ГЛАВА II
КОНСТРУКЦИИ ТРАНСФОРМАТОРОВ МАЛОЙ МОЩНОСТИ
§ 3. ОСНОВНЫЕ ЭЛЕМЕНТЫ КОНСТРУКЦИИ
Основу любого трансформатора составляют магнитные и электрические цепи, т. е. сердечник (магнитопровод) и катушки. Неизбежными элементами его являются также конструктивные детали, служащие для крепления сердечника и установки трансформаторов в блоках аппаратуры,.и выводы катушек. В высоковольтных трансформаторах, в зависимости от способа выполнения изоляции, может появляться и дополнительный элемент—металлический бак (корпус). Особенности конструкций т. м. м. рассмотрим по их отдельным элементам.
Сердечники. Сердечники мощных трансформаторов набирают (шихтуют) из отдельных прямоугольных пластин трансформаторной стали. Для т. м. м. этим способом изготовляют сердечники редко — только для больших трансформаторов. В большинстве случаев применяют принципиально отличные конструкции — либо наборные сердечники из штампованных пластин, называемые в дальнейшем для простоты наборными штампованными сердечниками, либо ленточные сердечники.. Штампованные сердечники утвердились в практике относительно давно. Ленточные сердечники появились лишь в последние годы, благодаря своим преимуществам они широко входят в жизнь. Для т. м. м. высокой частоты и импульсных находят применение прессованные сердечники из специальных материалов.
Важным техническим показателем для сердечника является степень использования его полного сечения чисто активным магнитопроводящим материалом, т. е. коэффициент заполнения сердечника кс.
Наборные штампованные сердечники. Подобный сердечник шихтуется из пластин той или иной конфигурации, в зависимости от типа набираемого сердечника—броневого, стержневого, тороидального или трехфазного.
На рис. 1 были показаны такие сердечники. Преимуществом их перед собранными из отдельных прямоугольных пластин является уменьшение числа стыков или перекрытий пластин, т е.
повышение качества сердечника, а также возможность применения прогрессивной технологии — штамповки вместо резки листов на пластины. Однако с ростом мощности, т. е. размеров трансформатора, штампы становятся громоздкими и значительно удорожаются. Кроме того, применяемость унифицированных по размерам сердечников с ростом мощности снижается. В силу этих причин при мощностях свыше нескольких сот вольт-ампер (на частоте 50 Гц) применение штамповки становится экономически неоправданным.
Возможна различная сборка штампованных броневых и стержневых сердечников — в стык или вперекрышку (рис. 2).

Рис. 2. Виды штампованных пластин сердечников и их сборки: а, б— пластины с нормальным ярмом; в, г — пластины с уширенным ярмом; а — сборка вперекрышку; б — сборка в стык; в — разъем по ярму; г — разъем по стержню.
1 — Ш-образные пластины, 2 — замыкающие; 3 — отверстия под шпильки.
Второй способ предпочтителен, ибо при его использовании отсутствуют непосредственные зазоры в магнитной цепи. Сами пластины также могут быть различной формы — с линией разъема по стержню или по границе между стержнем и ярмом. Пластины тороидальных сердечников представляют собой замкнутые кольца. Пластины для броневых сердечников часто называют Ш-образными, ибо их форма напоминает букву Ш, пластины для стержневых трансформаторов — П-образными, для тороидальных трансформаторов — О-образными, для трехфазных трансформаторов — Е-образными. Так же называют и сердечники. Ярма у Ш-, П- и Е-образных пластин могут быть либо нормальными, когда индукция в стержне и ярме одинакова, либо уширенными, когда индукция в ярме меньше, чем в стержне, благодаря чему общее магнитное сопротивление магнитного пути уменьшается. В первом случае ширина ярма у П- и Е-образных пластин равна ширине стержня, а у Ш-образных пластин— половине ширины стержня, ибо здесь по ярму проходит лишь половина общего магнитного потока, создаваемого катушкой (у Ш-образных пластин ярмом являются и крайние стержни, не несущие обмоток). Во втором случае ширина ярм увеличивается на 15—25% от нормальной ширины. У О-образных пластин ярмо отсутствует.
