Щиты станций управления из панелей и шкафов и распределительные устройства напряжением до 1000 В отгружают транспортными группами с полностью смонтированными аппаратами и приборами, прошедшими ревизию, регулировку и испытание, в деревянных ящиках, выложенных изнутри влагонепроницаемым материалом. Сборные шины, некоторые реле и приборы на период транспортирования демонтируют и отгружают отдельно упакованными. При транспортировании, погрузках и перемещениях сильные удары, толчки и крены не допускаются. Тара не рассчитана на длительное воздействие открытой среды, поэтому по прибытии к месту хранения панели и шкафы помещают в закрытый склад. При длительном хранении панели и шкафы периодически осматривают на отсутствие механических повреждений аппаратов и приборов, а также следов коррозии на металлических деталях.
Предмонтажные требования заключаются в проверке правильности хранения панелей и шкафов, демонтированных реле, приборов и шин, комплектности и соответствия маркировки проекту. На поверхности панелей и шкафов не должно быть трещин, вмятин и повреждений лакокрасочного или гальванического покрытия. Двери шкафов должны открываться свободно, без больших усилий, на угол не менее 120°. Они не должны иметь перекосов, должны быть уплотнены замками и запорами. Исправность изоляционных плит, на которых смонтирована аппаратура блоков управления щитов станций управления, оценивают по отсутствию трещин, сколов и вырывов на лицевой стороне, сколов и вырывов глубиной более 2 мм и площадью более 100 мм2 на торцевой и оборотной сторонах плит. Крепление плит к каркасам считают надежным, если крепящие болты имеют достаточную затяжку, под плиты подложены эластичные прокладки, гайки имеют приспособления против самоотвинчивания. В процессе дальнейшего осмотра проверяют качество сборки каркасов панелей, устойчивость панелей и шкафов, наличие отдельных болтов для заземления диаметром не менее 8 мм с соответствующим комплектом гаек и шайб, соответствие проекту сечения и материала шин. Оценивают качество правки шин (должны лежать на изоляторах прямолинейно, без перекосов, не должны иметь видимой поперечной кривизны и волнистости). Внутренний радиус изгиба прямоугольных шин на ребро должен быть не менее ширины, при изгибе на плоскость — не менее двойной толщины, при изгибе штопором — не менее двукратной ширины шины (рис. 1).

Рис. 1. Допускаемые радиусы изгиба плоских шин.
а — на ребро; б — на плоскость; в — штопором.

Рис. 3. Измерение остаточной толщины в месте опрессовки кабельного наконечника.
а — специальным инструментом; б — штангенциркулем с насадкой.
Рис. 2. Проверка плотности прилегания шин болтового соединения при помощи щупа.
1 — щуп толщиной лезвия 0,02 мм; 2— шина.
Изгиб шин у мест присоединения должен начинаться на расстоянии не менее 10 мм от края контактной поверхности. В местах изгиба шин проверяют отсутствие трещин. Выборочно проверяют качество затяжки гаек болтовых соединений шин. Плотность прилегания контактных поверхностей проверяют щупом толщиной 0,02 мм, который должен входить между контактными поверхностями на глубину не более 5—6 мм (рис. 2). Выступающий из гайки конец болта должен иметь не менее двух ниток резьбы, соединение должно быть снабжено приспособлениями против самоотвинчивания гаек (пружинные шайбы, тарельчатые пружины, стальные шайбы увеличенных размеров). Стыки сборных шин должны располагаться не ближе 50 мм от головок изоляторов и мест ответвлений. Болты, гайки и шайбы контактных соединений не должны иметь повреждений гальванического покрытия. Сварные швы проверяют на отсутствие шлака, брызг металла, а также трещин, раковин, прожогов, непроваров длиной более 10 % длины шва (но не более 30 мм), незаверенных кратеров и подрезов глубиной более 10 % (но не более 3 мм). Контактные поверхности шин, демонтированных на период транспортирования, проверяют на отсутствие больших вмятин, неровностей, пленок окиси. Контактные поверхности должны быть смазаны тонким слоем смазки УН. Шины должны быть окрашены с двух сторон, кроме мест болтовых соединений и их присоединений к выводам аппаратов, а также участков длиной не менее 10 мм от мест соединений. Они не должны иметь пропусков и потеков краски. Взаимное расположение шин в пределах панелей и шкафов должно соответствовать данным табл. 1.
