6. Производство работ
6.1 Общие требования
6.1.1 При проведении визуального контроля деталей, сборочных единиц во время переконсервации необходимо обращать внимание на их состояние и целостность.
Особое внимание обращать на отсутствие механических повреждений обмотки и магнитопровода, на затяжку болтов в местах контактных соединений, прессовку обмоток и магнитопровода.
6.1.2 При обнаружении механических повреждений оборудования, в обязательном порядке поставить в известность мастера бригады, выполняющего работы и руководителя УПТК.
Замена дефектного оборудования проводится представителями УПТК.
Ремонт переконсервируемого оборудования производится по отдельному проекту.
6.1.3 Условия консервации и применяемые материалы должны соответствовать требованиям НТД и/или конструкторской (заводской) документации на изделия.
При отсутствии указаний в НТД и конструкторской документации при консервации и переконсервации изделий должны применяться методы по ГОСТ 9.014-78. Методы применения консервационных материалов и их виды приведены в приложении 1, 2 П №24-КТО.
6.1.4 Для переконсервации изделий используются варианты временной защиты и внутренней упаковки, применяемые для их консервации.
6.1.5 Материалы, применяемые для временной противокоррозионной защиты, средства подготовки поверхностей, упаковочные материалы должны соответствовать требованиям НТД на эти материалы и иметь сертификаты качества.
6.1.5.1 Антикоррозионные масла и смазки допускаются в работу только при наличии на них сертификатов качества и актов входного контроля.
6.1.6 Консервационные и рабоче-консервационные масла и смазки наносятся нагретыми до температуры 70°С или без подогревания при температуре не ниже 15°С.
Нагревание консервационного масла К-17 свыше 40°С не допускается.
Нагревание пушечной смазки свыше 140°С не допускается.
Консервационная смазка АМС-3 наносится без подогревания.
6.1.7 Время между стадиями консервации (подготовка поверхностей, нанесение антикоррозийного покрытия, упаковывания), если оно не оговорено в НТД или/и конструкторской документации на изделие, не должно превышать 2 часа.
6.1.8 Изделия, подвергаемые консервации должны иметь температуру воздуха помещения.
6.1.9 Итоги проведённых работ по переконсервации оборудования должны быть записаны в журнал заданий, который проверяется руководителем работ.
6.2 Подготовка к проведению работ
6.2.1 Проверить наличие и комплектность технической документации (паспорт, руководство по эксплуатации, ведомость упаковки и т.д.) для переконсервируемого оборудования.
Технические характеристики трансформатора, его габаритные, установочные и присоединительные размеры указаны в ИАЯК.672331.072 ПС.
6.2.2 Подготовить площадку для проведения переконсервационных работ в соответствии с разделами 3, 4, 5 настоящей ТИ.
6.2.3 Подготовить необходимые расходные материалы и слесарный инструмент согласно ВМ и ВО настоящей ТИ.
6.2.4 В присутствии представителя УПТК произвести визуальный контроль упаковочной тары на предмет обнаружения её повреждений.
6.2.5 При доставке трансформатора ТСЗС при помощи грузоподъёмного крана на рабочую площадку соблюдать требования НТД для работ с грузоподъёмными механизмами и т.п. (п. 3.8-9).
6.2.5.1 Место хранения трансформаторов ТСЗС – машинный зал энергоблоков №1, 2 .
Трансформаторы ТСЗС для проведения переконсервационных работ на рабочую площадку доставлять поочерёдно. На площадке при этом должно находиться не более одного трансформатора.
Схема перемещения трансформаторов с места хранения на рабочую площадку переконсервации указана в КС (рис. 1).
6.2.5.2 Для строповки трансформатора использовать стропы текстильные ленточные (5 т) и стропы грузовые канатные металлические (20 т)
Текстильные стропы (3) пропустить через основание транспортной упаковки трансформатора (4). Четыре петли (окончания) текстильных стропов закрепить на четырёх грузозахватных крюках металлических канатных стропов (2) соответственно. Металлические канатные стропы закрепить на съёмном грузозахватном устройстве (5) (см. КС, рис. 2).
6.2.6 В присутствии представителя УПТК вскрыть упаковочную тару, по возможности, сохраняя её для дальнейшего использования.
6.2.7 Для удобства последующей уборки застелить поверхность под переконсервируемым оборудованием полиэтиленовой плёнкой. При этом края полиэтиленовой плёнки должны выступать за площадь поверхности оборудования на 0,5 метра.
6.3 Расконсервация оборудования
6.3.1 Открыть крышки защитного кожуха трансформатора.
6.3.2 Визуально контролировать трансформатор на предмет повреждений (согласно п. 6.1.1-2 настоящей ТИ) и наличия следов коррозии.
6.3.3 По результатам осмотра в присутствии представителя УПТК составить акт осмотра и перечень комплектующих.
6.3.4 Провести электрические испытания трансформатора:
- отсоединить пластины заземления прессующих колец,
- измерить сопротивление изоляции шпилек, прессующих магнитопровод,
- измерить сопротивление изоляции обмоток постоянного тока на всех ответвлениях,
- проверить коэффициент трансформации,
- измерить сопротивление изоляции каждой обмотки трансформатора по отношению к другой обмотке, соединённой с корпусом трансформатора и заземлённой.
