3. РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА И ПОДСТАНЦИИ ДО 10 кВ
Ошиновка. Приемка сборных шин в эксплуатацию производится путем осмотра смонтированных шин и оформления соответствующего протокола (приложение 2). При приемке проверяются на соответствие проекту сечение и марка сборных шин.
Допускается замена шин на одну ступень в сторону увеличения сечения.
а также замена медных шин на эквивалентные то току алюминиевые шины.
Шины должны лежать на изоляторах прямолинейно без перекосов, не должны иметь видимой поперечной кривизны (изгиба на ребро) и волнистости (изгиба в плоскости).
Выборочно с помощью лупы проверяются изгибы шин. В местах изгиба не должно быть трещин. Изгиб шины прямоугольного -сечения выполняется с внутренним радиусом не менее ширины шины, при изгибах на плоскость не менее двойной толщины шины, при изгибе штопором длина штопора должна быть не менее ширины шины.
Изгиб шины у мест присоединения должен начинаться на расстоянии не менее 10 мм от края контактной поверхности (рис. 4). Соединение алюминиевых шин между собой и с шинами из других материалов осуществляется одним из следующих способов:
а) сваркой (рис. 5);
б) стальными болтами с гайками и увеличенными шайбами (рис. 6,с);
в) болтами с гайками и шайбами из алюминиевых сплавов или латуни, имеющими близкий к алюминию коэффициент линейного расширения;
г) через переходные медно-алюминиевые пластины или пластины из алюминиевого сплава с применением стальных болтов, гаек и шайб (рис. 6,6).
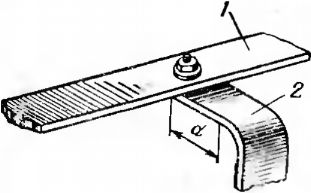
Рис. 4. Изгиб шины е месте присоединения. 1 — сборная шина: 2 — шина.
Соединение между собой шин из алюминиевого сплава, медных и стальных, а также соединение медных шин 8 с шинами из алюминиевого сплава и стальными должно выполняться стальными болтами с гайками и шайбами нормальных размеров (рис. 6,е). Затяжку болтов на медных и стальных шинах, а также на шинах из алюминиевого сплава производят гаечными ключами с нормальным усилием руки около 40 кгс, затем затяжку ослабляют, после чего вторично болты затягивают с усилием 15—20 кгс.
Рис. 5. Виды сварных соединений шин.
а — соединение шин встык; б — соединение шин под углом; в — ответвление шины под углом; 1 — шина; 2 — шов.
Рис. 6. Болтовые соединения шин.
а — соединение алюминиевых шин; б — соединение алюминиевой шины с шиной из алюминиевого сплава, меди или ее сплавов: в — то же из алюминиевого сплава, меди или ее сплавов; 1 — алюминиевая шина; 2 — болт; 3 — гайка; 4 — шайба стальная увеличенная (утолщенная); 5 — шайба стальная нормальная; 6 — шина из алюминиевого сплава, меди или ее сплавов.
Запрещается применять для увеличения силы нажатия удлинители (рычаги, надеваемые на ключ трубы и т. п.), так как при этом можно настолько повысить затяжку болта, что возникшее напряжение превзойдет предел текучести материала шин.
Контактные поверхности шин должны быть ровными, поверхность алюминиевых шин в месте контакта покрыта тонким слоем технического вазелина или смазкой ЦИАТИМ-201. Резьба стальных болтов и шпилек при их установке покрывается графитовой смазкой.
Основным методом проверки качества сварных соединений является внешний осмотр, который производится (после удаления со шва шлака, брызг металла и остатков флюса. Качественная поверхность сварных швов равномерночешуйчатая, без наплывов и с плавным переходом к основному металлу. Швы выполняются без трещин, прожогов, непроваров, длиной более 10% длины шва (но не более 30 мм), незаправленных кратеров и подрезов глубиной 0,1 толщины шины (но не более 3 мм). Сварные соединения компенсаторов не должны иметь подрезов и непроваров на лентах основного пакета. Если качество швов вызывает сомнение или к швам предъявляются требования в отношении механических свойств, сваривают образцы-свидетели на тех режимах и в тех же условиях, при которых производилась сварка шин, и производят испытание образцов.
