8. МОНТАЖ МАГИСТРАЛЬНЫХ ШИНОПРОВОДОВ ПОСТОЯННОГО ТОКА
Шинопроводы серии ШМАД и ШМАДК применяют в основном для ошиновок постоянного тока главных приводов прокатных станов. Институтом Тяжпромэлектропроект разработан типовой проект по монтажу шинопроводов этих серий, где предусмотрена установка и ошиновка следующего оборудования: автоматических выключателей типа ВАБ-38-3000/15ф и ВАБ- 28-6000/15ф; катодных реакторов серии ФРОС от 1 000 до 6000 А; уравнительных реакторов серии КРОМ от 125 до 1 000 А; шунтов типа 75 ШС на токи 3 000— 6 000 А. Приведены характерные узлы прокладки шинопроводов, пересечения шинопроводов, узлы поворотов шинопроводов, узлы прокладки секций под перекрытием и по стене, узлы проходов через стены. Даны строй-задания под отдельные узлы. Ниже даются основные сведения по монтажу шинопроводов данной серии.
Шинопровод серии ШМАД — открытый, не защищенный от прикосновений и механических повреждений. Он устанавливается в электротехнических помещениях на высоте не менее 2,5 м от пола, а в производственных помещениях не менее 3,5 м от пола. От открытых токоведущих частей шинопровода по требованиям ПУЭ (II-2-T4) должно быть не менее 1 м до трубопроводов и 1,5 м до технологического оборудования (рис. 27). Если эти расстояния не выдерживаются, то необходимо дополнительно защищать секции на определенных участках съемными крышками, закрепленными на ярмах секций, или же заменять секции ШМАД на секции ШМАДК. В местах пересечения шинопроводов ШМАД между собой также накладывается защита не менее 2 м в каждую сторону от места пересечения.
В современных предприятиях с большими нагрузками постоянного тока появилась необходимость в маги-
стралях более чем на 6 300 Л. В таких случаях пользуются спаренными линиями. Оба пакета шин секции работают параллельно как один полюс, и тогда линии, скажем, из двух рядов по 2 500 А будут иметь пропускную способность 5 000 А, а из двух рядов по 6 300—- 12 600 А. Кроме того, можно применять и систему параллельных шинопроводов: 4 000+2 500 А, 6 300+4 000 А, 6 300+6 300 А и др. Однако по условиям подхода к электроустановкам первая система группировки удобнее.
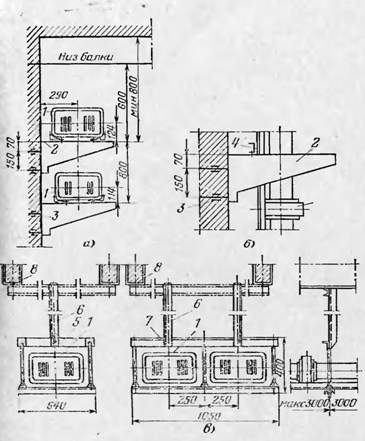
Рис. 27. Способы прокладки шинопроводов серии ШМАД.
а — горизонтальная прокладка двух шинопроводов на кронштейнах K88I; б — Вертикальная прокладка шинопроводов на кронштейнах К881; в — горизонтальная прокладка на подвесах; 1 — шинопровод; 2 — кронштейн; 3 — дюбель распорной гайкой типа К438/1; 4— перекладина; 5 — подвес; 6— конструкция для подвеса; 7— подвес для прокладки двух шинопроводов; 8 — закладная деталь.
Шинопроводы серии ШМАД являются самонесущими. Исходя из этого и из условий охлаждения, секции располагают так, чтобы пакеты шин находились в вертикальном положении.
Секции шинопроводов можно располагать горизонтально, вертикально и под углом. На горизонтальных участках их монтируют по стенам и колоннам, фундаментам машин на кронштейнах К881, а также на подвесках под перекрытиями. Секции закрепляют на горизонтальных участках не более чем через 3 000 мм. Параллельную прокладку линий обычно выполняют в два ряда один над другим Расстояние между ними соблюдают не менее 800 мм для обеспечения сварочных работ на стыках. Этот размер уменьшается цо 500 мм, если монтаж линий будет производиться в последовательности снизу вверх, т. е. сначала заканчивается первый ряд, затем второй.
Для вертикальной прокладки используют те же кронштейны К881 с расстоянием между ними не более 2 000 мм. Кронштейны прикрепляют к строительному основанию дюбелями с распорной гайкой типа К438/1. Расстояние между кронштейнами по горизонтали 540 мм. На кронштейнах закрепляется болтами М10 перекладина из профиля К235, и на нее ложится основанием шинопровод. При соседнем расположении двух шинопроводов по вертикали расстояние между их осями принимают не менее 50и мм. При этом кронштейны отстоят друг от друга по горизонтали на 1 040 мм, перекладина в обоих случаях удалена от стены не менее 60 мм.
Под креплением шинопровод располагают на подвесах типа К886. К верхней перекладине подвеса приваривают уголок 63 X 63 X 6 мм соответствующей длины. Уголок приваривают к закладным деталям в перекрытии, предусмотренном в проекте. Совместную прокладку двух шинопроводов выполняют на подвесах с расстоянием между ними 500 мм.
