Началу аргонодуговой сварки предшествует ряд подготовительных операций:
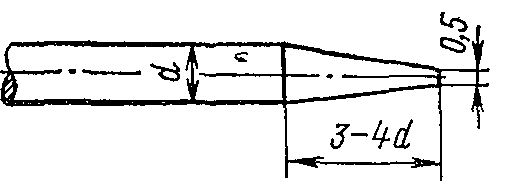
а) вольфрамовый пруток рубится на части, затачивается на конус на длине, равной 3—4 диаметрам прутка (рис. 3-4), и вставляется в аргонодуговую горелку.
Рис. 3-4. Заточенный вольфрамовый электрод.
Длина части вольфрамового электрода, выступающего из сопла горелки, не должна превышать 3—5 мм. При выдвижении вольфрамового электрода на большую величину надежность защиты аргоном зоны сварки значительно уменьшается;
б) сварочная проволока очищается от загрязнений, масла, ржавчины и рубится на куски длиной 200— 300 мм;
в) устанавливаются необходимый сварочный ток на источнике питания дуги и расход аргона на редукторе;
г) продуваются газоподводящие шланги и горелки некоторым количеством аргона. Эта операция делается, чтобы воздух, находящийся в шлангах и горелке, не попал в зону сварки.
Возбуждение дуги обычно выполняется легким касанием конца вольфрамового электрода поверхности свариваемого изделия в разделке. При этом сварщик не должен внести в металл шва включений вольфрама. Подачу аргона в зону сварки начинают за 2—3 с до возбуждения дуги,
Гашение дуги производится путем дистанционного отключения сварочного преобразователя либо постепенным удлинением дугового промежутка. Повторное возбуждение дуги следует производить на ранее наплавленном металле на расстоянии, 20—30 мм от границы его окончания.

Рис. 3-5. Положение присадочной проволоки и вольфрамового электрода при аргонодуговой сварке.
Аргонодуговая сварка возможна в двух вариантах: без применения присадочной проволоки и с применением проволоки. В первом случае сварной шов создается только за счет расплавления основного металла, во втором случае — за счет расплавления основного и присадочного металлов. Аргонодуговую сварку без присадочной проволоки применяют, например, для сварки усиковых соединений, соединений с отбортовкой и др.
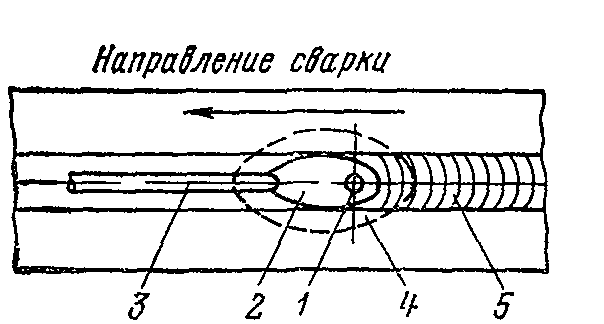
Рис. 3-6. Схема введения присадочной проволоки в сварочную ванну.
1 — вольфрамовый электрод; 2 — сварочная ванна; 3 — присадочная проволока; 4 — зона действия защитного газа; 5 — сварной шов
При сварке без присадочной проволоки вольфрамовый электрод держат под углом 90° к плоскости сварки. Длина дуги поддерживается в пределах 1,5—2 мм. Движение горелки по шву — поступательное без поперечных колебаний.
Правильное расположение горелки и присадочной проволоки показано на рис. 3-5.
Аргонодуговая сварка с применением присадочной проволоки выполняется слева направо (левый способ). Присадочная проволока подается в ванну расплавленного металла впереди дуги под небольшим углом к поверхности сварочной ванны. Конец присадочной проволоки должен находиться на некотором расстоянии от столба дуги, в начале сварочной ванны (рис. 3-6), но обязательно под защитой струи аргона,
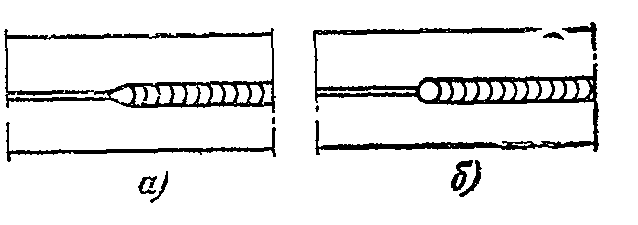
Рис. 3-7. Зависимость проплавления корня шва от формы сварочной ванны. а — хорошее проплавление; б — недостаточное проплавление.
Обычно при аргонодуговой сварке применяют сварочную проволоку диаметром 1,6—2,0 мм. В отдельных случаях при сварке толстого металла может применяться проволока диаметром 3 мм. Применять присадочную проволоку большого диаметра при аргонодуговой сварке не рекомендуется.
При сварке стыковых соединений с разделкой кромок корневой слой выполняется только за счет поступательного движения горелки и сварочной проволоки, и поперечные колебания не применяют. Степень проплавления кромок определяют по форме сварочной ванны: хорошему проплавлению соответствует продолговатая форма сварочной ванны, круглая форма ванны свидетельствует о недостаточном проплавлении (рис, 3-7). При заполнении остальной части разделки техника аргонодуговой сварки меняется: кроме поступательного движения, горелке также придают поперечные колебательные движения.
При сварке с присадочной проволокой заделка кратера производится вводом в кратер капли присадки с одновременным плавным ускорением поступательного движения горелки до естественного обрыва дуги. Подача аргона должна продолжаться в течение последующих 6—8 с до момента потемнения сварочной ванны.
При сварке в среде аргона коррозионно-стойких сталей необходимо производить защиту от окисления обратной стороны шва. Это достигается подачей аргона внутрь трубы при сварке первых двух проходов. Схема организации защиты обратной стороны шва при сварке стыков труб показана на рис. 4-9.
При аргонодуговой сварке могут образовываться следующие основные дефекты: неполное проплавление корня шва (непровары), несплавления между наплавленным и основным металлом, поры и включения вольфрама, а также кратерные дефекты (трещины и раковины). Непровары корня шва и несплавления могут возникнуть при неправильном выборе режима сварки, при неправильном введении присадочной проволоки в зону дуги, при увеличении угла наклона присадочной проволоки.
Поры образуются в сварных швах при сварке увлажненным аргоном, при загрязнении кромок и присадочной проволоки при плохой защите зоны сварки.
Иногда при выполнении корневого слоя (особенно при сварке толстого металла) в наплавленном металле возникают трещины. Одной из возможных причин возникновения трещин может быть недостаточная толщина корневого слоя. В этих случаях необходимо при сварке увеличить подачу присадочной проволоки.
Дефекты могут иметь место и при неправильной технике заделки кратера.