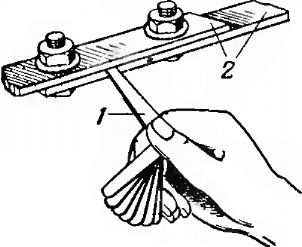
Рис. 7. Проверка плотности прилегания шин при помощи щупа.
1 — щуп с толщиной лезвия 0,02 мм; 2 — шина.
Болтовые контактные соединения шин проверяют выборочно на качество затяжки болтов (при этом подлежат вскрытию 2—3% соединений). Плотность прилегания контактных поверхностен проверяют щупом 0,02 X 10 мм, который не должен входить между контактными «поверхностями глубже чем та 5—6 мм (рис. 7). Электрическое сопротивление болтового контактного соединения на длине нахлестки должно составлять не более 1,2 от сопротивления целого проводника той же длины.
Производится приемка качества присоединения шин к аппаратам. В закрытых распределительных устройствах с нормальной средой присоединение шин к аппаратам должно выполняться: медными шинами к плоским и стержневым выводам — непосредственно (рис. 8,а); к нарезным стержневым выводам при токе до 400 а — непосредственно (рис. 8,6). при токе свыше 400 с — через медные или медно алюминиевые переходные пластины (рис. 8,е); стальными шинами (применяют при токах до 200 а) — непосредственно.
Рис. 8. Присоединение шин к стержневым зажимам электрооборудования.
а — непосредственное присоединение медной шины; б — то же алюминиевой шины; в — присоединение через переходную пластину; I — вывод аппарата из меди или ее сплавов; 2 — гайка стальная; 3 — гайка медная; 4 — шина медная; 5 — гайка медная увеличенная; 6 — шина алюминиевая или из алюминиевого сплава; 7 — переходная медно-алюмнниевая пластина.
В распределительных устройствах вне помещений и в сырых помещениях присоединение шин к аппаратам выполняется: медными шинами к плоским и стержневым нарезным выводам — непосредственно; алюминиевыми шинами к плоским выводам и непосредственно к нарезным стержневым выводам — через медно-алюминиевые пластины; медными гибкими шинами к плоским выводам и к нарезным стержневым выводам при их диаметре до 12 мм— при помощи контактных зажимов, а при диаметре стержня более, 12 мм — через дополнительные медные планки; алюминиевыми и сталеалюминиевыми гибкими шинами к плоским и нарезным стержневым выводам — через специальные переходные аппаратные зажимы; стальными голыми проводами — через наконечники, приваренные к проводу.
Шины к аппаратам присоединяются в соответствии с конструкцией вывода.
Ширина шины при непосредственном присоединении к плоскому выводу в месте присоединения должна быть не менее ширины вывода. Если плоский вывод аппарата имеет ширину, равную или меньше 60% ширины присоединяемой алюминиевой шины, рекомендуется выполнять присоединение с помощью дополнительной алюминиевой планки или через медную или медно-алюминиевую пластину.
При непосредственном присоединении к нарезным стержневым выводам аппаратов ширина шины (или переходной планки) не должна быть менее двойного диаметра выводного стержня.
Сборные шины РУ окрашиваются: при постоянном токе положительная ( + ) в красный цвет, отрицательная (—)в синий и нейтральная в белый; при переменном токе фаза А окрашивается в желтый цвет, фаза В — в зеленый и фаза С — в красный, нулевые шины при изолированной нейтрали — в белый, при заземленной нейтрали — в черный.
Места на шинах, предназначенные для наложения переносных заземлений, зачищаются, окаймляются с двух сторон черными полосами и смазываются техническим вазелином.