6.3.4.1 Если первичные фактические значения измерений превышают максимально допустимые паспортные значения, произвести сушку трансформатора. Технология сушки трансформаторов указана в паспортной документации для конкретного трансформатора.
После процесса сушки провести повторные электрические измерения согласно п. 6.3.4. Если результаты измерений вновь превышают максимально допустимые паспортные значения, поставить в известность мастера бригады, выполняющего работы и руководителя УПТК, для принятия решения о ремонте, или замене дефектного оборудования, согласно п. 6.1.2.
Если повторные фактические значения измерений не превышают максимально допустимые паспортные значения, продолжить работы по переконсервации.
6.3.5 С обработанных ранее (заводская обработка, предыдущие переконсервационные работы) открытых и неокрашенных поверхностей трансформатора удалить старую консервационную смазку при помощи шпателя из твёрдой резины.
6.3.6 При наличии очагов поверхностной коррозии, удалить её в местах появления металлической щёткой (где это возможно), зачистить места шлифовальной шкуркой с применением индустриального масла до металлического блеска.
6.3.7 Убрать остатки смазки, абразива и масла при помощи ветоши из не ворсистого материала или салфеток.
6.3.8 Очистить от пыли трансформатор специальным пылесосом с использованием щёточных насадок.
6.3.9 Обезжирить подготовленные поверхности силового трансформатора безворсовой ветошью или салфетками с применением нефтяного растворителя.
6.3.10 Просушить обезжиренные поверхности в течение 20 минут.
Прикасаться к обезжиренным поверхностям оборудования без использования резиновых перчаток запрещено.
6.4 Консервация оборудования
6.4.1 Обезжиренные и подготовленные под консервацию поверхности предъявить представителю УПТК.
6.4.2 Нанести консервационную смазку на активную часть трансформатора при помощи малярной кисти.
Слой консервирующего покрытия после нанесения должен быть сплошным, без воздушных пузырей и инородных включений (в случае нанесения на поверхность избытка масла – дать ему стечь). Дефекты устраняются повторным нанесением масел и смазок.
Консервационная смазка должна наноситься на оборудование не позже двух часов после обезжиривания его поверхности.
6.4.3 Законсервированные поверхности оборудования предъявить представителю УПТК.
6.4.4 Установить и закрепить крышки защитного кожуха трансформатора.
6.4.5 Нанести консервационный состав на все неокрашенные подготовленные внешние поверхности трансформатора так же, как указано в п. 6.4.2-3.
6.4.6 Упаковать трансформатор и все его составные части в транспортную тару.
Составные части трансформатора укладывать, учитывая, что каждая упаковочная тара имеет маркировку на торцевых и боковых сторонах с указанием веса, центра тяжести и габаритных размеров.
6.4.7 В каждое упаковочное место вложить упаковочный лист с перечнем упакованных узлов.
В первое упаковочное место вложить упаковочный лист и комплект заводской документации.
6.4.8 Скрепить транспортную тару саморезами по дереву.
6.4.9 Доставить упакованный трансформатор на его место хранения, соблюдая требования НТД для работ с грузоподъёмными механизмами и т.п. (п.1.1).
6.4.10 Накрыть упаковку трансформатора полиэтиленовой плёнкой, при этом плёнка должна покрывать упаковку полностью. Закрепить края плёнки у основания упаковки.
6.5 Заключительные работы
6.5.1 По окончании работ по переконсервации оборудования зона производства работ сдается представителю Заказчика (УПТК). Должны быть выполнены следующие мероприятия:
- сборка и вывоз из зоны производства работ инструментов и материалов;
- уборка зоны производства работ (п. 5.5);
- сбор производственных отходов и их утилизация согласно действующим правилам на АЭС;
- сдача зоны производства работ представителю заказчика данных работ.
6.5.2 По результатам работ, Заказчик и организация, проводящая переконсервацию оборудования страхового запаса предприятия, оформляет акт выполненных работ по форме приложения 7 АИ №31.4, удостоверяющий, что работы выполнены в соответствии с проектом и правилами.
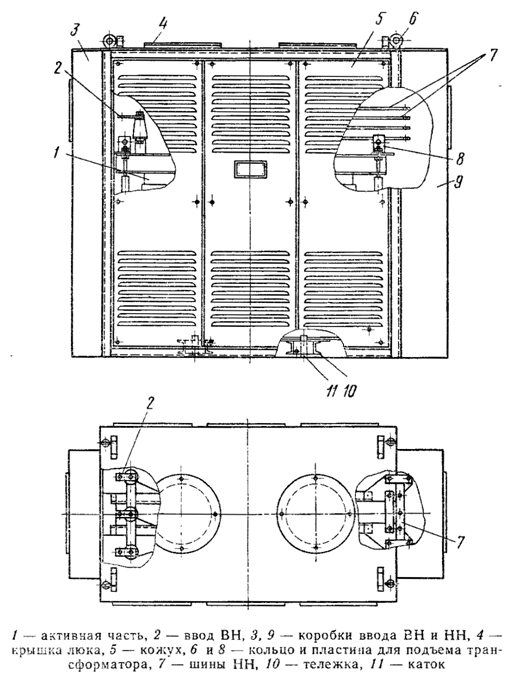
Рисунок 1 – Силовой трёхфазный сухой трансформатор ТСЗС-1000/10 УЗ