3. МОНТАЖ ОБМОТОК И ИЗОЛЯЦИИ.
ПРИМЕНЯЕМЫЕ ПРИСПОСОБЛЕНИЯ
Основными техническими документами, которыми пользуются при установке обмоток и укладке изоляции, являются чертежи обмоток и их монтажа, изоляции, активной части и технологические карты сборки трансформатора.
Количество обмоток, располагаемых на стержне магнитопровода, и их расположение как на стержне, так и по фазам определяются конструкцией трансформатора и монтируются в соответствии с требованиями чертежа.
В двухобмоточных силовых трансформаторах небольшой и средней мощности, как правило, у стержня помещаются обмотки НН. Регулировочные обмотки трансформаторов, регулируемых под нагрузкой (РПН), удобнее выполнять наружными.
Рассмотрим на примере установку обмоток трехобмоточного трансформатора класса напряжения 110 кВ с расположением обмоток НН—СН—ВН, считая от стержня.
До укладки изоляции и установки обмоток необходимо проверить, какая сторона магнитопровода соответствует стороне НН и СН и какая — стороне ВН. Это предотвратит возможность грубой ошибки в самом начале сборки. Укладка нижней изоляции начинается с установки деталей уравнительной изоляции 1 (рис. 17-4,а). Уравнительная изоляция необходима для выравнивания плоскости ярмовой балки с плоскостью ярма и является опорой для обмоток. Нижние плоскости ее прокладок должны плотно прилегать к полкам ярмовых балок. При сборке разрешается подгонять толщину прокладок изоляции по месту так, чтобы обеспечить опорную ПЛОСКОСТЬ для обмоток на уровне выступа ярма.
На уравнительную изоляцию сверху укладывают ярмовую изоляцию 2, которая является опорой для обмоток и изолирует торцы обмоток от ярма. Прокладки ярмовой и уравнительной изоляции должны точно совпадать (допускается отклонение до 5 мм).
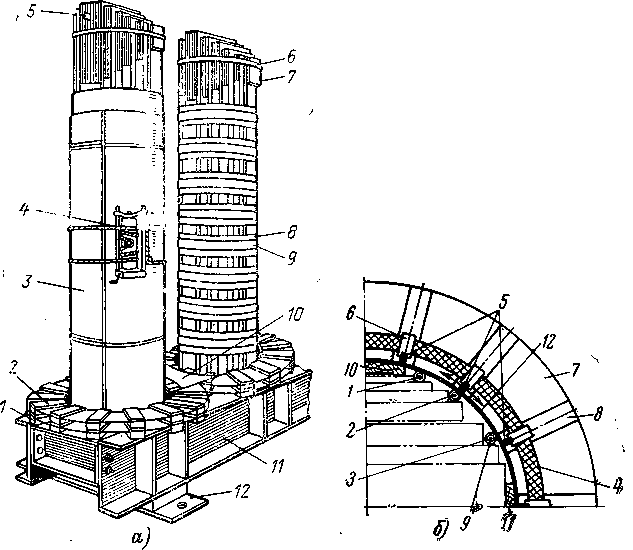
Рис. 17-4. Монтаж изоляции.
а — укладка нижней ярмовой и уравнительной изоляции и затяжка «мягкого» цилиндра: 1 — уравнительная изоляция; 2 — ярмовая изоляция; 3 — «мягкий» цилиндр; 4 — приспособление для затяжки «мягкого» цилиндра; 5 — отметка места окончания расшихтовки; 6 — ремень для стяжки верхней части стержня; 7 — пластина; 8 — полоса электрокартона; 9 — стеклобандаж; 10 — изоляция; 11 — ярмовые балки; 12 — опорная пластина;
б — схема установки ярмовой и уравнительной изоляции, внутренней обмотки и деталей радиального крепления обмотки на стержне магнитопровода: 1 — 3 — стержни деревянные круглые; 4 — внутренняя обмотка (НН или СН); 5 — вертикальные рейки из электрокартона; 6 — дистанцирующая прокладка обмотки; 7 — ярмовая изоляция; 8— прокладка ярмовой изоляции; 9 — электрокартонная полоса; 10, 11 — планки деревянные; 12 — цилиндр.
