Выпрямительные установки.
Монтаж выпрямительной установки проводится в соответствии с инструкцией завода-изготовителя.
Подформовку вентилей запаянных ртутных выпрямителей в случае их длительного хранения производят включением вентилей на 2 ч под нагрузку, равную 50% номинального тока, при пониженном анодном напряжении 50—100 в.
Механизм быстродействующего автоматического включения должен быть очищен от упаковочного материала, грязи и опробован в соответствии с заводской инструкцией.
Контактные поверхности очищают от окислов и грязи. Соприкасающиеся в процессе включения и отключения выключателей плоскости сердечников электромагнитов протирают тряпкой, смоченной в чистом бензине. Давление контактов должно быть проверено динамометром и соответствовать заводской инструкции.
На корпусе ртутного выпрямителя наносят стрелки и делают надписи, указывающие максимальное значение выпрямленного напряжения. На аппаратах должны быть сделаны надписи, указанные в проекте.
Производят проверку натекания вакуумного корпуса выпрямителя и системы откачки после переборки и формовки. Проверяют производительность противодавления и предела откачки насосов предварительного и глубокого вакуума.
Результаты данных проверок должны соответствовать данным завода-изготовителя.
Должно быть измерено сопротивление изоляции мегомметром на напряжение 1 000 в: главных анодов относительно корпуса и сеток; сетки относительно корпуса; анодов возбуждения; анодов зажигания относительно корпуса; катода относительно корпуса (при заполненной водой системе охлаждения); катода относительно земли (при заполненной водой системе охлаждения). Результаты проверки заносят в протокол.
Монтаж вторичных цепей, приборов и аппаратов.
При приемке в эксплуатацию проверяют:
а) соответствие проекту схем вторичной коммутации, реле, приборов и аппаратов;
б) надежность контактных соединений и крепления аппаратуры вторичной коммутации;
в) отсутствие механических повреждений реле и приборов;
г) наличие технической документации на реле, приборы и аппараты;
д) наличие заводских пломб на крышках приборов и реле;
е) правильность присоединения контрольных кабелей.
Соединения проводов и жил кабелей вторичных цепей должны выполняться в соответствии с проектом только в наборных зажимах или на контактах приборов и аппаратов. Соединение проводов пайкой или иным способом не на панелях между зажимами не допускается. Соединение жил контрольных кабелей между собой допускается только в случаях, когда строительная длина кабеля меньше длины данной в цепи. Провода и жилы кабелей у наборных зажимов должны иметь достаточный запас по длине, чтобы в случае обрыва конца жилы можно было вновь присоединять ее к зажиму.
Многопроволочные медные жилы проводов и кабелей должны быть оконцованы наконечниками или пистонами: пистоны закрепляют опрессовкой, наконечники — пайкой. Допускается оконцевание скручиванием и пропайкой концов многопроволочной жилы при сечении до 2,5 мм2. Однопроволочные медные жили сечением до 10 мм2 могут быть оконцованы с помощью колечка. Лужение медных жил, оконцованных наконечниками или колечком, производят, если это требуется заводскими инструкциями или специальными техническими условиями на монтаж. Присоединение жил к зажимам сборок, приборов и аппаратов без наконечников может производиться. если это не оговаривается заводскими инструкциями или техническими условиями на монтаж. При совместном размещении зажимов на различные напряжения зажимы цепей напряжением 380/220 в и выше закрывают крышками и снабжают предупредительной надписью с указанием величины напряжения.
Под один винт наборного зажима допускается присоединять не более двух медных жил, изогнутых колечком. К зажимам с втычными контактами разрешается присоединение только одной медной жилы. Присоединение алюминиевых жил производят с применением шайбы-звездочки (рис. 15).
Перемычки между зажимами должны выполняться с помощью пластин заводского изготовления. Под головки винтов наборных зажимов ставятся обычные и пружинящие шайбы.
Маркировка жил и проводов вторичных цепей производится в соответствии с проектом. Маркировку жил выполняют несмывающимися чернилами, тушью. краской. Надписи на маркировочных бирках наносятся четко. Надписи на бирках и зажимах предохраняются от стирания и загрязнения защитой их прозрачным материалом или покрытием бесцветным лаком-
Мегомметром на напряжение 500—1 000 в измеряют сопротивление изоляции. Сопротивление изоляции катушек контакторов магнитных пускателей и автоматов должно быть не менее 10 Мом. Каждое присоединение вторичных цепей и цепей питания приводов выключателей и разъединителей — не менее 1 Мом.
Стационарные аккумуляторные батареи.
При монтаже аккумуляторных батарей приемке подлежат:
а) готовность строительной части помещений и вентилируемых шкафов для установки аккумуляторных батарей;
б) состояние аккумуляторных батарей;
в) установка (монтаж) аккумуляторных батарей;
г) приведение в рабочее состояние аккумуляторных батарей (формировка).
До монтажа аккумуляторных батарей в помещениях для них должны быть полностью закончены все строительные работы.
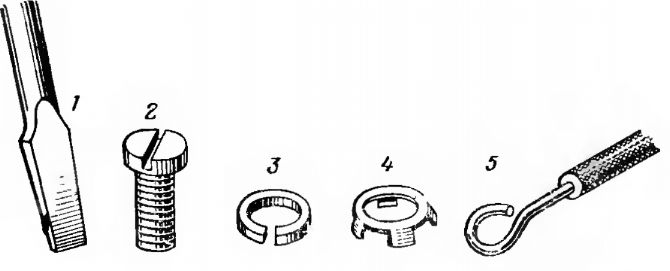
Рис. 15. Технология присоединения алюминиевых проводов к контактным зажимам выводов электрического оборудования.
