Технологический процесс намотки двухходовой обмотки (рис. 12-22) аналогичен намотке одноходовой винтовой обмотки. Двухходовые обмотки выполняются с полной, равномерно распределенной транспозицией (транспозиция Хобарта), имеют по две ветви (хода). Рассмотрим особенности их намотки.
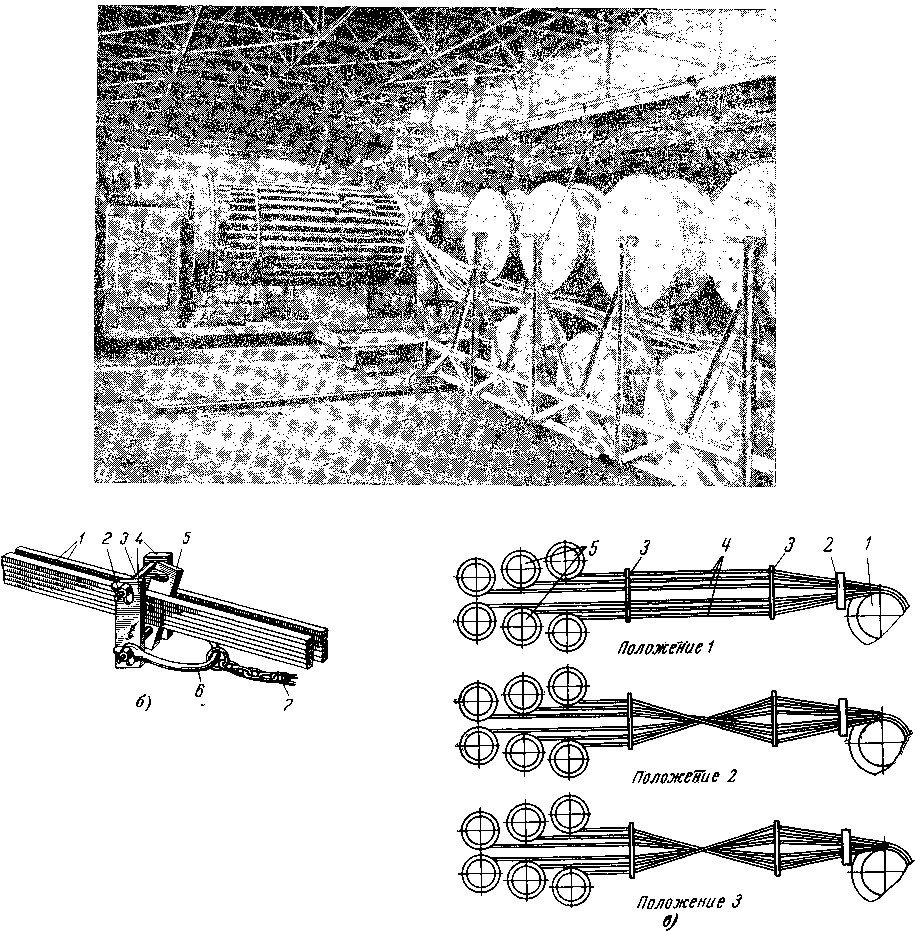
Рис. 12-22. Намотка двуходовой винтовой обмотки НН.
а — намотка на шаблоне (цилиндре металлическом).
1 — обмотка; 2 — натяжное приспособление, закрепленное на цепи, 3 — шаблон с комплектом реек и дистанционными прокладками. 4 — стойка 16 — местная;
б — зажим для намотки двухходовых винтовых обмоток: 1 — параллельные провода витка; 2 — шпилька с барашковой гайкой;
3 — трубка, свободно надетая на шпильку; 4 — зажимные планки; 5— промежуточная откидная планка; 6 — скоба;7 — цепь; в — приспособление для транспонирования проводов во время намотки обмотки 1 — обмотка, 2— натяжное устройство, 3 — диски с отверстиями; 4 — провода, 5— барабаны с проводом.
Технологический процесс намотки полувинтовых обмоток аналогичен намотке одноходовых.