После укладки нижней изоляции на стержни магнитопровода устанавливают деревянные планки с вырезами под бандажи и шпильки, придавая его сечению форму, близкую к кругу, обеспечивая этим надежную опору для обмотки против механических усилий в радиальном направлении, а также благоприятные условия для охлаждения стержней магнитопровода. Обмотки 4 (рис. 17-4,6), насаживаемые первыми на магнитопровод, изолируются от него, кроме масляного промежутка, цилиндром толщиной 5—6 мм. Обмотки трансформаторов II, III габарита часто наматывают на бумажно-бакелитовый цилиндр, который образует ее каркас.
В обмотках IV—VI габарита применяют так называемый «мягкий» цилиндр, который наматывают из листов электрокартона марки А или Б (ГОСТ 4194-68) толщиной 1,5—2 мм. Наматываемые листы электрокартона должны плотно прилегать один к другому. Для установки цилиндров производят предварительную вальцовку электрокартона на специальных вальцах. При намотке слоев электрокартона на магнитопровод необходимо следить за тем, чтобы каждый последующий лист перекрывал предыдущий не менее чем на 100 мм, что обеспечит достаточную электрическую прочность слоя электрокартона. Перекрытия соседних листов («стыки») должны находиться в полях между рейками, за исключением стыков первого и последнего слоев в цилиндрах, прилегающих к обмоткам, стыки которых должны быть под рейкой (рис. 17-5,а). По окончании намотки всех слоев «мягкого» цилиндра и закрепления их киперной лентой устанавливают приспособления для затяжки цилиндров (рис. 17-5,б). Приспособление состоит из барабана 1 сварной конструкции с валом 2, соединенным шпонкой 3 с шестерней 4 червячного редуктора. На барабане закреплен пеньковый канат с помощью фиксатора 5, а с противоположной стороны на валу червяка 6 насажена рукоятка 7 (для намотки каната на барабан).
Для затяжки листов электрокартона, из которых собран цилиндр, приспособление устанавливают на цилиндре, располагая его вдоль его оси. Затем закрепляют один конец каната на неподвижной части корпуса и приспособления, а другой — на фиксаторе барабана.
При вращении рукоятки червяк приводит во вращение шестерню, а вместе с ней и вал, на котором закреплен барабан. Барабан, вращаясь, наматывает на себя канат, который затягивает листы цилиндра. По мере затяжки каната по всей высоте цилиндра уплотняют листы ударами деревянного молотка. Цилиндры закрепляют бандажом из киперной ленты, накладывая ее с шагом 400—600 мм, после чего снимают приспособление.
Обмотки трансформаторов III и IV габарита доставляют на участок первой сборки стянутыми в плитах до указанного в чертеже осевого размера. Обмотки трансформаторов I габарита стянуты только временными бандажами из киперной ленты. Перед насадкой обмоток на магнитопровод каждую из них проверяют и подготавливают к сборке. Проверяют осевой размер обмотки, правильность вывода концов, отсутствие механических повреждений на наружной поверхности обмоток.
