Основным направлением в индустриализации монтажа электросетей является централизованная стендовая заготовка элементов электропроводок и комплектных линии. Метод монтажа электропроводок и кабельных линий, предварительно заготовленных на технологических линиях в мастерских
Рис. 12. Технологическая линия заготовки и обработки проводов сечением 1,5—10 мм2 для осветительных электропроводок.
1 — полуавтомат для мерной резки (MP) проводов и автоматического отсчета количества отрезанных заготовок; 2 — стол-накопитель; 3 — механизм для снятия изоляции с проводов и закручивания колеи (МО); 4 — стол сборки проводов; 5 — станок для скрутки, надрезки и сварки жил (СЗ); 6— стол-накопитель (второй); 7 — стол комплектования и маркировки проводов; 8 — контейнеры.
МЗУ, впервые в мировой практике разработан и широко внедрен у нас.
На технологической линии или стенде (при малом объеме работ) производят обработку проводов и кабелей и сборку линий или узлов электропроводки, а также комплектацию заготовленных узлов или целых линий вместе с приборами, изделиями, крепежными деталями, конструкциями заводского изготовления. Комплектная линия освещения состоит из опорных конструкций, проводов, ответвительных коробок, светильников и других приборов и деталей. Она заказывается по одной позиции рабочей спецификации, комплектуется в мастерских МЗУ или на заводе и полностью или частично в разобранном виде поставляется в монтажную зону.
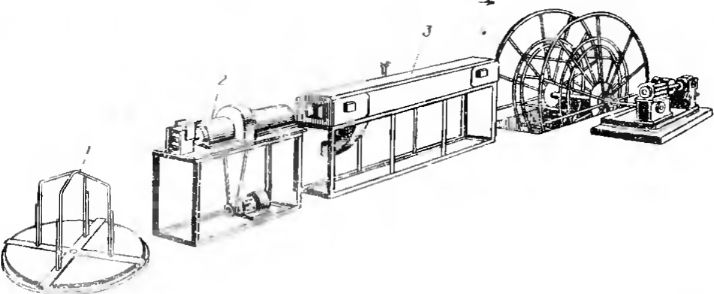
Рис. 13. Технологическая линия предварительной обработки стальной проволоки для тросовых электропроводок. 1 — вертушка; 2 — механизм; 3 — сушильная печь; 4 — приемно-тянущий барабан.
Для обработки проводов и кабелей заводы Главэлектромонтажа выпускают комплекты механизмов и приспособлений, из которых комплектуют технологические линии: по обработке и заготовке осветительных электропроводок (рис. 12), по обработке и заготовке силовых электропроводок, по заготовке мерных отрезков кабельных линий.
Заготовка тросовых электропроводок осуществляется на двух линиях: по обработке несущего троса (проволоки) (рис. 13) и по обработке проводов и сборки узлов проводки (рис. 14).
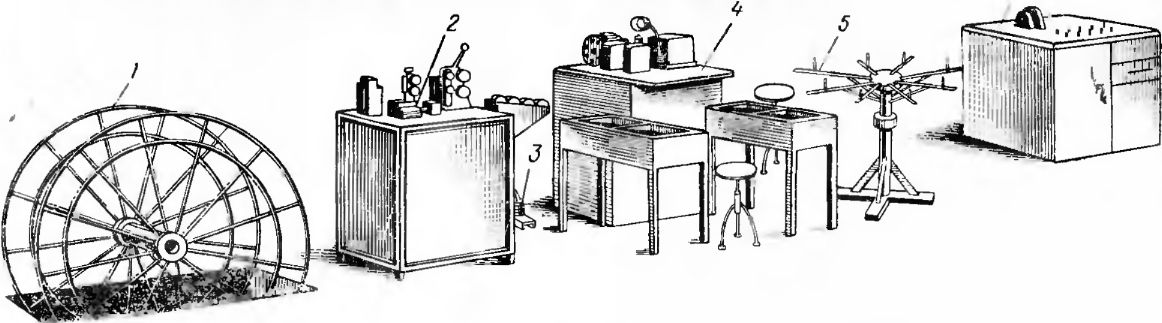
Рис. 14. Технологическая линия заготовки тросовых электропроводок 1 — инвентарный барабан с предварительно обработанной проволокой; 2 — мерно-подающее устройство; 3 — вьюшка для бухт проводов; 4— стол-стенд с механизмами и приспособлениями для перерезки проводов, снятия изоляции, скручивания и надрезки жил, сварки жил; 5 — вертушка для сматывания в бухты готовых отрезков тросовых проводок; б—механизм для перерезки проволоки с приспособлением для концевых петель.
Индустриальная заготовка и сборка комплектных тросовых проводок снижает трудовые затраты до 30%- На этих же двух технологических линиях заготовляют струнные проводки, закрепляемые на натянутой стальной проволоке (струне) вплотную к строительным конструкциям здании с помощью простых натяжных устройств. Струнные проводки дешевле тросовых, они требуют меньше металла (диаметр струны 21 мм вместо 8 мм при тросовой прокладке), меньше крепежных деталей для промежуточных креплений и меньших затрат труда.
На линиях механизированы операции размотки, отмеривания и перерезания проволоки, провода или кабеля, снятия изоляции с концов жил и их зачистка и скрутка, соединение жил сваркой, опрессовка наконечников.
На технологических линиях заготовки силовых кабелей производятся перемотка кабелей на инвентарный барабан, отмеривание, резка, монтаж концевых и соединительных заделок и муфт.