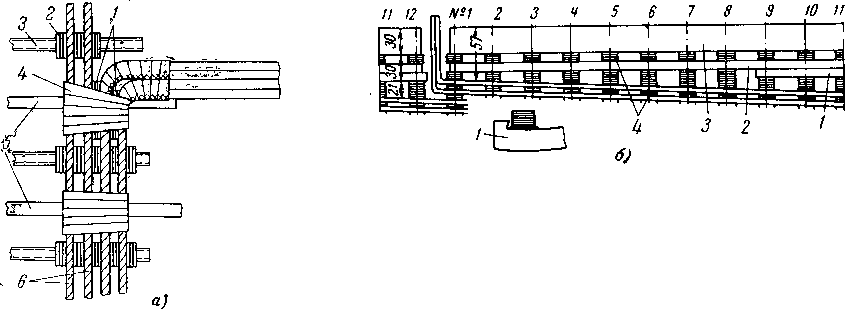
Рис. 12-23. Начало намотки двухходовой винтовой обмотки. а — выгиб, комплектовка и закрепление начальных концов двухходовой обмотки. 1 — дополнительные прокладки из электрокартона; 2 — дистанцирующие прокладки; 3 — продольные рейки; 4 — бандажи из киперной ленты; 5 — дополнительные временные рейки, 6 — витки обмотки; б — выравнивание опорной поверхности двухходовой винтовой обмотки трансформатора средней мощности: 1 — сегмент с закраинами, 2 — опорное кольцо с разрезом шириной 10 мм; 3 — опорное кольцо толщиной 30 мм; 4 — прокладки.
Обмоточные провода, установленные в стойке, комплектуют в две ветви. Одну ветвь собирают из проводов нижнего и верхнего ярусов одного ряда, вторую — второго ряда. Провода первой (правой) ветви заводят слева, провода второй (левой) ветви — справа и вкладывают в соответствующие отделения распределительного зажима, который служит для натяжения обмоточного провода во время намотки и в то же время для удобства перекладывания проводов при транспонировании (рис. 12-22,б).
На ряде заводов для тех же целей применяют другое приспособление, схема которого показана на рис. 12-22,в. Провода одной ветви заводят сверху в отверстия обоих дисков, другой ветви — снизу. Поворачивая второй приводной диск относительно первого, можно «закрутить» или «раскрутить» провода, избегая таким образом перехлестывания их при транспонировании.
Намотку двухходовой обмотки начинают с изгиба под прямым углом начальных концов обмотки, изолирования и закрепления их, как показано на рис. 12-23,а. За каждый оборот станка производят намотку одного витка, состоящего из двух ходов. Выравнивание винтовой поверхности крайнего витка выполняют, как показано на рис. 12-23,б.
Для выполнения транспозиции проводов в скомплектованных ветвях освобождают промежуточную планку зажима (рис. 12-22,6), размечают места переходов верхнего провода в одной ветви и нижнего — в другой. Изогнув и заизолировав переходы, перекладывают верхний провод ветви I на верх ветви 2, а нижний провод ветви II на низ ветви 1, как показано на рис. 12-24,в. Продолжают намотку витков обмотки до следующей перекладки.
Расстояния (каналы) между витками и ходами набирают дистанционными прокладками, размещенными на рейках. Вторую перекладку выполняют аналогично первой, описанной ранее. Так продолжают намотку витков обмотки, уплотняя витки в осевом и радиальном направлениях и выполняя все перестановки, указанные в чертеже. Число перекладок обычно равно числу параллельных проводов в обмотке [Л. 15].
В двухходовых винтовых обмотках, имеющих четное число параллельных проводов (каждый ход имеет одинаковое количество проводов), перекладку выполняют в одном поле; при нечетном (число параллелей хода отличается на один провод) — в двух смежных полях. Первым выполняют наружный переход из хода, имеющего большее количество параллельных проводов, в ход с меньшим числом проводов.

Рис. 12-24. Намотка двухходовой обмотки с равномерно распределенной транспозицией.
а — схема одинарной транспозиции; б — схема двойной транспозиции; в — транспонирование и изгиб провода для перехода в другую ветвь.
При выполнении двойной полной равномерно распределенной транспозиции (рис. 12-24,6) каждый провод обмотки дважды проходит все стадии своего положения. При этом одна полная транспозиция выполняется на одной половине обмотки, а вторая — на другой. Направление перекладывания в одной и другой половинах обмотки различно, т. е. перекладывают верхние провода в одной половине слева направо (верхний провод из первого хода на верх второго и нижний провод из второго хода на низ первого), во второй половине перекладывают провода справа налево (верхний провод из второго хода на верх первого и нижний провод из первого хода на низ второго). Во второй половине обмотки происходит раскручивание пучка проводов, идущих с барабанов, которые в первой половине закручивались. В случае резкого увеличения (или уменьшения) канала, указанного на чертеже, изменение размера канала выполняют плавно, добавляя (или убавляя) по несколько дистанционных прокладок на каждой рейке.
Правильность направления намотки, выполнение транспозиции, радиальный размер, размеры обмоточного провода и изоляции, количество параллельных проводников, расположение и величина каналов, изолирование выводных концов обмотки и выполнение силовых бандажей контролируются.
Каждая винтовая обмотка перед снятием со станка должна быть проверена: а) на отсутствие замыкания между параллелями; б) на отсутствие замыкания между ходами обмотки (в двух- и многоходовых обмотках); в) на правильность выполнения транспозиции.
