Более высокая эффективность выравнивания в изоляционных конструкциях внешнего электрического поля по сравнению с выравниванием внутреннего поля обусловлена меньшим влиянием неоднородности структуры самого диэлектрика, в котором возможны раковины, поры, отслоения и другие технологические дефекты, искажающие поле.
Выравнивание поля на поверхности диэлектрика позволяет значительно сократить длину изоляционного промежутка и исключить коронирование, так как наличие локальных максимальных напряженностей плохо устраняется только с помощью увеличения расстояния между электродами.
Необходимость выравнивания поля внешней изоляции возникает при наличии воздушных зазоров, которые приводят к перераспределению поля между изолированными и неизолированными электродами, при наличии краевого эффекта и зоны тройного сопряжения, локальных неоднородностей и в других случаях.
Выравнивание электрического поля позволяет найти более рациональные и экономичные изоляционные конструкции, снизить массогабаритные характеристики и обычно осуществляется одновременно с решением конструктивно-технологических задач.
Наиболее общим способом выравнивания электрических полей залитых эпоксидными компаундами катушек трансформаторов и дросселей является нанесение на поверхность твердого диэлектрика проводящих или полупроводящих покрытий и заделка их острых краев, использование залитых на поверхности электростатических экранов в виде металлических сеток, специально обработанной фольги или проводящих и полупроводящих тканей.
Для выравнивания электрических полей в залитых эпоксидными компаундами катушках трансформаторов и дросселей заземленные экраны выполняются посредством металлизации поверхности катушки, тем самым исключается появление электрического поля в воздушном зазоре между катушкой и магнитопроводом. Так как этот воздушный промежуток шунтируется, то исчезает область повышенной напряженности электрического поля в изоляции с меньшим значением диэлектрической проницаемости в соответствии с выражением
![]()
где Ев и Ек — напряженность электрического поля в воздухе и в компаунде; εв и εκ — диэлектрическая проницаемость воздуха и компаунда.
Экранирование катушки выполняют химическим и гальваническим способами, напылением и другими методами, в результате которых на шероховатую поверхность компаунда наносятся проводящие или полупроводящие покрытия. Гладкая или глянцевая поверхность внешнего слоя эпоксидной изоляции снижает адгезионную прочность покрытия и делает ее неустойчивой к колебаниям температуры, особенно в отрицательной области, где термоупругие напряжения особенно значительны.
В работе [32] приводится выражение для определения «скалывающего» напряжения на поверхности раздела пластмассовой пластины прямоугольной формы и слоя металлизации:
![]()
где ак и ам — ТКЛР пластмассы и металла; At — разность температур изготовления (стеклования) и заданной рабочей температуры; Е'—модуль упругости материала металлизации; lс— длина металлического слоя при температуре нанесения; k — коэффициент пропорциональности, учитывающий влияние различных конструктивных и технологических факторов.
Из уравнения следует, что «скалывающее» напряжение зависит от термоупругих напряжений, т. е. от разности ТКЛР и расхождения значений модуля упругости пластмассы и металла. Значение этого напряжения может быть снижено подбором параметров материала металлизации с меньшей разностью ТКЛР и модуля упругости относительно параметров диэлектрика. В табл. 6.5 приведены значения ТКЛР для металлов, применяющихся для металлизации.
Таблица 6.5

Для металлизации эпоксидных компаундов обычно применяются цинк, алюминий и иногда медь. Цинк оказался наиболее удачным по своим технологическим и адгезионным свойствам. Металлизация цинком производится напылением из пистолетов Шооропа.
Имеются опыты металлизации покрытия таким методом с последующим покрытием эпоксидной эмалью полиэтилена и фторопласта-4.