В отечественной технике из наборных штампованных сердечников наибольшее распространение получили броневые. При этом для трансформаторов наименьшего веса обычно применяют пластины с нормальным ярмом по междуведомственной нормали НО.777.000; для трансформаторов наименьшей стоимости при частоте питания 50 Гц — пластины с уширенным ярмом по нормали НИО. 777.001, заменившие применявшиеся ранее пластины с нормальным ярмом по нормали СТ-360А. Размеры пластин по всем этим нормалям позволяют осуществить такой раскрой заготовки, при котором после штамповки не остается никаких отходов. Поэтому пластины получили название «пластин безотходной штамповки».
Стяжка отдельных пластин в единый пакет осуществляется либо изолированными стяжными шпильками, пропускаемыми

Рис. 3. Замкнутые ленточные сердечники: а — броневой; б- стержневой; в — тороидальный; г — трехфазный.
через зыштампованные в пластинах отверстия (см. рис. 2), либо наружными элементами, служащими иногда одновременно для крепления трансформатора к шасси (см. рис. 23, 24).
Ленточные сердечники. Ленточные сердечники изготовляют из узкой ленты электротехнической стали или специального сплава той или иной толщины. Ленточные сердечники могут использоваться в виде броневых, стержневых, тороидальных и трехфазных. По аналогии со штампованными наборными сердечниками они могут быть названы соответственно Ш-, П-, О-, Е-образными. При этом каждый из них в принципе может быть как замкнутым, так и разъемным.
Замкнутые ленточные сердечники легко получаются путем навивки ленты на металлических оправках требуемых размеров. Тороидальные сердечники навиваются на круглую оправку, остальные — на прямоугольную. Броневой сердечник получается сдваиванием одинаковых стержневых. Для получения трехфазного сердечника сдвоенные стержневые сердечники дополнительно охватываются по наружному контуру ленточным ярмом той же ширины, что и стержень стержневого сердечника.
Замкнутые ленточные сердечники всех типов показаны на рис. 3. Достоинством замкнутых сердечников является высокое качество магнитопровода, обеспечивающего малое магнитное сопротивление потоку, проходящему вдоль лент сердечника.
Использование замкнутых сердечников встречает, однако, серьезные затруднения, вызванные необходимостью вматывать в них катушки, что малопроизводительно и нетехнологично. Поэтому и появились разъемные сердечники. Разъемные сердечники могут быть получены путем резки навитых замкнутых сердечников на две половины.
![]()
Рис. 4. Разъемные ленточные сердечники: а — броневой (Ш-образный), б— стержневой (П-образный); в — тороидальный (О-образный); г — трехфазный (Е-образный).
![]()
Рис. 5. Сердечник из гофрированной ленты.
Возможно также непосредственное изготовление каждой половинки (полусердечника) отдельно. Разъемные сердечники всех типов показаны на рис. 4. Цельные половинки разъемных ленточных сердечников иногда называют С-образными или U-образными сердечниками.
![]()
Рис. 6. Трехфазный разъемный ленточный сердечник особой конструкции.
Разъемная конструкция сердечника позволяет наматывать катушки трансформатора отдельно и вставлять затем в них заготовленные полусердечники. Однако при этом в магнитную цепь вводится неизбежный воздушный зазор.
В США и ГЕРМАНИИ находят применение желобчатые сердечники, изготовленные из гофрированной ленты (рис. 5). Используя свойство ломаной линии, незначительным увеличением ширины стержня можно существенно увеличить поверхность охлаждения сердечника, что важно при повышенных частотах. Подобные сердечники обладают, кроме того, большей жесткостью. На рис. 6 показана своеобразная конструкция трехфазного составного сердечника, нашедшая применение в США.
Кроме рассмотренных, возможны и другие модификации ленточных сердечников (см. ниже).
Монолитность ленточных сердечников, их механическая прочность обеспечиваются различными путями при помощи лаков или клеящих эмалей. Стяжка половинок разъемных ленточных сердечников в единую конструкцию осуществляется при сборке трансформатора (см. § 4).
Прессованные сердечники. Прессованные сердечники изготовляют из порошковых материалов. Прессовать можно как цельные сердечники, так и их отдельные половинки. Прессованные сердечники могут быть всех рассмотренных типов.
Катушки.

Конструкцию катушек определяют три основных фактора: способ укладки, размещения каждой обмотки трансформатора; взаиморасположение отдельных обмоток; способ выполнения изоляции. Определенную роль отри этом играет также и вид проводника обмоток.
Важным техническим показателем для катушки является степень использования ее активным материалом окна сердечника, т. е. коэффициент заполнения окна кок.