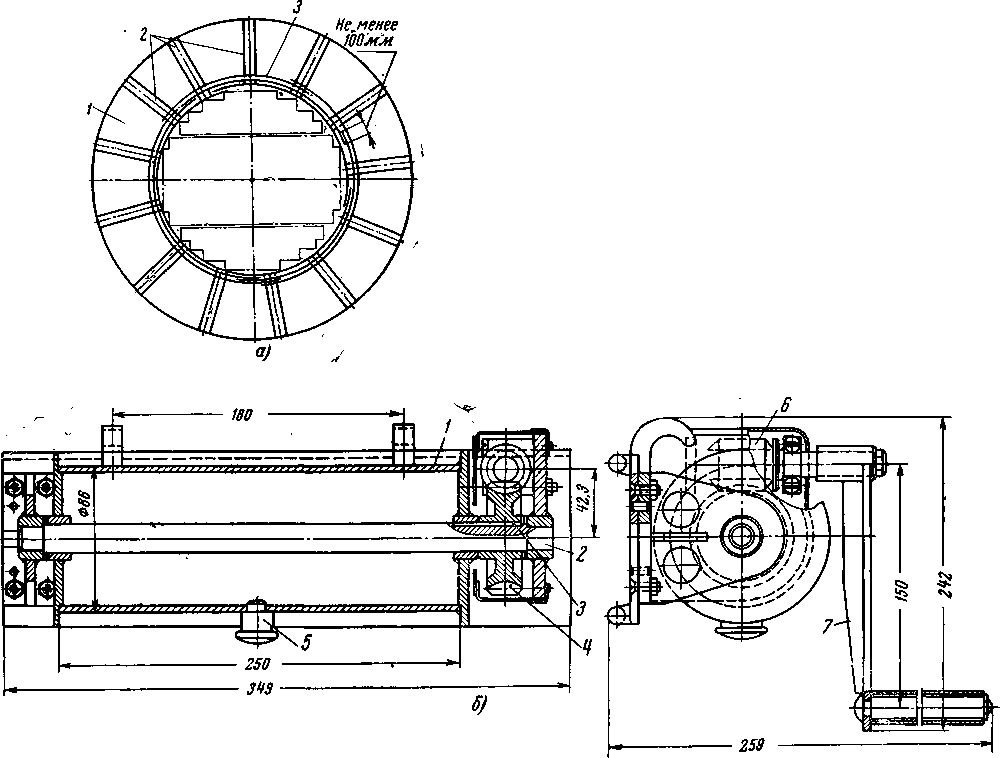
Рис. 17-5. Намотка «мягкого» цилиндра.
а — схема расположения «стыков» листов электрокартона: 1 — ярмовая изоляция; 2 — прокладка ярмовой изоляции; 3 — листы электрокартонного цилиндра;
б — приспособление для затяжки слоев «мягкого» цилиндра: 1 — барабан, 2 — вал; 3 — шпонка; 4 — шестерня; 5 — фиксатор; 6 — червяк; 7 — рукоятка.
На сборку обмотки должны поступать не позже 12 ч после окончания сушки, в противном случае они подлежат повторной сушке.
До распрессовки обмотки следует убедиться в отсутствии обрыва проводов и замыкания между ними, так как после распрессовки обмоточные провода несколько изменят свое месторасположение и замыкание может исчезнуть. Отсутствие замыканий между параллельными проводами обмотки определяют мегомметром, как описано в гл. 12.
Обмотки СН и ВН, имеющие регулировочные ответвления, проверяют по частям в обмоточном цехе и проверку перед насадкой их не производят. Если обмотки изготовлены с пропиткой их лаком, концы обмоточных проводов очищают не только от изоляции провода, но и от лака. Проверив обмотки НН на отсутствие обрывов и замыканий, их распрессовывают. Последовательно ослабляют затяжку гаек на стяжных шпильках 2 (рис. 17-6,а) и снимают с обмотки верхнюю прессующую плиту 3, С помощью молотка и стамески отрубают лишнюю длину реек. При этом рейку 1 следует рубить не вровень с верхним торцом опорного кольца обмотки, а на 20—25 мм ниже (рис. 17-6,6). Делается это в связи с тем, что даже хорошо просушенная обмотка после окончательной сушки активной части вновь уменьшается в размерах в осевом направлении и рейки (если их обрубить вровень с верхним торцом опорного кольца) могут упираться в изоляционные детали, препятствуя подпрессовке обмотки. Рубить рейки следует осторожно, чтобы не повредить поверхность бумажнобакелитового цилиндра или изоляцию емкостного кольца или крайней катушки; поэтому при обрубке необходимо между рейкой и цилиндром или емкостным кольцом прокладывать электрокартонные прокладки толщиной 1,5— 3 мм. При наличии угловых шайб в рейках обмоток ВН делается вырез согласно чертежу для предотвращения повреждения угловой шайбы. Для удобства обрубки лишней длины реек и вырезов под угловую шайбу обмотку устанавливают на специальную подставку. Обрубку реек внизу производят на 5—6 мм выше торца опорного кольца. ,
При осмотре обмотки проверяют размеры внутреннего (по рейкам) и наружного диаметров обмотки. Эллипсность обмотки допускается в пределах допуска на диаметр обмотки. Проверяют отсутствие механических повреждений изоляции, правильность выполнения переходов и выводов концов обмоток. Концы обмоток изгибают в соответствии с чертежом и изолируют. Чтобы не было замыканий между отдельными параллельными проводниками, изоляция которых могла быть нарушена при выгибе концов, между ними прокладывают полосы лакоткани или крепированной бумаги.