Линия обработки проводов крупных сечений окупается после обработки 80 км проводов, линия осветительных электропроводок — после обработки 330 км проводов и линия тросовых электропроводок — после обработки 30 км провода и 118 км проволоки.
Заготовленные узлы и линии электропроводок вместе с установочными изделиями и приборами, крепежными деталями и конструкциями заводского изготовления комплектуют в контейнеры и доставляют к месту монтажа.
Предварительная стендовая заготовка узлов проводок на технологических линиях позволяет выполнить большой объем работ в период подготовки монтажа независимо от строительной готовности зданий и сооружений. Значительно сокращается время, потребное для монтажа сетей непосредственно на объектах, обеспечивается высокое качество соединений, выполняемых на стенде, уменьшается численность рабочих на объектах в период строительства, имеется возможность создания складского запаса заготовок электропроводок, снижаются трудозатраты на 10 15% и достигается экономия расхода проводов до 10% на счет их точного отмеривания.
Трубные заготовки.
Предварительная заготовка труб и сборка трубных блоков производятся в мастерских монтажных организаций централизованно для всех монтажных объектов по замерам или по чертежам рабочего проекта и трубным журналам Способ предварительной заготовки труб является прогрессивным индустриальным методом при монтаже больших трубных потоков. В целом ряде случаев приходится монтировать небольшие потоки трубных разводок к разрозненно стоящим приводам силового, сантехнического назначения. В этих случаях гораздо удобнее иметь стандартные, предварительно заготовленные трубные детали с тем, чтобы монтаж свести к сборке деталей и прямых отрезков труб.
Блоки значительной протяженности собираются разборными секциями для удобства транспортировки на машинах. Отдельные трубные участки изготовляются и собираются в комплекте с соединительными и ответви тельными коробками, с затянутыми проводами. Индустриальная заготовка стальных труб в мастерских дает экономию трудозатрат примерно на 30% по сравнению с ранее применявшимся способом заготовки труб на месте монтажа.
Шинные заготовки.
Одиночные шины, узлы ошиновки и комплектные шинные устройства заготовляются и собираются в мастерских по чертежам проекта или по снятым с натуры замерам.
Узлы ошиновки собираются вместе с опорными конструкциями, изоляторами, шинодержателями и другими деталями. Комплектные шинные устройства, например ошиновка трансформаторов, состоят из смонтированных на каркасе разъединителей с приводом, ошиновки на опорных изоляторах и проходной плиты. Примерами других комплектных шинных устройств могут служить шинные мосты, ошиновки короткой сети электрических печей, заготовка тяжелых шин электролизных цехов и ртутно-преобразовательных подстанций, которые заготовляют крупными блоками и транспортируют к месту установки (рис. 15). Открытые шинные магистрали для канализации электроэнергии от внутрицеховых подстанций до распределительных пунктов цеха заготовляют в мастерских, сваривают в рулоны, наматывают на кассеты и транспортируют на монтаж в комплекте с наружными устройствами, компенсаторами и др. деталями.
Сборка блоков щитов магнитных станций.
Многопанельные щиты собираются укрупненными блоками по нескольку панелей в блоке, исходя из условий транспортировки и монтажа на месте (стесненности щитовых помещений, размеров монтажных проемов, использования подъемных механизмов), с полностью законченной ошиновкой, вторичными проводами и предварительной наладкой.

Рис. 15. Транспортировка узлов ошиновки.
В местах разъема блоков все стыки шин и связи вторичных цепей на время перевозки маркируются и разъединяются. Монтаж блоков и сборка их в щиты производятся на заранее установленных при строительстве помещения закладных металлоконструкциях и сводятся только к установке, восстановлению межблочных связей по маркировке и присоединению проводов и кабелей внешней связи.
Панели магнитных станций собираются на конструкциях, укомплектованных необходимыми скобами, бирками и оконцевателями для отходящих фидеров. Ящики сопротивления устанавливаются на конструкциях, и по монтажным рейкам прокладываются провода связи между панелями магнитных станций и ящиками сопротивлений. В полностью смонтированном виде магнитные станции комплектуются по три-четыре панели в блоки длиною до 5 м и весом до 3 г с приспособлением в виде инвентарных раскосов для транспортировки.
В мастерских выполняют другие заготовки, комплектуют и собирают блоки для силовых и освети тельных электроустановок, например блоки магнитных пускателей, собранные вместе с пусковыми кнопками на конструкции из перфорированного профиля, с выполненными внутри блока соединениями, маркировкой и надписями; узлы заземления с опорными и закладными деталями, кабельные заготовки в виде пакетов контрольных и специальных кабелей, кабельные перемычки с разделкой кабеля с одного или двух концов; блоки цеховых троллеев, в состав которых входят опорные конструкции с установленными на них изоляторами, троллеедержателями и компенсаторами, окрашенные токопроводы длиной 6 м, вспомогательные уголки для сварки соседних участков троллеев встык и планки для подсоединения питания к троллеям и т. п. Мастерские МЗУ монтажных управлений должны стать базой комплектации и укрупнения в блоки электрооборудования, продолжая одновременно развивать стендовую заготовку электропроводок и кабелей, а также изготовление нетиповых блоков электроконструкций, электроустановок и узлов электросетей. Кроме того, в мастерских предполагается наладить широкое изготовление и монтаж объемных элементов электротехнических установок — ЩСУ, РУ 0,4 кВ, подстанций и т. п.