Проводники обмоток. В большинстве случаев в трансформаторах малой мощности применяют медные провода, поставляемые кабельной промышленностью с готовой витковой изоляцией провода. Провода, как правило, круглые. При больших сечениях могут применяться и провода прямоугольного сечения. В отдельных случаях, например для трансформаторов ультразвуковой частоты с большими токами или для накальных трансформаторов с особенно большими токами, приходится применять неизолированную медную ленту соответствующей толщины. Иногда применяется также тонкая медная фольга как для экранов между обмотками, так и для самих обмоток. Во всех этих случаях витковая изоляция (обычно волокнистые материалы) накладывается заблаговременно или в процессе намотки катушек. Марка провода или вид накладываемой изоляции выбирается в зависимости от условий работы трансформатора и предъявляемых к нему требований надежности (см. § 6 и 7).
Большой интерес проявляется в последние годы к алюминию, как весьма перспективному проводниковому материалу для т. м. м При этом алюминий целесообразно применять только в виде фольги, но не в виде обычных проводников (см. § 18). Витковая изоляция на алюминиевую фольгу наносится перед изготовлением катушек.
Работы по использованию алюминия в трансформаторах малой мощности ведутся быстрыми темпами и можно ожидать появления подобных «алюминиевых» трансформаторов в самое ближайшее время.
Конструкции отдельных обмоток. Существуют два принципиально различных способа выполнения обмоток трансформаторов малой мощности Наиболее распространенный способ — это многослойная обмотка, непрерывно наматываемая до получения заданного числа витков и располагаемая вдоль всей длины стержня магнитопровода (или его части, отведенной для данной обмотки) Такие обмотки назовем цельными.
Разновидностью цельной обмотки является секционированная обмотка; обмотка при этом разбивается на ряд секций, каждая из которых занимает часть длины стержня, но все вместе они составляют единое конструктивное целое. Каждая секция выполняется обычным образом, между собой секции соединяются последовательно или параллельно.
![]()
Рис. 7. Виды обмоток т м. м по способу выполнения: а — цельная обычная обмотка; б — цельная секционированная обмотка; в — галетная обмотка.
1 — секция; 2 — галета.
Секционирование применяется обычно для высоковольтных обмоток. В этом случае секции друг от друга надежно изолируются.
Второй способ, практически разработанный в СССР под руководством A. JI. Харинского,— это выполнение обмотки в виде совокупности отдельных элементов, галет, каждая из которых представляет собой полностью законченную конструктивную деталь. Галеты нанизываются на стержень магнитопровода одна за другой по всей его высоте и соединяются между собой электрически тем или иным образом. Отдельные галеты могут изготовляться совершенно независимо одна от другой. Подобные обмотки получили название галетных обмоток.
Цельные и галетная обмотки изображены на рис. 7. По имени обмоток название галетных получили и сами трансформаторы, в которых использованы такие обмотки. Галетные обмотки нашли применение в низковольтных трансформаторах. Их можно применять для всех типов трансформаторов — БТ, СТ, ТТ, ЗТ. Преимуществом галетных трансформаторов является высокая степень унификации галет. Путем комбинации их последовательно-параллельных соединений можно получать разнообразные электрические параметры обмоток потокам и напряжениям.
Особенно перспективными становятся галетные трансформаторы с применением для обмоток алюминиевой фольги: галета — наиболее приемлемая форма для выполнения таких обмоток.
Взаиморасположение обмоток. Как и для мощных трансформаторов, для г. м. м. применяют два основных вида обмоток по их взаиморасположению—концентрические и чередующиеся обмотки. Концентрические обмотки располагаются одна внутри другой (рис. 8). Чередующиеся обмотки разбиваются на отдельные части, причем части разных обмоток располагаются вдоль стержня одна за другой, занимая всю ширину окна каждая и непрерывно чередуясь.

Рис. 8. Виды обмоток трансформаторов малой мощности по их взаиморасположению: а — концентрические; б — чередующиеся.
1 — первичная обмотка; 2 — вторичная обмотка; 3 — изоляционный буртик.