На изогнутый конец плотно накладывают полосы лакоткани вполуперекрытие, т. е. каждый слой изоляции перекрывает предыдущий на половину ширины до получения толщины, указанной в чертеже. Недостаточно плотное наложение изоляции неизбежно приведет к появлению в ней пустот, резко ухудшающих ее электрическую прочность. Поэтому изоляцию необходимо укладывать, подтягивая полосу после каждого оборота вокруг изолируемого конца обмотки. Толщину уложенной изоляции проверяют штангенциркулем или шаблоном. Закрепляют изоляцию бандажом из киперной ленты. Перед насадкой обмотку продувают сжатым воздухом и для облегчения насадки внешнюю поверхность электрокартонных реек натирают парафином.
Насадку обмоток на стержень магнитопровода или на цилиндр производят либо вручную, как показано на рис. 17-7,а, либо специальным приспособлением, состоящим из двух- или трехлучевой траверсы и подъемных лап (рис. 17-7,б и в). Длина подъемных лап должна быть достаточной для того, чтобы обмотка при насадке могла опуститься вместе с лапами до нижней ярмовой изоляции.
Длина опорной части лапы не должна выступать за опорное кольцо обмотки, но в то же время она должна обеспечивать опору обмотки не менее чем на 3/4 ширины опорного кольца. Для подъема обмотки лапы устанавливают в двух-трех местах равномерно по окружности кольца. Подъемные захваты обязательно располагают по осям столбов электрокартонных прокладок обмотки и после установки обмотки в приспособления захваты связывают ремнем или веревкой. При насадке обмотку медленно опускают, все время проверяя отвесом, и в случае необходимости регулируют ее положение относительно стержня магнитопровода и прокладок нижней ярмовой изоляции. Для направления при насадке и предохранения изоляции витков обмотки применяют электрокартонные полосы толщиной 1,5 мм, которые затем удаляют. Электрокартонные рейки обмотки должны располагаться строго посредине прокладок ярмовой изоляции, а нижние концы обмоток — между прокладками ярмовой и уравнительной изоляции. Запрещается осаждать обмотку грузом. Обмотка должна опускаться плавно под действием силы тяжести с плотной посадкой на цилиндр. Насадка на стержень последующих обмоток (обмотки СН в трехобмоточном трансформаторе или обмотки ВН в двухобмоточном) выполняется после установки изоляции между обмотками.
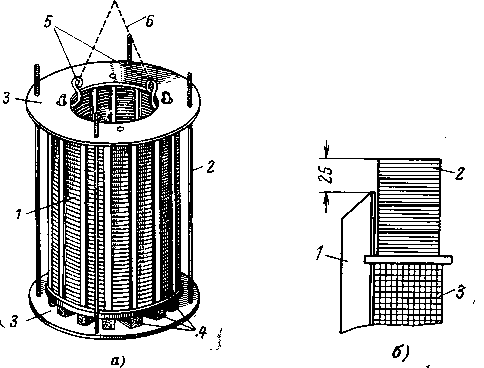
Рис. 17-6. Подготовка обмоток к насадке.