1 — отвертка; 2 — винт; 3 — пружинящая шайба; 4 — шайба-звездочка; 5 — конец жилы.
Для кислотных аккумуляторных батарей стены, потолки, двери, металлические конструкции, стеллажи окрашиваются кислотоупорной краской. В качестве такой краски могут быть применены: эмаль (светло-серая) антикислотная № 1 или № 2; эмаль ДП и др.
Вентилируемые шкафы, вентиляторные короба окрашиваются с внутренней и наружной стороны. Система вентиляции должна пройти испытание на функционирование и обеспечение необходимого режима работы.
Полы помещения должны быть на бетонном основании и покрыты метлахской плиткой с заполнением швов кислотостойким материалом или асфальтом.
Помещения и металлические конструкции щелочных аккумуляторных батарей окрашиваются щелочноупорной эмалью ДП, эмалью ЭС-41 и др. Стеллажи покрываются битумной краской. Монтаж электрического освещения помещений должен быть полностью закончен. Для освещения устанавливаются светильники во взрывозащищенном исполнении. Выключатели, рубильники, розетки и предохранители должны находиться вне аккумуляторного помещения. Аккумуляторы устанавливаются на конусных изоляторах с пластмассовой или свинцовой выравнивающей прокладкой между изоляторами и дном аккумулятора.
Изоляторы должны быть обращены ко дну аккумуляторов своим широким основанием. Изоляторы устанавливают посредине лаг стеллажа и по возможности ближе к вертикальным стенкам аккумуляторов. Установка аккумуляторов выверяется по шнуру и уровню, а вертикально — по отвесу.
Ролики или изоляторы для крепления шин надежно закрепляются на штырях или крюках посредством пакли или джута на сурике, разведенном на олифе.
Закрепление медных шин круглого сечения на роликах выполняется стальной оцинкованной проволокой диаметром 2,5 мм. Соединения и ответвления шин выполняют сваркой, а соединение шин со шпильками проходной плиты — свинчиванием. Концы шин, присоединенные к аккумуляторам, должны быть облужены и впаяны в свинцовые наконечники на соединительных полюсах аккумуляторов.

Рис. 16. Аккумуляторный пробник.
1 — основание (ручка); 2—подвижная контактная ножка; 3 — неподвижная контактная ножка; 4 — зажимная гайка (барашек); 5 — вольтметр; 6 — кнопка для включения нагрузочного сопротивления.
Проверяются состояние корпуса батареи и качество межэлементных соединений. Трещины, вмятины, сколы и коррозия не допускаются. По результатам осмотра смонтированной и подготовленной к заливке аккумуляторной батареи составляется промежуточный акт о готовности аккумуляторной батареи под заливку.
Формировка кислотной батареи должна начинаться не ранее чем через 2—4 ч после заливки батареи и выполнена в соответствии с инструкцией завода-изготовителя (при первом заряде батарея должна получить не ме-
нее 90% емкости десятичасового режима). Формировка считается законченной, если:
а) напряжение каждого аккумулятора под током зарядки будет оставаться постоянным на уровне 2,75 в на элемент в течение 1 ч;
б) плотность электролита перестанет повышаться в течение 1 ч;
в) интенсивное газообразование в электролите прекращается немедленно после отключения зарядного тока;
г) напряжение заряженных аккумуляторов при разомкнутой цени будет составлять 2,05—2,1 в;
д) при разрядке в течение 10 ч нормальным разрядным током напряжение в конце разряда будет не менее 1,8 в, а разность напряжения между отдельными аккумуляторами не будет превышать 0,1 в.
Напряжение каждого элемента в период формировки замеряется вольтметром или пробником (рис. 16). Плотность или удельный вес электролита определяют ареометром (рис. 17).
Результаты замера основных характеристик элементов аккумуляторной батареи заносят в протокол. Измерение сопротивления изоляции батареи должно быть не менее 50000 Ом при напряжении до 100 в и 100000 Ом — при напряжении 220 в.
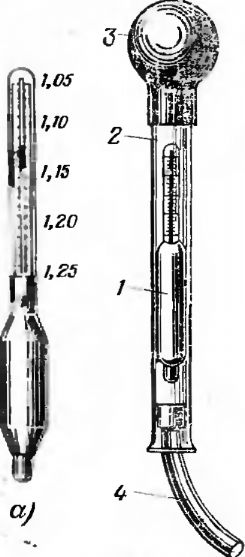
Рис. 17. Ареометры.
а - простой; б — сифонный ареометр; 2 - цилиндрический стеклянный сосуд: 3 — резиновая груша; 4 - резиновая трубка.
После окончания формировочного заряда аккумуляторной батареи она предъявляется к сдаче заказчику. Для того чтобы убедиться, что батарея полностью исправна, ее подвергают контрольному разряду—заряду. Контрольный разряд должен производиться током 10-часового режима. Если полученная при контрольном разряде фактическая емкость смонтированной аккумуляторной батареи, приведенная к 25 С, равна или больше номинальной емкости 10-часового режима разряда данного номера аккумуляторов, то батарея принимается в эксплуатацию.
Формировка щелочной батареи может быть закончена при следующих условиях: напряжение каждого аккумулятора под током остается постоянным на уровне 1,8— 2 в в течение 1 ч; после разряда продолжительностью 8 ч нормальным разрядным током напряжение любого аккумулятора будет не ниже 1 е.