Чередующиеся обмотки более сложны, но обладают меньшим рассеянием. Поэтому они могут применяться для выходных, импульсных трансформаторов и в других специальных случаях. Для силовых же трансформаторах малой мощности, у которых рассеяние не играет сколько-нибудь существенной роли (см. § 13), такое расположение обмоток не применяется. Однако то этой причине для силовых трансформаторах малой мощности возможны такие варианты взаиморасположения обмоток, которые недопустимы для мощных трансформаторов из- за увеличенного рассеяния. Первый из этих вариантов является в какой-то мере частным случаем чередующихся обмоток: обмотки располагаются рядом вдоль магнитопровода, но не чередуются. Такое расположение может быть удобным для высоковольтных трансформаторов, особенно при большом числе вторичных обмоток (рис. 9). Подобные обмотки назовем разделенными обмотками.
Второй вариант является частным случаем концентрических обмоток и может применяться при наличии двух и более вторичных обмоток. В этом варианте каждая вторичная обмотка располагается концентрически по отношению к первичной, но занимает лишь часть ее длины и по длине стержня расположена рядом с другой вторичной обмоткой. Подобные обмотки назовем неполноконцентрическими. Неполноконцентрическими являются, в частности, обмотки галетных трансформаторов.
Выбор взаиморасположения обмоток производится при проектировании трансформатора расчетчиком и конструктором в зависимости от требований по рассеянию трансформатора и с учетом удобства конструктивного размещения обмоток.
Изоляция.
О витковой изоляции проводников говорилось выше. Здесь, раздельно для низковольтных и высоковольтных трансформаторов, рассмотрим выполнение корпусной, слоевой и межобмоточной изоляции катушек.
Изоляция катушек низковольтных трансформаторов. Корпусная изоляция осуществляется при помощи изоляционных каркасов либо без них, с помощью изоляционных гильз или слоя лака (рис. 10, 27).
![]()
Рис. 9. Разновидности обмоток трансформаторов малой мощности по их взаиморасположению: а — разделенные обмотки; б — неполноконцентрические обмотки.
1 — первичная обмотка; 2, 3, 4 — вторичные обмотки.
Соответственно и конструкция катушек называется каркасной или бескаркасной. Каждая из этих конструкций имеет свои достоинства. Как правило, каркасная конструкция более надежна в эксплуатации, бескаркасная же конструкция технологичнее в массовом производстве (см.§ 12). Каркас или гильза, выполняя функции корпусной изоляции, является одновременно той основой, на которой покоятся обмотки.
Каркасы могут быть цельными или сборными из отдельных деталей — боковых стенок и щек. Сборные каркасы (рис. 11) изготовляют из электротехнического картона, текстолита, гетинакса толщиной 1 —1,5 мм. Отдельные детали склеивают или сочленяют при помощи замков. Щели, неизбежно остающиеся по углам сочленяемых деталей, до намотки катушек перекрывают изоляционной бумагой или тканью.
В последние годы находят все более широкое применение цельные прессованные или литые каркасы (рис. 12). Они обладают лучшими механическими и электрическими свойствами и дешевле в крупносерийном производстве. Толщина стенок таких каркасов в малых размерах может быть уменьшена до 0,3— 0,5 мм. Прессовку и литье каркасов производят из пресс-порошков и других прессовочных и литьевых материалов. Прессованные и литые каркасы можно делать и пс частям с последующей сборкой их в единую конструкцию.
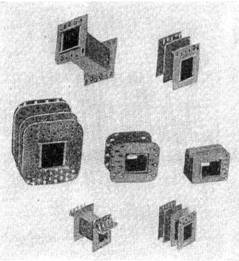
Рис. 11. Сборные каркасы для катушек трансформаторов малой мощности
Гильза выполняется из электротехнического картона, изоляционных бумаг и т. п. По краям гильзы из тех же материалов накладывают буртики для изоляции обмоток от ярма сердечника (см. рис. 10).
Необходимость в буртиках может быть исключена, если для заделки торцов катушек применять специальные изоляционные пасты.
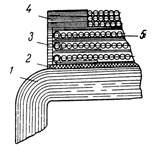
Рис. 10. Бескаркасная катушка трансформатора малой мощности
1 — сердечник; 2 — изоляционная гильза; 3 — изоляционный буртик (от ярма); 4 — то же (межобмоточный); 5 — слоевая изоляция.
Слоевая изоляция прокладывается при намотке катушек либо через каждый слой, либо через несколько слоев. Через каждый слой изоляция прокладывается в случае применения провода с низкокачественной витковой изоляцией (см. § 7), при диаметрах провода свыше 0,4—0,5 мм, или в особо ответственных случаях. Прокладку через несколько слоев применяют при намотке катушек проводами с высокопрочной эмалью или при наличии дополнительной наружной оплетки, причем суммарное напряжение в неизолированных слоях составляет 20—30% от электропрочности витковой изоляции провода.