а — распрессовки обмоток: 1 — обмотка; 2 — стяжные шпильки; 3 — верхняя и нижняя стальные плиты; 4 — нижние деревянные подкладки, 5 — подъемные крюки; 6 — положение тросов с крюками при снятии верхней плиты;
б — обрубка лишней длины реек обмоток НН и СН: 1 — рейка; 2 — опорное кольцо; 3 — обмотка НН или СН.
Эта изоляция выполняется в виде масляного промежутка, разделенного электрокартонными цилиндрами с помощью промежуточных реек. Величина изоляционного промежутка и количество цилиндров зависят от класса напряжения обмоток.
Если последующей обмоткой является обмотка СН класса 35 кВ, как это показано на рис. 17-8, она насаживается на «мягкий» цилиндр, предварительно установленный на рейки предыдущей обмотки. Намотка мягкого цилиндра под обмотку СН производится также, как и под обмотку НН. При насадке обмоток СН нужно тщательно следить за расположением их концов, а также за тем, чтобы столбы прокладок не были смещены в радиальном направлении от столбов прокладок предыдущей обмотки и опирались на соответствующие прокладки ярмовой изоляции:
Насадка третьей обмотки, в данном случае обмотка ВН напряжением 110 кВ, выполняется после установки изоляции между обмотками. При классе напряжения обмоток 110 кВ и выше в изоляции между обмотками, а также нижнего и верхнего ярм магнитопровода применяют специальные изоляционные детали — угловые шайбы, удлиняющие пути возможных поверхностей разрядов, что позволяет значительно сократить изоляционные расстояния между обмоткой и ярмом. Между фазами устанавливают межфазные перегородки. Установку «мягких» цилиндров 7 под обмотку ВН производят так же, как намотку цилиндров под обмотки НН и СН. На опорные кольца 14 обмотки ВН (рис. 17-8) устанавливают общий для всех обмоток ВН изоляционный барьер 15,

Рис. 17-7. Монтаж обмоток.
а — насадка обмоток вручную на магнитопровод трансформатора 100 кВ • А- 1 — обмотка НН; 2 — «мягкий» цилиндр; б —насадка обмотки НН с помощью двухлучевой траверсы (трансформатор 6 300 кВ* А); в — насадка обмотки СН с помощью трехлучевой траверсы (трансформатор 200 МВ-А): 1 — обмотка; 2 —траверса; 3 — лапы.
при этом барьерные прокладки следует располагать по оси прокладок ярмовой изоляции. Нижнюю угловую шайбу 17 надевают на цилиндр, установленный на стержне. При насадке шайбу осаждают, равномерно вращая ее на цилиндре. Для лучшего скольжения угловой шайбы по цилиндру поверхность цилиндрической части шайбы со стороны внутреннего диаметра натирают парафином.
Междуфазную перегородку (ее нижнюю часть) опускают между цилиндрами и располагают, как показано на рисунке. На цилиндр устанавливают дистанцирующие планки 10, располагая их вертикально и строго посредине прокладок ярмовой изоляции. Они являются промежуточной опорой для вертикальных реек обмотки ВН в радиальном направлении. В вырезах по концам реек размещается цилиндрическая часть угловой шайбы. Намотку последующих цилиндров и установку вторых угловых шайб 18 под обмотку ВН производят аналогично описанному выше. На горизонтальный отворот угловой шайбы укладывают концевую изоляцию 19 так, чтобы ее прокладки совпадали с прокладками ярмовой изоляции.
Подготовленную обмотку ВН насаживают на стержень так же, как обмотки НН и СН, после чего устанавливают верхнюю изоляцию.

Рис. 17-8. Расположение обмоток и изоляционных деталей на стержне трансформатора 110 кВ (в разрезе).