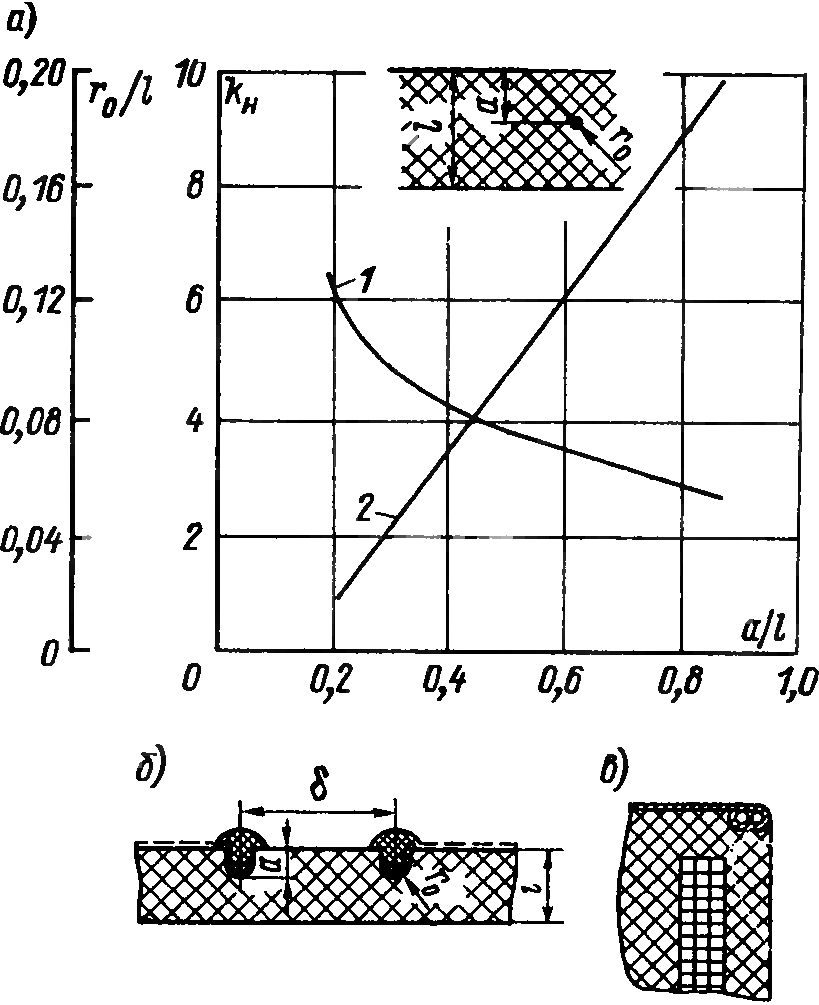
Рис. 6.8. Зависимость коэффициента неравномерности электрического поля и отношения r0/l от геометрии изоляции (а) посредством заделки края металлизации в канавку (б) и проволокой (в) (I — толщина изоляции; а — глубина заделки; r0 — радиус закругления; δ—длина разрыва в металлизации)
Ввиду наличия микропор и включения оксидов напыленный слой влаго- и газопроницаем, что приводит к необходимости его дополнительной защиты от внешних воздействий.
Электрическая проводимость напыленного слоя из-за микропор и наличия оксидов уступает в несколько раз проводимости исходного материала, но является вполне достаточной для экранирования.
Заливкой для этих же целей в поверхностный слой изоляции металлизированных тканей и металлических сеток одновременно достигается армирующий эффект и повышается механическая прочность изоляции. Уменьшается возможность появления трещин в компаунде и исключается дополнительная герметизация покрытия.
При металлизации возникает необходимость выравнивания электрических полей, образованных острыми кромками краев слоя.
Снижение коэффициента неравномерности электрического поля, например, требуется на краях разрыва металлизированной пиши, который создается для того, чтобы исключить короткозамкнутый виток, образованный проводящим покрытием на катушке трансформатора или дросселя вокруг керна магнитопровода.
На рис. 6.8 показаны варианты выравнивания электрических полей острых кромок посредством заделки края металлизации в канавку и использования проволоки круглого сечения.
Канавки в наружном слое эпоксидной изоляции формируются при заливке или протачиваются в готовом изделии перед металлизацией. После металлизации канавка заделывается эпоксидным компаундом. Проволока круглого сечения устанавливается в форме перед заливкой. Часто проволока завальцовывается в края экранов из металлической сетки или из металлизированных тканей. Такие экраны заменяют металлизированный слой на поверхности катушки или используются для выравнивания электрических полей в изоляционной конструкции.