В качестве слоевой изоляции используют изоляционные материалы толщиной в несколько сотых долей миллиметра — бумаги, тканевые материалы, синтетические пленки. В тороидальных трансформаторах применение бумаг затруднительно из-за их недостаточной механической прочности и эластичности и плохой пропитываемости. Выбор материала определяется рабочей температурой трансформатора, условиями пропитки, требуемой надежностью, а число слоев изоляции — испытательным напряжением между слоями.
Обычно изоляция укладывается в один слой. У краев слоя изоляция иногда подворачивается таким образом, чтобы не могло произойти западания витков из слоя в слой, как это показано на рис. 10. С той же целью применяют подклейку витков провода. При намотке на каркас каждый слой укладывают вдоль всей длины (высоты) каркаса. При бескаркасной намотке во избежание сползания витков намотанные слои скрепляют нитками, причем каждый верхний слой делается обычно несколько короче низлежащего.

Рис. 12. Литые и прессованные каркасы для катушек трансформаторах малой мощности
У галетных обмоток напряжение внутри галеты достаточно мало, что позволяет обойтись совсем без слоевой изоляции. В случае применения для обмоток ленты или фольги, занимающих всю высоту окна трансформатора или отдельной галеты, понятия витковой и слоевой изоляции сливаются между собою.
Межобмоточная изоляция принципиально выполняется так же, как слоевая, но укладывается обычно в несколько слоев, число которых зависит от испытательного напряжения между обмотками. Во избежание пробоя по поверхности корпусной изоляции края соседних обмоток часто смещают относительно друг друга, заполняя свободное пространство буртиком из изоляционного материала (см. рис. 8, 10, 27). У галетных трансформаторов изоляция между первичной обмоткой и галетами вторичных обмоток, а также между отдельными галетами осуществляется слоем лака или компаунда.
Изготовленную катушку (или намотанный трансформатор) пропитывают изоляционными лаками или компаундами. Пропитка преследует цель заполнить все поры в изоляции и между проводниками, вытеснить из катушек воздух и тем самым повысить влагостойкость, а также теплопроводность катушек. Пропитка повышает нагревостойкость изоляционных бумаг, цементирует катушки. В малоответственных случаях пропитка может отсутствовать. При повышенных требованиях по влагостойкости торцы катушек, во избежание проникновения через них влаги внутрь катушек, целесообразно заделывать специальными изоляционными замазками (пастами). С той же целью катушки покрывают специальными покровными составами.
Изоляция катушек высоковольтных трансформаторов.
Надежная изоляция катушек высоковольтных трансформаторов представляет сложную задачу. Долгое время эта задача решалась путем применения трансформаторного масла или термопластичных (например, битумных) компаундов. При напряжениях до 3—5 кВ можно применять и сухие трансформаторы, высоковольтные обмотки которых, как правило, секционированы.
Конструкция масляных трансформаторах малой мощности повторяет в миниатюре конструкцию мощного масляного трансформатора без радиаторов: обмотки при помощи изоляционных распорок отделены от сердечника и друг от друга и помещены в бак с маслом, которое играет роль корпусной и межобмоточной изоляции. Бак желательно иметь герметичным во избежание утечки, увлажнения и загрязнения масла. Изоляторы закрепляют на крышке бака В последнее время некоторое применение нашли литые баки из дюралюминия. Масляным трансформаторам присущи серьезные недостатки — большие габариты, пожароопасность, трудность надежной герметизации и контроля качества масла в условиях работы специальной аппаратуры и, как следствие, недостаточная надежность в работе. Много недостатков и у трансформаторов, бачки которых заполнены пластичными компаундами. За границей разработаны трансформаторы с наполнением баков инертными газами, свободные от многих из этих недостатков.
Однако радикальное улучшение конструкции произошло в последние годы, когда на смену масляным пришли сухие трансформаторы с изоляцией на основе термореактивных смол, т. е. смол, затвердевающих необратимо и не расплавляющихся при повышенных температурах. Выдающимися электроизоляционными, влагозащитными и механическими свойствами обладают компаунды на основе высокомолекулярных органических материалов — эпоксидных смол. Высокими свойствами обладают и полиэфирные компаунды. Переход к таким конструкциям дает, помимо прочих преимуществ, уменьшение веса в 1,2—3 раза и более, а также снижение трудоемкости изготовления в 1,5— 3 раза. В дальнейшем из высоковольтных рассматриваются только сухие трансформаторы.
