Подтема. ГАЗОВАЯ СВАРКА
Краткая характеристика подтемы и рекомендации по ее изучению
Для оконцевания, соединения и ответвления алюминиевых жил применяют пропан-кислородную сварку, для соединения однопроволочных жил суммарным сечением до 20 мм2 — пропан-воздушную и только для оконцевания — ацетилено-кислородную. Оконцевание, соединение и ответвление медных жил газовой сваркой Строительными нормами и правилами не предусматриваются,
Пропан-кислородную сварку в стальных формах используют для оконцевания жил сечением 300—1500 мм2 и выполняют пластинами из твердого сплава АД31Т1 и наконечниками ЛАС. Для жил сечением 16—240 мм2 применяют стержневое оконцевание сплавлением в монолит с добавкой легирующих присадок из алюминиевых сплавов. Соединение жил сечением 16—1500 мм2 может производиться встык, а жил суммарным сечением до 400 м,м2.— по торцам в общий монолитный стержень.
Ацетилено-кислородную сварку применяют для оконцевания з угольных формах наконечниками ЛАТ для жил сечением 50—240 мм2, наконечниками ЛАС для жил сечением 300—1500 мм2 и для стержневого оконцевания жил сечением 16—240 мм2 сплавлением в монолит с добавлением легирующих присадок.
Для газовой сварки используется сложное, громоздкое и дорогостоящее оборудование, требующее соблюдения специальных правил техники безопасности как во время выполнения работ, так и при его хранении и перевозке. Соблюдение этих правил не всегда можно обеспечить в условиях училища при отсутствии специально оснащенной сварочной мастерской. Поэтому упражнения учащихся часто сводятся к выполнению подготовительных операций для сварки.
Достаточно учащимся организовать упражнения по оконцеванию алюминиевых жил литыми наконечниками и соединению сплавлением встык в открытых формах. Изучая трудовые приемы соединения жил встык, учащиеся освоят основные операции соединения и ответвления жил сплавлением по торцам в общий монолитный стержень, так как они являются основой этого способа.
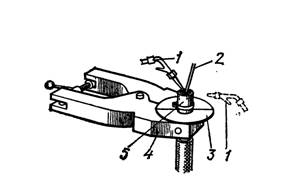
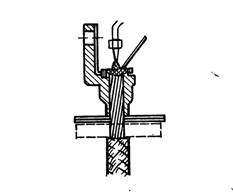
Инструкционная карта 42. Оконцевание многопроволочных алюминиевых жил литыми наконечниками газовой сваркой
1 — алюминиевый наконечник, 2 — форма-экран, 3—горелка, 4—алюминиевый присадочный пруток, 5 — защитный экран, 6 — участок жилы, очищенный от изоляции, 7 — охладители

Область применения: лучший способ для оконцевания литыми наконечниками ЛАТ алюминиевых жил (сечением 50—240 мм2) проводов напряжением до 2 кВ и кабелей до 35 кВ.
Учебная цель: ознакомиться со способом оконцевания алюминиевых жил газовой сваркой, а также с применяемой при этом аппаратурой и приспособлениями.
Требования. Все проволоки наружного повива жил должны входить в оплавленную монолитную часть наконечника без сужения сечения и на боковой поверхности не иметь раковин, следов подплавления и пережогов. Нельзя допускать перегрева изоляции.
Инструменты и приспособления: защитные очки, брезентовые рукавицы, отвефтка, комбинированные плоскогубцы, пассатижи, монтерский нож, щетка из кардоленты, волосяная кисточка, экран для защиты изоляции от пламени, охладители для защиты изоляции от перегрева, газосварочная аппаратура.
материалы: асбестовый шнур, флюс, кокильная краска, присадочные прутки из алюминиевой проволоки сечением 2,5—4 мм2, наждачная бумага или стеклянная шкурка, бензин, ветошь, асбестовый картон, литые наконечники ЛАТ.
Эскизы и наименование операций | Инструктивные указания и пояснения |
| Подобрать алюминиевый кабельный наконечник Надеть наконечник на конец жилы так, чтобы ее торец был утоплен в венчике наполовину его высоты. Если жила входит в наконечник свободно, надо верхнюю ее часть уплотнить обрезками алюминиевых проволок, а остальную часть жилы в пределах наконечника уплотнить асбестом |
Надевание кабельного наконечника | |
| Надеть форму-экран на венчик наконечника (высота формы-экрана должна быть на 1—2 мм больше, чем высота венчика) |
Установка формы-экрана и охладителя | |
| Защитить асбестом изоляцию жилы на длине 100 мм от места установки наконечника Расплавить торец жилы и край венчика наконечника, направив на них пламя горелки Перемешать плавку стальной мешалкой Добавить в плавку присадочный пруток до заполнения формы, перемешивая плавку этим же присадочным прутком (во избежание перегрева жилы и порчи изоляции надо следить, чтобы длительность приварки не превышала установленного времени) |
Наварка наконечника | |
| Дать остыть форме-экрану и всему месту сварки Снять форму-экран и охладители Очистить наконечник и прилегающую к нему оголенную часть жилы от шлака и остатков флюса стальной щеткой из кардоленты Проверить качество сварки |
Обработка места сварки |



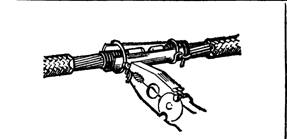
Инструкционная карта 43. Соединение алюминиевых жил встык в открытых формах с помощью пропан-кислородной сварки
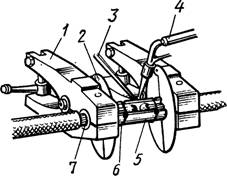
1 — охладители, 2 — защитный экран, 3 — алюминиевый присадочный пруток, 4 — сварочная горелка, 5 — желобчатая форма, 5—проволочный бандаж, 7 — очищенный от изоляции участок жилы
Область применения: лучший способ для соединения жил сечением 16—1500 мм2 встык проводов напряжением до 2 кВ и кабелей до 10 кВ.