Таблица 1
Взаимное расположение шин в пределах панелей и шкафов
Фаза | Цвет | Взаимное расположение шин | ||
А | Желтый | Ближайшая к верху шкафа | Ближайшая к задней стенке шкафа | Ближайшая к левой стенке шкафа |
В | Зеленый | В середине шкафа | ||
С | Красный | Ближайшая к низу шкафа | Ближайшая к фасадной стенке шкафа | Ближайшая к правой стенке шкафа |
Остаточная толщина в месте опрессовки кабельных наконечников, мм
Типы алюминиевых наконечников | Остаточная толщина | Типы медных наконечников | Остаточная толщина |
ТА-5,4 ТАМ-5,4 | 5,5 | T-6 | 4,3 |
ТА-7 ТАМ-7 | 5,5 | T-8 | 5 |
ТА-8 ТАМ-8 | 7,5 | T-10 | 5,5 |
ТА-9 ТАМ-9 | 7,5 | T-11 | 6,5 |
ТА-11 ТАМ-11 | 9,5 | T-13 | 7,3 |
ТА-12 ТАМ-12 | 9,5 | T-15 | 8,5 |
ТА-13 ТАМ-13 | 9,5 | T-17 | 11 |
ТА-14 ТАМ-14 | 11,5 | T-19 | 12 |
ТА-16 ТАМ-16 | 11,5 | T-20 | 13 |
ТА-17 ТАМ-17 | 11,5 | T-24 | 15 |
ТА-18 ТАМ-18 | 12,5 |
|
|
ТА-19 ТАМ-19 | 12,5 |
|
|
TA-22 TAM-22 | 14 |
|
|
Проверку опорных изоляторов производят в соответствии с изложенными рекомендациями. Изоляторы должны быть надежно закреплены на панелях и не поворачиваться. Поверхности колпачков изоляторов должны находиться в одной плоскости (допустимое отклонение ±2 мм). Оси стоящих в ряду опорных изоляторов должны совпадать (допустимое отклонение ±5 мм). Подфланцы под изоляторы должны выступать за пределы фланцев.
При внешнем осмотре проводов первичной цепи проверяют отсутствие повреждений изоляции и качество опрессовки кабельных наконечников. В доступных для осмотра местах специальным инструментом выборочно измеряют остаточную толщину в месте опрессовки (рис. 3), которая должна соответствовать данным табл. Отклонения от данных таблицы допускаются в пределах ±0,2 мм. Лунки в наконечниках должны быть расположены соосно и симметрично относительно середины.
При проверке вторичной цепи определяют сечение проводов (не менее 1,5 для медных и 2,5 мм2 для алюминиевых). При расположении проводов с задней стороны панели напрямую провода, идущие в разных направлениях, в местах перекрещивания должны иметь бандажи из изоляционной ленты. При расположении проводов пучками или пакетами без жесткого крепления скрепляющие бандажи должны быть расположены на расстоянии не более 200 мм друг от друга.
Рис. 4. Присоединение алюминиевых однопроволочных жил к винтовым зажимам.
а — при наличии резьбы в теле зажима; б — при креплении винтом с гайкой; в — при оконцевании кольцевым наконечником; 1 — шайба-звездочка; 2, 4 — пружинная шайба; 3 — кольцевой наконечник.
Выход проводов через металлические панели к зажимам приборов и аппаратов должен быть защищен изоляционными втулками, вставленными в отверстия панели. Концы проводов для присоединения к зажимам должны быть изогнуты колечком по часовой стрелке и иметь оконцеватели из пластмассы или другого изоляционного материала. Маркировку на оконцевателях выполняют четко несмываемой краской, графированием, штамповкой, несмываемыми чернилами или специальными приклеивающимися лентами. При дальнейшем осмотре проверяют надежность крепления проводов к выводам аппаратов и приборов и наборным зажимам в пределах каждой панели (соответствие диаметру винта ограничивающих шайб-звездочек, гладких и пружинных шайб). Присоединение алюминиевых проводов выполняют с помощью шайб-звездочек (рис. 4). Радиус закругления проводов должен быть не менее трехкратного диаметра жил. Для соединения соседних зажимов применяют неразрезные перемычки, последовательно огибающие зажимы. Соединения проводов в пределах панели не допускаются. Переходы проводов на открывающиеся части шкафов выполняют гибкими проводами с медными жилами. Соединения алюминиевых и медных проводов в этом случае должны быть на наборных зажимах (соединение под один винт медных и алюминиевых проводов не допускается). При осмотре наборных зажимов проверяют соответствие их напряжения напряжению вторичной цепи, наличие повреждений, следов коррозии. При горизонтальной установке наборных зажимов нижний ряд должен быть расположен на высоте не менее 300 мм от низа панели и расстояние между горизонтальными рядами зажимов должно составлять не менее 150 мм. При закрытии наборных зажимов кожухами проверяют расстояния от крышки кожуха до зажимов (не менее 40 мм) и от стенки кожуха до проводов (не менее 15 мм).
При осмотре пускорегулирующей и защитной аппаратуры, а также реле и измерительных приборов проверяют соответствие их проекту и отсутствие механических повреждений. В связи с тем что аппараты, установленные на панелях и в шкафах, на предприятии-изготовителе проходят ревизию, полный цикл проверок, перечисленных в монтажных требованиях к аппаратуре низкого напряжения, не производят. При осмотре аппаратов и приборов проверяют надежность крепления к панелям и соответствие их положения рабочему (табл. 3).