Возможны два принципиально различных способа изоляции катушек с помощью термореактивных компаундов— способ обволакивания и способ заливки <в форму (метод опрессовки как менее распространенный не рассматривается). Способ обволакивания применяют при относительно невысоких рабочих напряжениях— до 7—10 кВ. Катушка выполняется так же, как и бескаркасная низковольтная. Во избежание западания витков каждый последующий слой часто делают короче низлежащего. Для корпусной и слоевой изоляции применяют бумаги или стеклоткань. Катушка тщательно пропитывается, а затем обволакивается снаружи слоем компаунда. Толщина слоя составляет от долей миллиметра до нескольких миллиметров и зависит от времени и числа погружений. Такая катушка достаточно надежно изолирована от корпуса и защищена от воздействия влаги воздуха. Этот способ безусловно целесообразен для трансформаторов с малым сроком службы (500—1000 час.), возможность его использования при изготовлении трансформаторах малой мощности с большим сроком службы требует дополнительного исследования.
Способ заливки является наиболее надежным и качественным способом выполнения сухой высоковольтной изоляции, но он сложнее предыдущего.
Подготовленная катушка устанавливается в специальную заливочную форму необходимых размеров и конфигурации и в этой форме заливается жидким компаундом, заполняющим все пустоты в форме. В результате последующего проведения определенного термического режима компаунды твердеют, приобретают механическую прочность и обеспечивают необходимую электрическую изоляцию между отдельными частями трансформатора. По окончании режима залитая катушка извлекается из формы.
Рассмотрим, как должна быть подготовлена к заливке высоковольтная катушка и как она конструктивно выполняется. Возможные варианты весьма разнообразны. Как слоевую и межобмоточную, так и корпусную изоляцию в принципе можно выполнять либо при помощи изоляционных бумаг и стеклоткани, либо при помощи твердых прокладок из различных изоляционных материалов и слоя заливочного компаунда, заполняющего при заливке специально созданные прокладками воздушные каналы между частями катушки и между катушкой и стенками формы
Возможно как применение одного из этих вариантов, так и комбинация их обоих. Необходимо, однако, иметь в виду, что не все твердые материалы с равным успехом сочетаются с заливочными компаундами. Следует обращать внимание на величины коэффициентов линейного расширения (к. л. р.) материалов в сопоставлении с их значениями у компаундов, так как чем больше отличие этих величин, тем вероятнее опасность появления трещин в конструкции после заливки. Важное значение в этом отношении имеет и выбор соответствующей конфигурации прокладок. Кроме того, залитая конструкция не должна иметь острых углов. Радиусы закругления должны составлять не менее 1,5—3 мм. Из различных конструктивных типов менее подвержен растрескиванию залитый тороидальный трансформатор.
Во всех случаях, когда в конструкции используются бумаги или стеклоткань, катушка до заливки компаундом предварительно подвергается вакуумной пропитке также термореактивным компаундом.
Из различных бумаг наилучшей пропиточной способностью обладают микалентная, пропиточная и крепированная. С этой точки зрения их применение предпочтительно, хотя они и обладают меньшей механической прочностью, чем другие сорта изоляционных бумаг (в первую очередь это относится к микалентной бумаге). Особенно желательно применение хорошо пропитываемых бумаг для изоляции катушек тороидальных трансформаторов, у которых пропитка не может осуществляться через торцы катушек, как у броневых и стержневых трансформаторов. Хорошо пропитывается также стеклоткань.
Для создания твердых прокладок можно использовать такие материалы, как термопластичные и термореактивные пластмассы, теплостойкое органическое стекло, в отдельных случаях высококачественный гетинакс. Прокладки можно отливать также предварительно в формах из того же компаунда, который предусмотрен для заливки. Последний способ является наилучшим с точки зрения качества заливки (адгезии компаунда к про кладкам и соответствия величин к. л. р.). Практически наиболее удобно корпусную и межобмоточную изоляцию создавать слоем компаунда, а слоевую — бумагой (стеклотканью). Однако при очень больших напряжениях между слоями (несколько киловольт) часто приходится и слоевую изоляцию обеспечивать слоем компаунда. При этом бывает целесообразным и секционирование высоковольтной обмотки.