Переход линии ШМАД из помещения в помещение выполняется через проходную плиту в стене. Плита, состоящая из двух половин размером 105X15 мм, изготовляется в мастерских из текстолита марки Б. На смонтированную в проеме секцию шинопровода устанавливают проходную плиту, имеющую пазы дли шин и укрепляют ее на раме проема. Проем делается размером 700X500 мм. Для прохода двойной линии проем делают размером 1 200X500 мм с расстоянием между осями секций 500 мм. В некоторых случаях, например при подходе к аппаратам, шины из вертикального положения приходится разворачивать в горизонтальное. На таких участках для крепления шин применяют опорные изоляторы типа БО-6. В местах пересечения препятствий, при подходе шинопровода к аппаратам, при поворотах как горизонтальных, так и вертикальных широко применяют подгоночные секции У1344 и У1354. Из этих секций созданы секции с компенсаторами и с шунтами. Подгонка этих секций выполняется обрезкой шин до требуемой длины. Однако надо учитывать, что применение этих секций связано с трудоемкой работой по подгонке (обрезке) их. Практика показывает, что количество их доходит до 70—80%. Поэтому при выборе и подготовке трассы надо стараться комбинацией прямых секций разной длины избегать применения подгоночных.
Для крупных объектов и сложных трасс организовывают в соответствии с заданием проектной организации предварительную заготовку и сборку линий шинопроводов.
С помощью подгоночных секций выполняют также и углы поворотов. Для этого исключают шинные накладки, установленные на стыке прямой и подгоночной секции (рис. 28). Эти накладки представляют куски шин, изогнутые на плоскость или на ребро под углом 135 или 150° для поворота трассы на эти углы по горизонтали или вертикали. Подгоночная секция может быть укорочена с обеих концов на 180 мм. Таким образом, за счет двустороннего укорачивания ее можно уменьшить на 360 мм. Прямую секцию с подгоночной соединяют внахлестку без шинных накладок (рис. 29). Подгоночная секция устроена так, что при соединении ее с прямой секцией концы шин входят в пакет внахлестку.
Шинопровод, подобно вышеописанному, заготавливают в виде блоков в мастерских МЗУ. Собирают блоки прямых секций, поворотов, обходов, ответвлений, подходов к аппаратам. Все соединения шин делают только сваркой, выполняя ее с обеих сторон стыка. Такие стыки будем называть поворотными, сварка делается с перекантовкой блока. Поворотные стыкн получают при сварке секций, уложенных на трассу. Сварку стыков выполняют с применением кондукторов или сжимов по способу, описанному выше. Длину поворотного соединения можно делать в 2 раза короче неповоротного.
Шины прямых секций стыкуют с помощью шинных накладок с проваркой по ребру образуемого пакета. Накладки размерами для секций 4 000 и 6 300 А имеют в середине отверстие на проход болта Мб. Шины стыкуемых секций приставляются торцами друг к другу с разрывом 12 мм. К стыку каждой шины прикладывается накладка и пакет вместе с накладками скрепляют бол том Мб. Подготовленное таким образом соединение сваривают сплошным швом с наплавкой. Толщина наплавленного шва 8 мм для секций 4 000 A и 10 мм для секций 6 300 А.

Рис 28. Повороты шинопровода серии ШМАД с применением подгоночных секций
Ответвления от шинопроводов делают шинами того же сечения, что и основные магистральные. В зазоры между шинами магистрали вкладывают торцами шины ответвления. Если число шин ответвления меньше числа зазоров пакета, то в свободные зазоры стыка
вставляют обрезки шин того же сечения. Весь пакет стягивают и заваривают по ребру сплошным швом.
Сварки стыков всех видов делают так, чтобы были охвачены ребра крайних шин и накладок. Наплавленный шов выходит за края пакета по 1 м в обе стороны.

Рис. 29. Соединение секций шинопровода ШМАД.
а — соединение двух прямых секций при неповоротном шве; б — соединение прямой секции с подгоночной при поворотном шве; 1 — прямая секция: 2 — подгоночная, секция; 3— стык шин секций; 4 подгоночная накладка; 5 — стяжной болт с шайбой.
Весь шов должен быть монолитным, с глубокой проверкой без рыхлостей, раковин, трещин и зашлакования. Контактные выводы оборудования и аппаратов, к которым надо подсоединить шины, как правило, медные. При больших токах допускается контактное соединение только медь с медью или алюминий с алюминием. В связи с этим на алюминиевые шины при подходе к подсоединению наваривают медно-алюминиевые переходные пластины. Алюминиевая часть пластины приваривается к секции шинопровода, а медная к выводу аппарата. Выводы аппаратов обычно предусматриваются для
болтового присоединения. Однако за последнее время для повышения эксплуатационной надежности стали применять сварные присоединения к аппаратам. Для шинопровода на 4 000 и 6 300 А применяют медно-алюминиевые переходы. При подгонке по месту медно-алюминиевую пластину можно изгибать и подрезать. При этом соблюдается следующее: изгибать так, чтобы механическое напряжение, а тем более изгиб не приходились на стык меди с алюминием, изгибать можно только до приварки или до присоединения к выводу, алюминиевую часть нельзя уменьшать, допустимо уменьшать только медную и не более чем на 50 мм.
Болтовое присоединение выполняется в соответствии с «Инструкцией по монтажу болтовых соединений шин и присоединений их к контактным выводам аппаратов». Присоединение шин к выводам аппаратов сваркой должно выполняться с осторожностью по особо разработанной технологии, исключающей перегрев аппарата. При этом надо предусмотреть на случай необходимости и возможность демонтажа присоединения с помощью сварки и ножовки.
Законченную монтажом линию осматривают, проверяя законченность всех комплектных и некомплектных участков ошиновки, и окрашивают: положительную ( + ) в красный, отрицательную (—) в синий цвет. Здесь имеется в виду, что основная покраска блоков, заготавливаемых в МЗУ, была выполнена при изготовлении их.
Монтаж комплектных шинопроводов до 1000В - Монтаж магистральных шинопроводов постоянного тока
Содержание материала
Страница 5 из 11