Все указанные проверки производят мегомметром или контрольной лампой. Для проверки изоляции между проводами подсоединяют один проводник мегомметра к одной из параллелей обмотки и поочередно проверяют отсутствие замыкания между любыми проводами этого хода. Аналогичную проверку производят в каждом ходе обмотки.
Для проверки изоляции между ходами обмотки зачищают изоляцию всех параллелей обмотки на длине 20—30 мм, обвязывают медной проволокой одну из параллелей хода, а остальные провода этого хода связывают в пучок. Так же связывают все линейные концы обмотки. Отсутствие электрической цепи указывает на отсутствие замыканий между ходами обмотки.
В многоходовых обмотках проверяют отсутствие замыкания между всеми ходами обмотки.
Намотка винтовых обмоток значительно упрощается при применении транспонированных проводов марки ПТБ (провод, транспонированный с бумажной изоляцией). Намотка обмотки, виток которой состоит из одного транспонированного провода (как бы одноходовой), производится аналогично простой (однослойной) цилиндрической с той только разницей, что после намотки каждого витка устанавливают дистанционные прокладки между витками. Транспозицию не делают, так как провод транспонирован и расположен на обмотке в один слой. Обмотки НН трансформаторов большой мощности выполняют из двух-трех или четырех ветвей транспонированного провода. Намотка таких обмоток сложнее. Здесь выполнение транспозиций обязательно, так как витки обмотки состоят из нескольких проводов (ветвей), уложенных один на другой в радиальном направлении. Выполняют обычно три транспозиции — посредине обмотки и на 1/4 от концов обмотки, аналогично общей и групповой транспозициям, рассмотренным выше для одноходовой обмотки. Выгибают переходы на специальных гидрогибах, радиальный размер выравнивают с помощью электрокартонных прокладок, устанавливаемых под транспонируемый провод, а осевой размер — набором дистанционных прокладок, имеющих скос, для размещения изогнутого перехода.
На рис. 12-25 показано рабочее место намотки обмоток из транспонированного провода. Намоточный станок 1 типа РТ-28 предназначен для изготовления обмоток диаметром до 3 200 мм, длиной до 3 500 мм, массой до 20 т. Рабочий-обмотчик стоит на механизированном стеллаже 2; стеллаж перемещается по рельсовому пути; площадка стеллажа может перемещаться вверх и вниз (в соответствии с размерами наматываемой обмотки).
Управление станком (изменение частоты вращения, реверс), а также подъем и опускание рабочей площадки стеллажа осуществляются с пульта управления станком 3. Включение станка ножное с помощью включателя 4, расположенного на рабочей площадке стеллажа. В стойках на стеллаже находятся устройство для холодной сварки элементарных проводников транспонированного провода и необходимые приспособления — гидрогибы, пневмозубила; в тумбочке 6 — ручной инструмент и небольшой запас изоляционного материала и припоя ПСр-15. Сверху тумбочки на специальной подставке устанавливают чертеж ,и технологическую карту, требуемые для намотки данной обмотки. Стеллаж имеет решетчатое ограждение и лестницу 7.
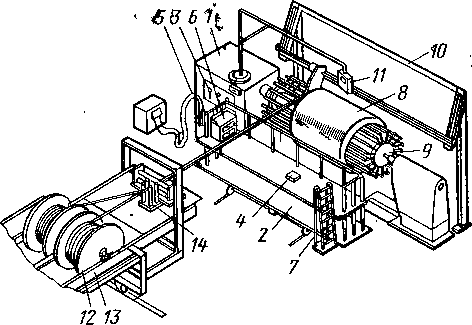
Рис. 12-25. Рабочее место намотки обмоток из транспонированного провода.
1 — намоточный станок; 2 — стеллаж механизированный; 3 — пульт управления; 4 — включатель ножной; 5 — гидрогиб, пневмокусачки и устройство для холодной сварки проводов; 6 — тумбочка; 7 —лестница; 8 — обмотка; 9 — универсальная разжимная оправка; 10— механизм для осевой и радиальной прессовки; 11 — программно-счетное устройство; 12 — барабаны с транспонированным проводом; 13 — каретка; 14 — направляющие ролики и натяжное устройство.
Намотку обмоток из транспонированного провода 8 производят на универсальной разжимной оправке 9. Уплотнение витков и катушек производят с помощью механизма для осевой и радиальной прессовки 10, счет витков осуществляют с помощью программно-счетного устройства 11.
Барабаны с транспонированным проводом 12 устанавливают в один или два яруса на каретку рамного типа 13. Разматываемый с барабанов провод проходит между цилиндрическими направляющими роликами и натяжными устройствами 14, обеспечивающими заданное направление и натяжение провода при намотке обмотки.