Стенд для проверки герметичности ЭВР (разработан инж. Зольником Ю. В.) имеет основание 1 (рис. 4), на котором установлена стойка 2. Вдоль стойки 2 может перемещаться кронштейн 3, который фиксируется зажимным винтом 4. В кронштейн вставляется выдвижная планка 5, которая фиксируется зажимным винтом 6. Отсос воздуха из внутренней полости ЭВР 7 осуществляется с помощью вакуумного наконечника 8, который прижимается к контрольному отверстию на крышке верхнего узла уплотнения с помощью зажимного винта 9. Вакуумный наконечник через вакуумный шланг 10 присоединен к вакуумному насосу 11. Разрежение внутри ЭВР контролируется вакуумметром 12. Сохранение вакуума в ЭВР обеспечивается отсекающим вентилем 13. Сброс вакуума производится с помощью спускного вентиля 14.
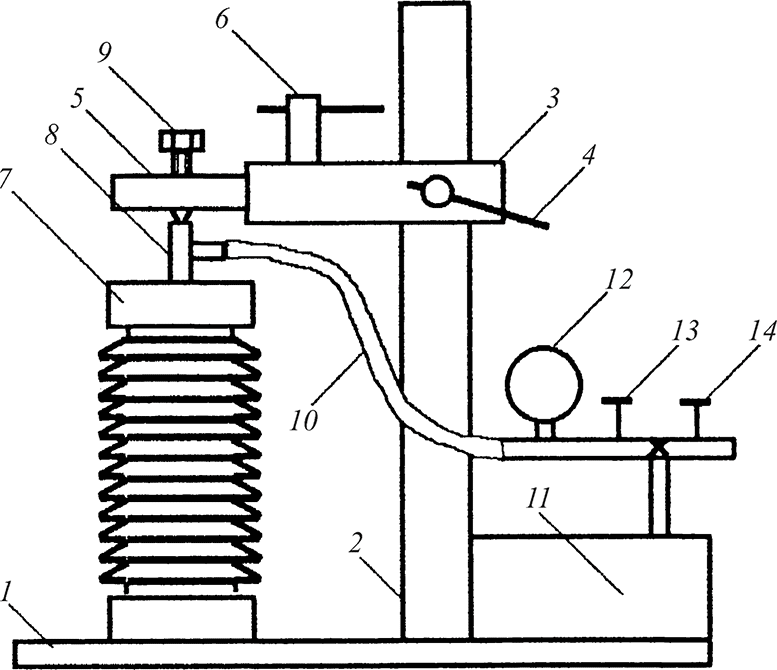
Рис. 4. Стенд для проверки герметичности ЭВР
Порядок работы на стенде следующий. На основание 1 устанавливается ЭВР 7. Кронштейн 3 фиксируется на необходимой высоте. На контрольное отверстие ставится вакуумный наконечник 8. Выдвижная планка 5 вытягивается на необходимое расстояние из кронштейна, после чего вакуумный наконечник прижимается к крышке верхнего уплотнения зажимным винтом 9. Закрывается спускной вентиль 14 и открывается отсекающий вентиль 73, после чего включается вакуумный насос 11. После достижения разрежения, равного - 0,4 кгс/см2, закрывается отсекающий вентиль 13 и вакуумный насос отключается. ЭВР в таком состоянии выдерживается сутки.
Если изменение давления не превысит 0,1 кгс/см2, то ЭВР считается герметичным. Эта норма практически не отличается от установленной в [1], однако контроль в течение суток удобен тем, что его можно осуществлять вакуумметром невысокого класса точности. Опыт показывает, что отсутствие герметичности ЭВР, выявленное при входном контроле, вызывается во многих случаях трещинами на краях полого фарфорового цилиндра покрышки, закрытыми снаружи фланцами и обнаруживаемыми только при внутреннем осмотре.
Ограниченность запасных частей в энергосистемах и формирование запаса из бывших в эксплуатации ЭВР заставляет увеличивать глубину ремонта и выходить за те ограничения, которые установлены в нормативных документах [1]. Вследствие этого в Донбасской электроэнергетической системе порядок ремонта имеет ряд особенностей, связанных, в основном, с восстановлением характеристик ИП. В первую очередь регулируются те ИП, у которых пробивное напряжение вышло за допустимые пределы.