![]()
Рис. 13. Каркасы для сердечников и межслоевые прокладки для высоковольтных залитых тороидальных трансформаторов.
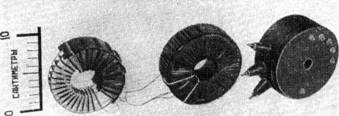
Рис. 14. Высоковольтный залитый тороидальный трансформатор в процессе изготовления. Первичная обмотка секционирована, слоевая изоляция отсутствует. Фиксация межобмоточного расстояния прессованной прокладкой.

Рис. 15. Высоковольтный тороидальный трансформатор. Фиксация расстояний между слоями и между обмотками литыми кольцами Г-образной формы сечения.
![]()
Рис. 16. Высоковольтный залитый тороидальный трансформатор с секционированной первичной обмоткой. Слоевая и межобмоточная изоляция — бумагой.
При конструировании высоковольтных трансформаторов на замкнутых ленточных сердечниках, в частности, тороидальных, приходится предусматривать каркас, являющийся основой катушек и предохраняющий сердечник от воздействия заливочной массы. Каркас можно изготовлять из тех же материалов, что и твердые прокладки. Электрическая прочность его стенок должна быть рассчитана на напряжение внутреннего слоя обмотки, а в случае секционированной внутренней обмотки — на ее полное напряжение.
![]()
Рис. 17. Высоковольтный залитый стержневой трансформатор с секционированной обмоткой на специальном каркасе. Слоевая изоляция отсутствует
Амортизация сердечника в каркасах обеспечивается заполнением специальным компаундом, прокладками или бандажированием.
При нескольких вторичных обмотках и отсутствии жестких требований по рассеянию удобно применять неполноконцентрические или разделенные обмотки (см. рис. 9). Особенно удобно это для трансформаторов с высоким потенциалом, например нгкальных.
Различные способы конструктивного выполнения высоковольтных катушек, предназначенных для заливки термореактивным компаундом, показаны на рис. 13—19.
В настоящее время высоковольтные трансформаторы с подобной изоляцией разработаны на напряжения до 20—30 кВ (рабочие), а высокопотенциальные трансформаторы — на постоянное напряжение до 100 кВ.
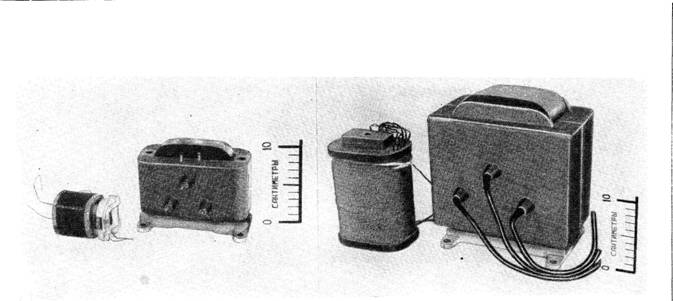
Рис. 18. Высоковольтные залитые стержневые трансформаторы с катушками на специальных каркасах. Межобмотчная изоляция — компаундом. Слоевая изоляция— бумагой.
Необходимо отметить, что в трансформаторах малой мощности при напряжениях в несколько киловольт возможно возникновение короны — ионизация воздушных включений внутри катушки или промежутков между изоляцией и заземленными близрасположенными элементами, в частности магнитопроводом трансформатора (особенно в местах его заострений). Корона приводит к постепенному разрушению изоляции. Особенно благоприятны условия для развития короны на высоте, при разреженной атмосфере. Коронирование усиливается с повышением частоты питания, особенно в ультразвуковом диапазоне частот. Менее подвержены озонированию трансформаторы с высоким потенциалом.
![]()
Рис. 19. Катушки высоковольтного стержневого трансформатора, подготовленные в форме к заливке эпоксидным компаундом.
Для борьбы с наружным коронированием поверхность катушек покрывается тонким заземленным полупроводящим или проводящим слоем. Это способствует выравниванию электрического поля в зазорах и ликвидации короны. Во избежание образования короткозамкнутого витка вокруг сердечника противокоронирующий слой выполняют с разъемом (рис. 20). Для выравнивания поля у краев слоя принимают определенные меры Вместо покрытий возможно также применение фольговых или сеточных экранов, заливаемых вместе с катушкой, а также тщательная заделка всех щелей изоляционными составами. Внутренняя ионизация в катушках может быть предотвращена лишь правильным конструированием и строгим выполнением необходимых технологических требований, в частности тщательнейшей пропиткой.
