки (виток из одного провода).
а — выполнение наружного перехода постоянной катушки и намотка первого витка перекладной катушки; б — намотка витков временной катушки, в—выполнение перехода перекладной катушки; г — перекладка витков временной катушки; д — закончена перекладка витков, катушки; е — перекладная катушка с внутренним переходом для намотки постоянной катушки.
Выполнив подготовительные работы, закрепляют концы провода требуемой длины за деревянную планку (вырез в упорном диске или луч раздвижного шаблона), ослабляют натяжение провода и включают станок; направление вращения — по часовой стрелке.
Изготовление первой перекладной катушки осуществляют за несколько приемов. Вначале наматывают без натяжения витки временной катушки (рис. 12-3,а и б) и выполняют переход в следующую катушку (рис. 12-3,в).
Затем вручную производят перекладку витков временно намотанной катушки (рис. 12-3,г и б), передвигают всю катушку на свое прежнее место и затягивают витки до заданного радиального размера (рис. 12-3,е). Перекладку витков временно намотанной катушки производят по одному витку в последовательности, обратной намотке; вначале снимают верхний виток и укладывают его на электрокартонные рейки, затем снимают следующий виток и укладывают на первый и т. д.
Когда последний (нижний) виток будет уложен на верх получившейся после перекладки катушки, на нее устанавливают четыре — восемь (в зависимости от диаметра обмотки) П-образных деревянных зажимов для предохранения рассыпания витков при затяжке. Катушку с переложенными витками передвигают на ее постоянное место вплотную к дистанционным прокладкам и производят затяжку с помощью приспособлений различной конструкции. Одно из таких приспособлений (см. рис. 11-10,а) описано в § 11-2. В процессе затяжки уплотняют витки секции легкими ударами деревянного молотка в осевом и радиальном направлениях, а затем закрепляют конец обмотки бандажом из киперной ленты (или специальной струбциной). Передвигают по рейкам дистанционные прокладки (образующие канал между первой и второй катушками) и производят намотку второй, постоянной катушки с необходимым натяжением провода и уплотнением витков катушки. По окончании намотки катушки на нее устанавливают П-образный зажим-фиксатор (рис. 12-4,а и б), отмечают переход в следующую (третью перекладную) катушку, выполняют наружный переход и продолжают намотку.
Переходы (рис. 12-5) во всех обмотках являются одним из самых опасных мест в отношении пробоя изоляции, поэтому они должны быть выполнены очень надежно и аккуратно. Все переходы выгибают гибочным приспособлением (рис. 12-5,а) таким образом, чтобы они не выступали в соседний канал, а центр изгиба располагался в середине промежутков между прокладками по центру поля.

Рис. 12-4. Приспособления для закрепления витков, катушек и концов обмотки.
а — П-образный деревянный зажим для катушек непрерывной и витков винтовой обмотки;
б — П-образная струбцина-фиксатор для зажима витков катушки непрерывной обмотки: 1 — корпус; 2 — щеколда; 3 — нажимной винт; 4 — рукоятка;
в — цепной зажим для крепления конца обмотки. 1 — прижимной винт; 2 — коромысло с резьбовым отверстием; 3 — цепь пластинчатая; 4 — прижимная пластина; 5 — конец витка из проводов;
г — струбцина для закрепления концов обмотки НН: 1 — основание; 2 — гайка, 3 и 5 — винты; 4 — пята.
Переходы дополнительно изолируются, как показано на рис. 12-5,6 и в. Внутренний переход изолируется всегда прокладкой (или коробочкой), накладываемой на провод сверху, а наружный — снизу.
Третью секцию выполняют так же, как первую. Вначале передвигают требуемое число дистанционных прокладок вплотную ко второй катушке, укладывая один виток на другой; после укладки последнего витка выполняют внутренний переход в четвертую (постоянную) катушку и производят перекладку и затяжку витков, как описано выше. После установки прокладок между третьей и четвертой катушками производят намотку четвертой, постоянной, выполняют наружный переход из четвертой в пятую катушку и продолжают намотку последующих катушек, повторяя технологические приемы намотки перекладных и постоянных катушек (см. рис. 11-4).
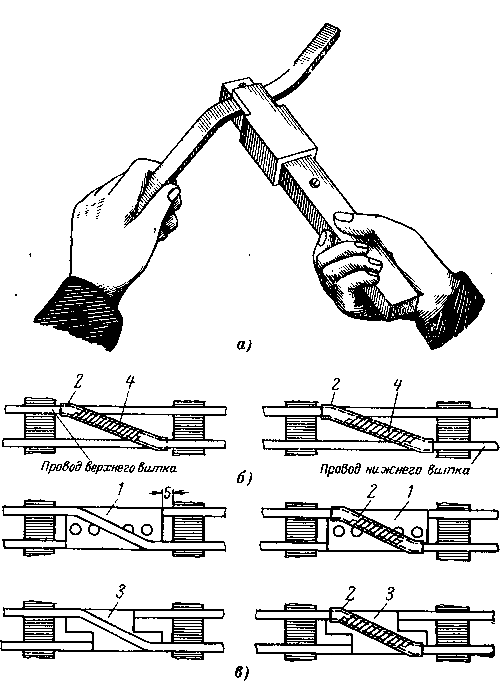
Рис. 12-5. Выполнение переходов.
а — изгиб провода для перехода; б — изолировка наружных и внутренних переходов формованными коробочками; в — изолирование наружных и внутренних переходов изолирующими прокладками; 1 — прокладка простая; 2 — коробочка формованная; 3 — прокладка фасонная; 4 — бандаж из ленты.
В нашем примере все нечетные катушки наматывают с перекладкой витков и выполнением внутренних переходов, а все четные — ПОСТОЯННЫМИ, с наружными переходами. Если требуется выводные концы обмотки расположить внутри, намотку нечетных катушек производят постоянными, а четных — перекладными. При целом числе витков в каждой катушке начало и конец обмотки, а также все переходы будут расположены в одном поле между первой и последней рейками, как показано на рис. 12-6,а [Л. 17]. Цифрами 1 — 16 на развертке указаны рейки. Всего их в изображенной обмотке 16. Начало обмотки и все переходы из катушки в катушку выполнены между рейками 1 и 16.
Но не всегда обмотка имеет целое число витков в каждой катушке. Иногда общее количество витков в обмотке требуется такое, что на каждую катушку не приходится по целому числу витков. В этом случае каждая катушка должна иметь целое число витков и плюс какую-то долю витка.

Рис. 12-6. Расположение начала обмотки и переходов из одной катушки в другую (непрерывная обмотка в развернутом виде).
а — целое число витков в каждой катушке; б — дробное число витков в каждой катушке.
В результате начало обмотки и переходы из одной катушки в другую будут взаимно смещены на определенную часть окружности. Возьмем для примера случай, когда каждая катушка имеет 415/16 витка. Расположение начала обмотки и переходы из катушки в катушку получаются так, как указано на рис. 12-6,6. Начало обмотки расположено между рейками 1 и 16. Переход из первой во вторую катушку расположен между рейками 15 и 16, т. е. по отношению к началу, смещен на V16 окружности. Переход из второй в третью катушку расположен между рейками 14 и 15 и т.д. В результате после шестнадцатой катушки будет недоложен один полный виток. Если бы не докладывать 2/16 долей окружности на каждой катушке, то после шестнадцатой оказались бы недоложенными два витка. В той части нитка, где не выдерживается радиальный размер катушки из-за недобора долей витка, необходимо выровнять радиальный размер катушки, проложив полоски электрокартона между витками, т. е. выполнить так называемый «разгон» радиального размера катушки.