Суммарное увеличение или уменьшение пробивного напряжения ИП всех блоков должно быть примерно равно разнице между средним значением допустимого диапазона и пробивным напряжением, зафиксированным при входном контроле. Пробивные напряжения всех ИП после регулирования суммируются. Полученная сумма делится на число блоков, в результате чего становится известным среднее пробивное напряжение блока Uб(П)ср· Затем ИП подбираются в группы с суммарным пробивным напряжением каждой из них, равным приблизительно Uб(П)ср. Из подобранных групп осуществляется сборка блоков.
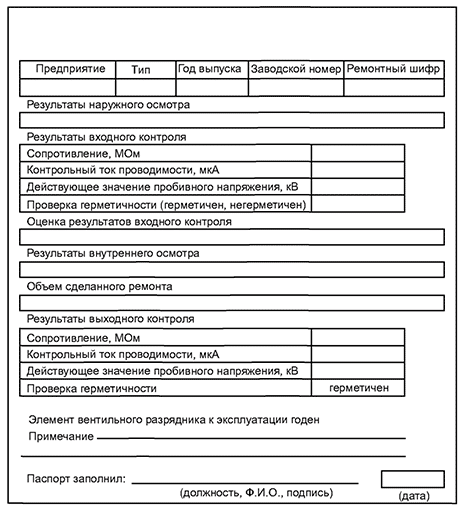
Рис. 6. Форма ремонтного паспорта
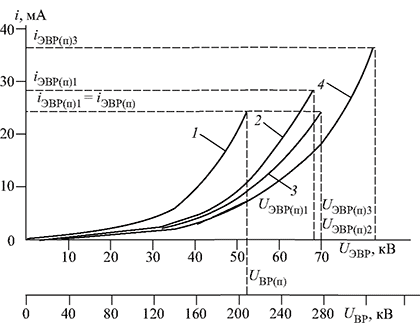
Рис. 7. Графическое определение пробивного напряжения вентильного разрядника с использованием ВАХ его элементов:
Далее проверяется пробивное напряжение всего комплекта. Для этого диски рабочего резистора ремонтируемого или другого аналогичного ЭВР устанавливаются в виде колонки на заземленное металлическое основание, сверху ставится комплект блоков ИП и груз 5 - 10 кг, после чего присоединяется стенд для определения пробивного напряжения. Если результат проверки окажется неудовлетворительным, то после повторной разборки регулируются те ИП, у которых пробивное напряжение находится в допустимом диапазоне, но близко к его границе.
Регулировка пробивного напряжения ИП с магнитным гашением дуги осуществляется следующим образом. Откручиваются две гайки, навинченные на винты 1 (рис. 5), скрепляющие части единичного искрового промежутка, и ослабляется третья гайка аналогичного винта 2. После этого диск с миканитовой прокладкой 3, расположенный с противоположной стороны от кольцевого магнита 4 (9 - винты кольцевого магнита), отводится в сторону по оси винта 2 с ослабленной третьей гайкой. Три упомянутых винта слегка откручиваются, вследствие чего ослабляется крепление внешнего электрода 5. За счет разницы в диаметрах отверстий для винтов и самих винтов 1, 2 внешний электрод 5 может смещаться относительно внутреннего электрода 6. Изменение кольцевого зазора 7 между электродами осуществляется по радиусу крепления подсвечивающих электродов 8. Затем винты 1, 2 закручиваются, диск с миканитовой прокладкой 3 возвращается в исходное положение и зажимается тремя гайками.
После сборки ЭВР осуществляется выходной контроль, порядок и содержание которого не отличаются от входного контроля. Результаты ремонта оформляются в виде ремонтного паспорта, форма
![]()
которого показана на рис. 6. Отремонтированному ЭВР присваивается ремонтный шифр, который пишется влагостойкой краской на крышке верхнего узла уплотнения. Использование ремонтного шифра обязательно, так как у многих длительно эксплуатировавшихся ЭВР невозможно распознать на бирке заводской номер и год выпуска. В этом случае только по ремонтному шифру можно вести дальнейшую диагностическую документацию и выставлять претензии по ремонту. Заполнение полей “Результаты наружного осмотра”, “Оценка результатов входного контроля”, “Результаты внутреннего осмотра”, “Объем сделанного ремонта” формализовано и осуществляется в соответствии с перечнем типовых дефектов ЭВР, приведенным в таблице, и перечнем типовых ремонтных работ, составленным на ее основе.