Учебные цели: изучить аппаратуру для пропан-кислородной сварки и приспособления для соединения жил встык; научиться выполнять сначала приемы подготовки жил к сплавлению в монолитный стержень, а затем к пропан-кислородной сварке встык; научиться пользоваться справочными таблицами.
Требования. Соединение должно быть без наружных раковин глубиной более 1/3 диаметра жилы, а боковая поверхность жил, прилегающих к ответвлению, не должна иметь следов подплавления и пережога.
Инструменты и приспособления: комплект аппаратуры для пропан- кислородной сварки, охладители с набором сменных втулок, комбинированные плоскогубцы, пассатижи, монтерский нож, щетка из кардоленты, волосяная кисточка, экран для защиты изоляции от пламени, стойка для охладителей.
Материалы: флюс, присадочный пруток из алюминиевого провода сечением 2,5—4 мм2, стеклянная шкурка или наждачная бумага, ветошь, бензин, асбестовый шнур, асбестовый картон или ткань, стальная мягкая оцинкованная проволока.
Эскизы и наименование операций | Инструктивные указания и пояснения |
Подготовка жил предварительным сплавлением в монолитный стержень | |
| Приготовить пасту из флюса и кокильную краску (вместо последней можно использовать тальк или толченый мел, разведенный до густоты пасты) |
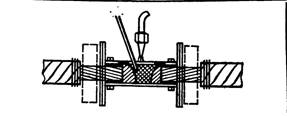
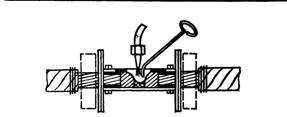
1 — горелка, 2 — присадочный пруток, 3 — защитный экран, 4 — охладители, 5 — форма | |
Эскизы и наименование операций | Инструктивные указания и пояснения |
| Надеть на жилы разъемную цилиндрическую стальную форму Подложить под форму тонкий слой асбеста так, чтобы верхний конец жилы оставался свободным на длине 3 мм для жил сечением 13— 50 мм2, 4 мм для жил 70—185 мм2, 5 мм для жил 240 мм2 Установить под форму защитный металлический экран, а на нее — асбестовый и защитить изоляцию жил вблизи места сварки асбестом Установить охладители |
Подготовка концов жил для сварки | |
| Зажечь горелку |
Разогрев формы | |
| Перенести пламя горелки внутрь формы. Во избежание окисления алюминия пламя отрегулировать на небольшой избыток горючего Расплавить концы жил, не покрытые асбестом |
Сварка концов жил в монолитный стержень | |
| Дать остыть форме и месту сварки Снять форму, экраны, и охладители Очистить место сварки и прилегающие к нему участки жил от шлака и остатков флюса щеткой из кардоленты |
Обработка места сварки | |
| Проверить качество сплавления жил в монолитный стержень Для уплотнения в форме и защиты их боковых поверхностей от пламени обмотать концы жил шнуровым асбестом (половину длины монолитных стержней оставить не обмотанной) |
Подготовка концов жил | |
Эскизы и наименование операций | Инструктивные указания и пояснения |
| Расстояние между торцами жил в форме должно быть равно половине диаметра жилы Прикрепить форму к жилам проволочным бандажом с помощью пассатижей |
Укладка жил в форму | |
| Установить с обеих сторон формы защитные металлические экраны, а затем асбестовые Наложить на оголенные участки жил охладители, установленные на соединительной планке, и закрепить их (втулки охладителей должны быть плотно прижаты к жилам) Подвести под охладители штатив и закрепить его |
Установка охладителей | |
| Зажечь горелку |
Разогрев сплавленных койцов жил и формы |
|
| Направить попеременно на каждую жилу пламя горелки и следить за тем, чтобы оно не попадало на боковые поверхности проволок жил, что может привести к их пережогу |
Расплавление концов жил | |
| Перемешать плавку мешалкой и добавить алюминиевый присадочный пруток до полного заполнения формы, перемешивая им плавку Отвести пламя горелки, чтобы позволить металлу застыть Заплавить металлом присадочного прутка усадочную раковину после ее появления (пламя должно быть отрегулировано на небольшой избыток горючего) |
Добавка присадочного прутка | |
Обработка места сварки | Дать остыть форме и месту сварки Снять остывшую форму, экран и охладители Зачистить напильником неровности сварки Зачистить от остатков флюса и шлака место соединения и поверхность оголенных участков жил стальной щеткой из кардоленты Протереть место соединения тканью, смоченной бензином Проверить качество сварки Изолировать место соединения |