2. МОНТАЖ ОТВЕТВЛЕНИЙ-СПУСКОВ ОТ СБОРНЫХ ШИН ИЛИ ОТ ПЕРЕХОДНЫХ МОСТОВ
Обработанные заранее заготовки проводов для спусков-ответвлений к аппаратам ОРУ подсоединяются к шинам пролета одним из способов, не требующих разрезания основных шин. Длина спусков определяется по проектным чертежам или по замерам при предварительном подъеме шин на порталы с учетом необходимого запаса по длине в 10— 15%. На оба конца заготовки должны быть наложены бандажи из стальной проволоки 0 2 — 2,5 мм.
Существуют следующие методы присоединения спусков к шинам:
а) использование болтовых ответвительных зажимов типа OA (рис. 11,а, табл:. 9). Болтовые зажимы пригодны для устройства ответвлений проводов как одинакового, так и разных сечений.
Таблица 9
Тип зажима | Марка соединяемых проводов | Масса 1 шт., кг |
OA-2-1 | А-50, А-70, АС-35, АС-50 | 0,85 |
ОА-3-1 | А-95, А-120, АС-70, А095 | 1,11 |
ОА-4-1 | А-150, А-185, АС-120, АС-150 | 1,46 |
ОА-5-1 | АС-185, АС-240 | 1,75 |
После зачистки концов проводов и поверхностей зажима производится сболчивание его с обязательным применением мягких алюминиевых прокладок.
б) Применение прессуемых ответвительных зажимов. При этом используются разъемные зажимы типа СА-70-2 ит. д. (рис. 11,б). Для присоединения спуска к болтовой лапке зажима на верхнем конце провода устанавливается аппаратный контактный зажим типы А2А-70-1 и т. д.
Рис. 11. Ответвительные зажимы. а — болтовой; б — прессуемый.
Если спуск делается проводом того же сечения, что и основные провода, могут быть использованы ответви тельные зажимы неразъемные типа ОА-70-1 и т. д., в которых верхний конец спуска запрессовывается непосредственно в нижнюю часть зажима.
в) Использование овальных линейных соединителей. Этот способ присоединения обладает меньшей надежностью и применяется в неответственных установка: для присоединения применяются линейные соединители типов СОАС-70 — СОАС-150.
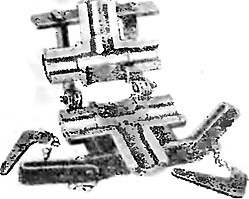
Рис. 12. Разъемная сварочная форма для устройства ответвлении.
Обжатие соединителя выполняется специальными клещами типа МИ-19, а проводов крупных сечений — особыми приспособления МИ-190 ((до 95 мм2) или МИ-230А (120 мм2 и более).
При применении овальных соединителей рекомендуется концы проводов для надежности предварительно сваривать.
г) Присоединение ответвлений-спусков сваривают в стальных разъемных формах (рис. 12). Этот метод подтвержден решением Минэнерго и находит широкое применение в монтажной практике. Преимущество этого да заключается в снижении стоимости работ в с уменьшением необходимого количества зажимов
цветного металла и болтов, а также в высокой надежности сварных стыков в эксплуатации.
Сварка стыка выполняется следующим образом: металлическая форма с зажатыми в нее проводами (одного или различных сечений) закрепляется на легкой переносной стойке (рис. 13).
Перед сваркой провода (шины и спуск) хорошо очищаются до блеска стальной щеткой на длину 100 — 150 мм от места приварки.
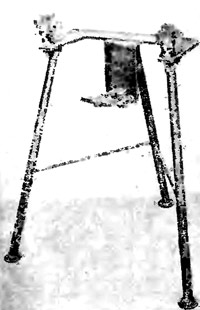
Рис. 13. Переносная стойка для газовой сварки проводов.
Форма разогревается специальной двухрожковой многопламенной горелкой-насадкой. При этом алюминиевые повивы проводов сплавляются, обеспечивая достаточную механическую прочность стыка. Во время плавки через верхнее отверстие формы подается присадочный материал в виде заранее заготовленных алюминиевых прутков сечением 10x10 мм. Добавки каких-либо флюсов не требуется.
Размешивание металла в форме производится стальным крючком-мешалкой.
Присадочные прутки перед сваркой также тщательно очищаются и обезжириваются бензином или ацетоном.
По окончании сварки (полном заполнении формы металлом) нагревание прекращается и форма медленно охлаждается. После снятия формы проверяется качество стыка (отсутствие раковин и др.), а затем сварной стык зачищается вручную напильником.
Окончательный выбор типа соединения определяется на месте работ в зависимости от местных условий (тип проводов, монтажное оснащение и пр.).