При длительном развитии внутренней ионизации, а также при аварийных режимах у катушек, залитых термореактивными компаундами, возможно разложение компаунда, сопровождающееся иногда опасными разрывами катушек. Для ослабления силы разрыва целесообразно применять для заливки эластичные компаунды, а также создавать по поверхности заливаемой катушки барьер из пропитанной компаундом стеклоткани.
1 — протизокоронирующий слой; 2 — его разъем; 3 — катушка; 4 — канавка, заливаемая изоляционной массой, для выравнивания поля у краев слоя; 5 — сердечник.
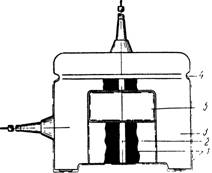
Рис. 20. Противокоронирующее покрытие высоковольтной сухой залитой катушки.
Следует сказать, что ввиду необходимости обеспечения малых габаритов сухих высоковольтных трансформаторах малой мощности их конструирование представляет сложную инженерную задачу и встречает большие трудности. Эти трудности усугубляются новизной вопроса, недостаточной изученностью свойств заливочных компаундов, технологическими сложностями. Тем не менее совместными трудами конструкторов, химиков, технологов и электриков задача эта уверенно решается, накапливается необходимый опыт, и такие трансформаторы все шире внедряются в практику трансформаторостроения.
Выводы катушек. Соединение обмотки с собственно выводом можно осуществлять либо тем же проводом, которым намотана катушка, либо специальным припаиваемым проводом. Эти выводные концы заключаются в изоляционные трубки, а у литых высоковольтных катушек изолируются бумагой или тканью. Сами выводы у низковольтных трансформаторов делаются как в виде специальных изоляторов, например прессованных (см. рис. 24), так и в виде штампованных лепестков. Лепестки требуют меньше места и их применение позволяет сократить габариты трансформаторов. Поэтому такой способ нашел в последние годы преимущественное распространение в специальном приборостроении. Лепестки можно заделать путем бандажирования под наружную изоляцию катушек (рис. 31), либо развальцевать или армировать в специальных гнездах прессованных каркасов или плат (см. рис. 28). У трансформаторов радиотехнической аппаратуры выводы очень часто располагают снизу для осуществления нижнего монтажа приборов. У галетных катушек выводы, армированные в приклеиваемых к галетам контактных колодочках, находятся на боковой поверхности катушек (см. рис. 28).
Особую сложность составляет проблема выводов у высоковольтных трансформаторов. Расстояние между открытыми выводами и между выводом и корпусом необходимо обеспечивать из расчета не менее 2 мм на киловольт испытательного напряжения по воздуху и 3 мм на киловольт по поверхности.
У масляных трансформаторов выводы выполняются обычно в виде фарфоровых изоляторов. Герметизация выводов (как и бака) обеспечивается или их пайкой в крышке или путем резиновых уплотнений.
Рис. 21. Сухие высоковольтный и высокопотенциальный трансформаторы на высокое напряжение с протяженными выводами.
У трансформаторов с литой термореактивной изоляцией выводы можно делать высоковольтными гибкими проводами, непосредственно «влитыми» в основную изоляцию катушек (см. рис. 17, 18). Однако не все такие провода имеют адгезию к компаундам. Поэтому в ряде случаев (например, для проводов резиновых) перед заливкой вывода компаундом его основание вулканизируют специальной резиной, имеющей такую адгезию.
Для катушек с литой изоляцией применяют также и металлические выводы (штыри), оформляемые при заливке в виде изоляторов из того же компаунда (см. рис. 14,16). Подобные изоляторы можно изготовлять и отдельно с последующим сочленением с катушкой в процессе заливки. При сравнительно невысоких напряжениях можно сблизить выводы, разделив их барьерами, отливаемыми из компаунда в процессе заливки или приклеиваемыми после предварительного изготовления (см. рис. 15). При весьма высоких напряжениях во избежание пробоя и коронирования выводы приходится выполнять достаточно протяженными (рис. 21).
Выводы гибкими проводами требуют меньших расстояний и позволяют уменьшить габариты трансформаторов, однако их широкому применению мешает недостаточно высокое качество таких проводов. Перспективны разработанные в последнее время специальные экранированные изоляторы из эпоксидных компаундов.