1 — обмотка НН; 2 — обмотка СН; 3 — обмотка ВН; 4, 5, 6, 7 — цилиндры; 5 — рейка обмотки НН; 9 — верхнее опорное кольцо обмотки НН; 10 — дистанцирующая планка; 11 — рейка обмотки ВН; 12 — ярмовая изоляция; 13 — уравнительная изоляция; 14 — опорное кольцо ВН; 15 — барьер с прокладками нижний; 16 — нижняя часть межфазной перегородки; 17, 18 — угловые шайбы нижние; 19 — концевая изоляция; 20 — основной отвод (обмотки СН); 21 — регулировочный отвод (обмотки СН); 22 — нижнее опорное кольцо обмотки, 23 емкостное кольцо; 24 — верхняя концевая изоляция; 25, 27 — угловые шайбы верхние; 26 — верхняя часть межфазной перегородки; 28 — барьер с прокладками верхний; 29 — верхнее опорное кольцо ВН; 30 — верхняя ярмовая изоляция; 31 — кольцо электрокартонное; 32 — кольцо стальное прессующее, 33 — нажимный винт, 34 — стальной башмак, 35 — текстолитовый башмак; 36 — ярмовая балка.
Сверху на обмотки укладывают такие же изоляционные детали, как и внизу под обмотками, но в обратной последовательности. На обмотку ВН устанавливают верхнюю угловую шайбу 25. Установка верхней угловой шайбы более трудоемка, чем нижней. Устанавливают шайбу с помощью направляющих электрокартонных полос. Установив в канал между цилиндрами и выступающими рейками направляющие 1рейки, устанавливают цилиндрическую часть шайбы в канал между изоляционным цилиндром и направляющими полосами. Осадив шайбу на 80—100 мм, направляющие полосы удаляют. Окончательную осадку угловой шайбы производят с помощью деревянных молотков. Установив межфазную перегородку 26, укладывают вторую угловую шайбу 27 в указанном выше порядке.
Изолирование верхних концов обмоток производят после установки верхних угловых шайб аналогично изолированию нижних концов обмоток.

Рис. 17-9. Схема опрессовки обмоток на стержне магнитопровода в процессе первой сборки.
1 — стержни магнитопровода, 2 — прессующие балки, 3 — прессующие кольца, 4 — обмотки; 5 — прессующие шпильки; 6 — ярмовые балки, 7 — подставка под активную часть.
Обмотки со стороны выхода концов на время изолирования укрывают специальными чехлами. После выгибки и изолирования верхних концов обмоток укладывают верхнюю ярмовую изоляцию, общую для всех трех фаз. Перед ее установкой необходимо проверить, на одном ли уровне располагаются верхние опорные кольца всех обмоток. Если при этом какая-нибудь из обмоток окажется выше, ее подпрессовывают.
При укладке верхней изоляции следят за совпадением всех прокладок, которые должны быть расположены на одной оси. На верхнюю ярмовую изоляцию устанавливают опорное и прессующее кольца 31, 32. Перед установкой проверяют внутренний и наружный диаметры и толщину прессующих колец. Прессующие кольца из стали заземляют. Предпочтительно выполнять прессующие кольца из изоляционного материала — стеклопластика. Изготовление таких колец уже освоено на некоторых предприятиях.
Увеличение осевого размера обмоток, вызванное увлажнением изоляции, может привести к тому, что установленные прессующие кольца будут выше стыка листов стержня и ярма магнитопровода, что затрудняет зашихтовку верхнего ярма. В этом случае производят подпрессовку обмоток на стержне магнитопровода. Для этой цели разработаны специальные технологические балки. Схема осадки обмоток на стержне магнитопровода в процессе первой сборки с помощью технологических балок показана на рис. 17-9. С помощью крана устанавливают две балки на прессующие кольца со стороны ВН и со стороны НН. Через отверстия в балках и в специальных подставках 7, расположенных под активной частью, пропускают вертикальные прессующие шпильки 5.
Технологические балки опираются на все прессующие кольца стержня. Опрессовку обмоток производят одновременно двое рабочих, равномерно подтягивая гайки, переходя от одной шпильки к другой. В процессе опрессовки проверяют высоту обмоток. Когда прессующие кольца опустятся ниже стыка пластин магнитопровода в стержнях на всех трех фазах на величину указанного в чертеже зазора, опрессовку прекращают. Зашихтовку верхнего ярма производят с установленными прессующими балками. Балки и шпильки убирают по окончании шихтовки ярма.