Заделка краев разрыва металлизации необходима, когда ширина зазора 6 больше, чем половина толщины наружного слоя изоляции l. Коронирование на краях разрыва отсутствует, если выполняется условие 6/l =0,5.
Оптимальные соотношения для конструкции заделки края металлизации могут быть выбраны в соответствии с рис. 6.8. Кривая 1 построена на основании исследования картины электрического поля. Радиус закругления r0 и глубина заделки выбраны, исходя из расчета допустимой электрической прочности эпоксидного компаунда ЭЗК-31 при кратковременном воздействии поля на изоляцию и допустимой напряженности поля появления короны. Эти условия должны удовлетворяться в момент испытания изделия на электрическую прочность.
В рассмотренном случае наружная поверхность кривизны заделанной в изоляции металлизации располагается по нормали к противоположному электроду.
Влияние геометрии проволоки на выравнивание электрического поля при заделке краев металлизации на торце катушки (рис. 6.8) наиболее благоприятно проявляется при заливке двух рядом расположенных проволок диаметром 2 мм. При таком сочетании радиус кривизны заделки проволоки в рассмотренных вариантах имеет максимальное значение при минимальных габаритах.
Для ослабления поля у острого края одного из электродов используется полупроводящее покрытие сопротивлением
![]()
где Едоп — допустимое значение напряженности у края острого электрода, которое может выбираться, исходя из надежного отсутствия частичных разрядов.

Рис. 6.9. Зависимость коэффициента неравномерности электрического поля от коэффициента р=r0/l=2r0(d2—d1) для концевой разделки коаксиального вывода
Длина полупроводящего покрытия может быть выбрана из уравнения![]()
где рп — поверхностное сопротивление изоляции у электрода.
Длину полупроводящего покрытия можно значительно сократить, если край его заделать в канавку или проволокой диаметром 2... 3 мм.
Выравнивание электрического поля в области контакта металлической оплетки кабельного вывода с металлизацией катушки или с концевой разделкой коаксиального вывода можно производить, используя семейства кривых kH = f(р), представленых на рис. 6.9. Из кривых следует, что при: радиусе кривизны заделки, большем, чем половина толщины изоляции, дальнейшее выравнивание поля становится недостаточно эффективным, так как приводит, к значительному увеличению габаритов. Большее повышение электрической прочности и снижение коэффициента k при разделке кабелей достигается наращиванием на конце дополнительного изоляционного слоя конусной формы с канавкой на ее вершине и размещением в ней посредством края оплетки, которая вваривается в изоляцию по поверхности, где был нарушен с ней плотный контакт и могли возникнуть воздушные включения.
Методы выравнивания электрических полей опорных и проходных изоляторов с использованием машинных методов моделирования подробно рассмотрены в работе [31].
Для опорных изоляторов, в частности, предложен вариант тела с внутренней .газовой полостью, которая позволяет снизить напряженность внутри и снаружи твердого диэлектрика на 15... 30%.

Рис. 6.10. Схематическое изображение гиперболического и катеноидного вводов
Выбор коаксиального ввода с электродами в виде кольца и стержня может быть осуществлен на основании расчета по уравнению Лапласа:

где U — разность потенциалов между стержнем и кольцом; r0 и r — радиус сечения стержня и кольца; R— радиус кольца; Еrо и Еr — максимальная напряженность на поверхностях стержня и кольца.
Когда R » r0 и R » r, уравнение принимает вид
![]()
Если задаться условием равенства градиентов на кольце и стержне, а также условием r0= 2r, то максимальная напряженность на вводе будет![]()
Для гиперболического (рис. 6.10, а) или катеноидного (рис. 6.10) вводов с выравненными электрическими полями в точках А и В достигаются меньшие значения максимальной напряженности, чем напряженность в коаксиальном вводе.
Если значения R* = R/R0 и Е* = ER0/U, то максимальные значения Е* в относительных единицах для сравниваемых вводов примут следующие значения:

Отсюда следует, что наиболее равномерное электрическое поле имеет место в катеноидном вводе при отношениях R/Ro = 0,3... 0,396. Следует отметить, что в этом случае будут наблюдаться и минимальные значения нормальной составляющей напряженности.
