Намотку переплетенной обмотки (см. рис. 11-5) можно выполнять как на горизонтальном, так и на вертикальном станках. Как при непрерывной, так и при переплетенной обмотке поочередно производят намотку перекладных и постоянных катушек, транспонируя параллельные проводники витка при переходе из одной катушки в другую. В переплетенных обмотках (в отличие от непрерывных) число обмоточных проводов, используемых при намотке, равно удвоенному числу параллельных проводов витка обмотки (рис. 12-14,а—г).
Рассмотрим намотку переплетенной обмотки на горизонтальном станке. Сечение витка состоит из одного провода. Намотку однопараллельной переплетенной обмотки производят двумя проводами одновременно и наматывают за каждый поворот планшайбы по два витка.
Как видно из рис. 12-14,а, за первый оборот станка проводами 1 и 2 было намотано два витка: виток 1 — виток первой катушки и виток 13—первый виток второй катушки. В рассматриваемом случае каждая катушка состоит из 12 витков, но только половина из них располагается в своей катушке, а другая половина расположена в смежной. В первой катушке витки 1 — 6 чередуются с витками 13— 18 второй катушки; витки 7—12 первой катушки чередуются с витками 19—24 второй.
Выполнение перекладных и постоянных катушек переплетенной обмотки аналогично ранее описанному для непрерывных обмоток. Сначала проводят намотку шести сдвоенных витков первой перекладной катушки. Как только подготовлен переход во вторую катушку, приступают к транспонированию проводов (нижний перекладывают на верхний), производят перекладку и затяжку витков первой катушки. Затем производят намотку витков второй катушки. Переплетение витков смежных катушек выполняют по схемам, показанным на рис. 12-14,а и в.
Для переплетения витков двух первых катушек по схеме на рис. 12-14,а соединяют витки 12—13 (последний виток первой катушки, расположенный во второй катушке, с первым витком второй катушки, расположенным в первой катушке). Подготавливаясь к пайке, выгибают конец провода II (виток 13) в виде перехода из первой катушки во вторую, обрезают конец провода I (виток 12) с таким расчетом, чтобы пайка располагалась выше перехода.
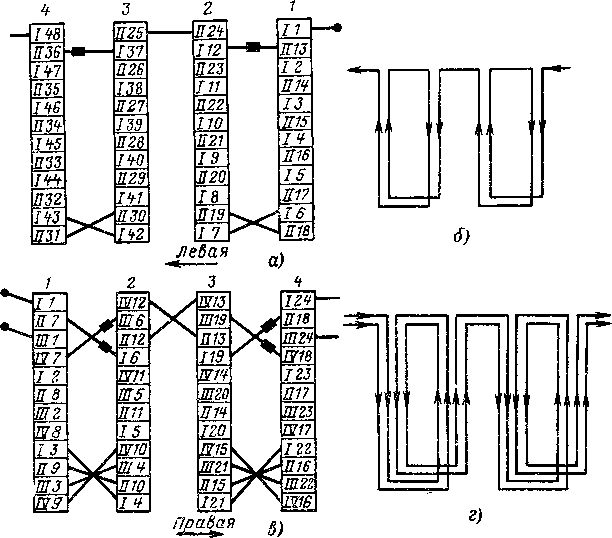
Рис. 12-14. Схемы соединения витков переплетенных обмоток.
а, в — при одном и двух параллельных проводниках в витке; б, г — направление тока в витках катушки при одном и двух параллельных проводниках в витке.
Оба конца очищают от изоляции, срезая бумагу на конус. Паяют провода внахлест и изолируют лентами кабельной бумаги, укладывая ее плотными равномерными рядами в полуперекрытие до толщины изоляции провода, постепенно заполняют .конус и бандажируют одним слоем тафтяной ленты. Части витков, которые были сдвинуты для размещения клещей при пайке витков 12—13, натягивают на свое место, следя за плотным прилеганием их к катушке. Так как в переплетенных обмотках требования к плотности намотанных витков повышены, при намотке не допускаются отставание витков и выравнивание радиального размера полосами электрокартона-
Таким образом, соединив пайкой наружный переход из первой во вторую катушку (концы витков 12 и 13) и произведя транспозицию проводов I и II (при выполнении внутренних переходов) в нижних витках (6—7, 18—19), тем самым производим переплетение витков, обеспечивая .при этом прохождение тока по виткам двух смежных катушек обмоток, как показано на рис. 12-14,6 и г. Ток как бы делает петлю, возвращаясь в предыдущую катушку.
После пайки остались два свободных конца провода: верхний провод I первой катушки и верхний провод II второй катушки. Провод / изгибают, изолируют и закрепляют бандажом, он же является началом обмотки; провод II изгибают и изолируют как наружный переход в третью катушку. Но для намотки третьей катушки имеется только один провод, поэтому под виток 24 подкладывают конец провода, идущего от первого барабана 1, и оба провода скрепляют между собой бандажом киперной ленты. Передвинув по рейкам вплотную ко второй катушке прокладки в необходимом количестве, укладывают под первый виток перекладной катушки временный (ступенчатый по высоте) клин из электрокартона для создания плотного прилегания одного витка к другому и правильного расположения переходов, после чего производят намотку временной (третьей) катушки. Разметив место перехода, изгибают и изолируют внутренние переходы, производят транспозицию проводов, после чего изолируют наружный переход, перекладывают и уплотняют витки перекладной катушки.
Передвинув вплотную к третьей катушке дистанционные прокладки, производят намотку постоянной (четвертой) катушки. Для соединения витков третьей и четвертой катушек прибандажированный к верхнему витку свободный конец провода / выгибают для перехода в постоянную (четвертую) катушку и зачищают конец провода II, расположенного под верхним витком четвертой катушки. Производят пайку двух предпоследних витков третьей и четвертой катушек с последующим изолированием места пайки и укладкой спаянной части витков на катушку. Оставшийся свободный конец провода I верхнего витка постоянной (четвертой) катушки выгибают для перехода в следующую пятую катушку, подкладывают конец провода со второго барабана и продолжают намотку обмотки. Цикл намотки повторяется через каждые четыре катушки. После намотки последней катушки обмотки конец провода обрезают, выгибают, изолируют и закрепляют в соответствии с чертежом.

Рис. 12-15. Намотка катушек дисковой обмотки.
а — на универсальном регулируемом шаблоне: 1 — упорный диск с прорезями для рабочих площадок; 2 — рабочие площадки; 3 - крепление диска к планшайбе станка; 4 — обмоточный провод;
б — на вспомогательном шаблоне:
1 — швеллер намоточного станка; 2 — упорный диск; 3 — стопорный винт; 4 — шаблон для намотки с наложенной поверх полосой из электрокартона; 5 — полоса из электро-картона; 6 — оправка для временной намотки второго диска, 7 — обмоточный провод; 8 — направляющий ролик.
Намотка переплетенной обмотки, витки которой состоят из двух параллельных проводов, производится в четыре провода (рис. 12-14,в). В остальном процесс намотки переплетенной непрерывной обмотки с двумя параллельными проводами в витке аналогичен процессу намотки переплетенной обмотки с одним проводом.