Таблица 3
Рабочее положение аппаратов в пространстве
Аппарат | Рабочее положение аппарата в пространстве | Допустимое отклонение от рабочего положения |
Рубильники и переключатели: | Вертикальное, поворот привода или боковой рукоятки вверх соответствует включению | - |
Предохранители | Вертикальное |
|
А-3100 | Вертикальное или горизонтальное, надписью «Вкл.» вверх или влево | На 5° в любую сторону |
А-3700 | Вертикальное, надписью «Вкл.» вверх | То же |
АЕ-2000 | Вертикальное, надписью «I» вверх, возможна работа с поворотом на 90° в любую сторону | На 10° в любую сторону |
Таблица 4
Допустимые электрические зазоры (по воздуху) и расстояния утечки (по поверхности изоляции) между частями, находящимися под напряжением, или между ними и заземленными частями в электрических аппаратах напряжением до 500 В
Аппарат | Электрический зазор, мм | Расстояние утечки, мм |
Шкаф распределительный силовой | 12 | 20 |
Шкаф станции управления | 12 | 20 |
Рубильники и переключатели | 9 | 20 |
Предохранители при токе, А: | 12/20 | 15/25 |
до 350 | ||
600—1000 | 20/30 | 25/35 |
Магнитные пускатели | 5 | 6 |
Контакторы | 5 | 18 |
Примечание. Б числителе — при напряжении 220 В, в знаменателе — 600 В.
У демонтированных на период транспортирования приборов проверяют наличие соответствующего комплекта деталей крепления (оцинкованные болты, гайки, шайбы). Площадки для установки этих приборов должны быть ровными, не иметь выступающих деталей и иметь соответствующую разметку (допуск ±0,2 мм) и размеры отверстия для установки и крепления приборов.
Выборочно проверяют электрические зазоры и расстояния утечки (по поверхности изоляции) между частями аппаратов, находящимися под напряжением, или между ними и заземленными частями, которые не должны быть меньше указанных в табл. 4.
При оперировании проверяют работу аппаратов, четкость фиксации во включенном и отключенном положениях, качество регулировки приводов рубильников (рис. 5). У рубильника с рычажным приводом качество регулировки считают достаточным, если разновременность выхода ножей из контактных губок не превышает 3 мм, а при полностью включенном положении ножи не доходят до контактной площадки губок на 2—-4 мм. Прочность соединения рубильника с рычагом тяги считают достаточной, если резьбовые соединения не повреждены и закреплены контргайками, штифтовые — двумя конусными штифтами диаметром 4—6 мм, а в местах сварки нет прожогов и непроваренных швов.
Шкафы и щитки осветительные магистральные и групповые и щитки осветительные для жилых зданий транспортируют и хранят аналогично панелям и шкафам распределительных устройств. При приемке в монтаж по маркировке и внешнему виду проверяют соответствие шкафов и щитков, а также установленных в них аппаратов проекту (в том числе соответствие токов плавких вставок предохранителей и расцепителей автоматических выключателей).
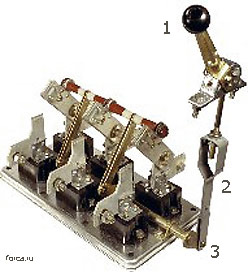
Рис. 5. Привод рубильника.
1 — рукоятка; 2 — тяга; 3 — вал.
Определяют комплектность поставки (в том числе болтов, гаек и шайб соответствующих размеров для присоединения питающих и групповых линий). Осматривают состояние наружных и внутренних поверхностей шкафов и щитков, определяют исправность и надежность работы замков, запирающих дверцы, надежность уплотнений дверей, возможность открытия их на угол не менее 120°. Оценивают надежность защиты от случайных прикосновений к токоведущим частям при открытых дверцах шкафов (лицевые съемные крышки должны быть надежно закреплены и не иметь деформаций и незаваренных щелей). У этажных щитков ключи, запирающие дверцы счетчиков и дверцы телефонной, радиотрансляционной и телевизионной сети, должны быть разными. Смотровые окна для снятия показаний счетчиков должны быть целыми и надежно закрепленными. Проверяют защитные и коммутационные аппараты и приборы на отсутствие механических повреждений и видимых дефектов. Оценивают надежность крепления аппаратов и приборов к съемным шасси или рамам шкафов и щитков, а также исправность контактных выводов в местах присоединения питающих и групповых линий (отсутствие наплывов, раковин, повреждений резьбы, пленок окиси). Проверяют надежность электрического соединения нулевой шины с корпусом магистрального или группового щитка и наличие винта для заземления диаметром не менее 8 мм с соответствующим комплектом плоских и пружинных шайб как снаружи, так и внутри щитка. У осветительных щитков для жилых зданий проверяют наличие винта для заземления диаметром не менее 6 мм, а также комплектность крепежных деталей на зажимах нулевых проводов. Зажимы для нулевых проводов могут иметь электрическое соединение с корпусом этажных щитков, но должны быть изолированы от корпуса квартирных щитков. Окончательный вывод о соответствии щитков и шкафов предмонтажным требованиям делают после проверки рабочего положения аппаратов (см. табл. 3), электрических зазоров и расстояний утечки (см. табл. 4), а также неоднократного оперирования аппаратами в разных положениях (при этом должна обеспечиваться четкая фиксация аппаратов во включенном и отключенном состояниях).