Более простыми в технологическом отношении и не требующими применения металлических массивных электродов сложной формы являются способы выравнивания электрических полей проходных изоляторов с помощью заливки внутрь их тела электростатических экранов из металлической сетки с завальнованными в проволочное кольцо краями или формирования канавки на поверхности тела изолятора.
Форма экрана и канавки, обеспечивающая оптимальную геометрию и размеры изоляторов при минимальных напряженностях внутри и на поверхности с коэффициентом →1, выбирается методами моделирования электрических полей. Одновременно обеспечивается достижение минимального значения нормальной составляющей напряженности электрического ноля.
Электростатический сеточный экран имеет приваренные металлические буксы с внутренней резьбой, посредством которых изолятор крепится на металлической стенке. При использовании металлизированной канавки составной фланец плотно входит в нее и надежно закрепляет изолятор в месте установки.
Способы выравнивания электрических полей с помощью металлической сетки и припаянных букс и создание конструкций с квазиравномерным электрическим полем применяются для литьевых и прессовочных композиций.
Фигурная канавка используется для керамических, ситалловых, эпоксидных, фторопластовых или других диэлектриков, для которых помещение электростатических экранов внутрь тела изолятора нецелесообразно в технологическом или конструктивном отношении.
Выравнивание электрического поля изоляции коаксиальных систем различается при использовании диэлектрических дисков или спиралей и опорных изоляторов. Для выравнивания электрического поля изоляторов используются уже описанные методы. Масса и габариты таких изоляторов могут быть уменьшены при использовании для выравнивания поля одновременно с арматурой также экрана для внутренних и внешних проводников, если они имеют достаточно большие диаметры по сравнению с диаметром арматуры изолятора.
Сравнение дисковых изоляторов с прямолинейными стенками и изоляторов с выгнутой (вогнутой) формой поверхности показали преимущество последних. Наиболее рациональная форма — параболическая, с фокусом параболы, лежащим снаружи от линии, соединяющей края электрода. Минимальное удаление вогнутости в средней части опоры должно составлять 35% плоскости, проведенной между краями диска. Разрядное напряжение при выбранной форме диска и расстояниях между коаксиальными электродами 15 мм составляет около 85% пробивной прочности воздушного промежутка.
В работе [31] предложены дисковые изоляторы с изменением радиуса сечения, так что в плоскости, проходящей через ось вращения системы аксиальных электродов, площадь сечения твердого диэлектрика монотонно уменьшается с ростом радиуса по всей толщине изолятора или на его большей части. Форма границы раздела диэлектрика слабо влияет на распределение поля.
Повышенные напряженности около микровыступов на поверхности электродов всех типов конструкций соизмеримы с высотой микровыступа. Увеличенная напряженность на выступах отчетливо проявляется на повышенных частотах, когда стенание электронов становится особенно интенсивным.
Далее, для выступа в виде полусферы с радиусом, в 3— 5 раз превышающим среднюю шероховатость обработки, Етах — 3Е0, где Е0 — напряженность на гладкой плоскости электрода. Для выступа в виде полуцилиндра Емах = 2Е0; для скругленного стержня
![]()
где h — высота выступа; r — радиус кривизны края выступа.
Влияние выступов практически не сказывается на расстоянии, в 4—5 раз превышающем высоту микровыступа.
В катушках индуктивности, вариометрах, дросселях к повышению напряженности электрического поля могут привести неровные поверхности отдельных проводов или стренг обмоточных высокочастотных проводов. Максимальная напряженность в этом случае определяется выражением
![]()
где Е0 = U/[r1 In (r2/r1)] —наибольшая напряженность на гладкой поверхности катушки; т — число проводов или стренг; r1 и r2 — радиус намотки провода и изоляции, наложенной на обмотки, или изоляции высокочастотных проводов; λ = [1+ msin (/m)]/sin (/т).
Когда аналитические или графоаналитические методы расчетов максимальных напряженностей электрического поля отдельных участков изоляционной конструкции не обеспечивают достижение оптимальных вариантов системы изоляции, применяется оптимизация моделированием электрических полей.