Двухслойные стали получают путем совместной горячей прокатки двух листов из стали основного и плакирующего слоя, которые при этом прочно свариваются между собой. Поставляется двухслойная сталь листами длиной 1100—8000 мм и шириной 1000—1800 мм. Толщина коррозионно-стойкого слоя зависит от толщины листа и колеблется от 1,5 мм при суммарной толщине листа 8 мм до 7,0 мм при суммарной толщине листа 60 мм.
Для ручной сварки листов из двухслойных сталей встык применяют V-образную разделку, причем возможны две схемы сварки. По первой схеме сварка ведется со стороны плакирующего слоя (рис.5-10,а).

Рис. 5-10. Схема сварки листов из двухслойной стали.
а — сварка со стороны плакирующего слоя; б — сварка при двустороннем доступе к шву.
Углеродистый металл сваривают электродами УОНИ 13/45, УОНИ 13/55 и др. Эта часть шва не должна доходить до плакирующего слоя на 1,5—2 мм. Далее производятся зачистка шва абразивным инструментом и сварка плакирующего слоя. Сварку выполняют в два прохода: первый — электродами марки ЭА-395/9 диаметром 3 мм; второй — электродами марки ЭА-400/10У.
Вторая схема сварки (рис. 5-10,6) применяется при возможности двустороннего доступа к шву. Сварку по этой схеме выполняют таким образом. Вначале сваривают основной слой из углеродистой стали на всю его толщину. Затем со стороны плакирующего слоя абразивным кругом зачищают корень шва и удаляют часть плакированного слоя. Далее приступают к сварке плакированного слоя. Его выполняют в два слоя электродами марки ЭА-395/9 (первый проход) и ЭА-400/10У (второй проход).
При выполнении сварки плакирующего слоя следует соблюдать правила сварки коррозионно-стойких сталей (сварка на пониженных режимах, перерывы между наложением второго слоя и т. д.).
Технология сварки конструкции из двухслойной стали показана на примере сварки цилиндрического вертикального резервуара для хранения конденсата емкостью 1500 м3. Конструкция резервуара, сооружаемого из рулонной заготовки корпуса и днища с кровлей, собираемой из отдельных заводских щитов, показана на рис. 5-11,
Корпус и днище резервуара изготавливают из двухслойной стали общей толщиной 8 мм; основной слой — малоуглеродистая сталь ВСтЗспЗ, плакирующий слой — сталь 12Х18Н10Т. Материал потолка и центральной стойки — сталь 12Х18Н10Т.
Монтаж резервуара начинают с днища. Если заготовка состоит из двух частей, подгоняют стыки частей и сваривают замыкающий монтажный шов I (рис. 5-11). Сварку шва производят со стороны плакирующего слоя по схеме, показанной на рис. 5-10,а. Выполняется сварка одновременно двумя сварщиками от середины к краям обратноступенчатым способом.
На втором этапе на днище разворачивают рулон корпуса с подгонкой его к днищу. По мере развертывания рулона корпус прихватывают к днищу с наружной стороны.
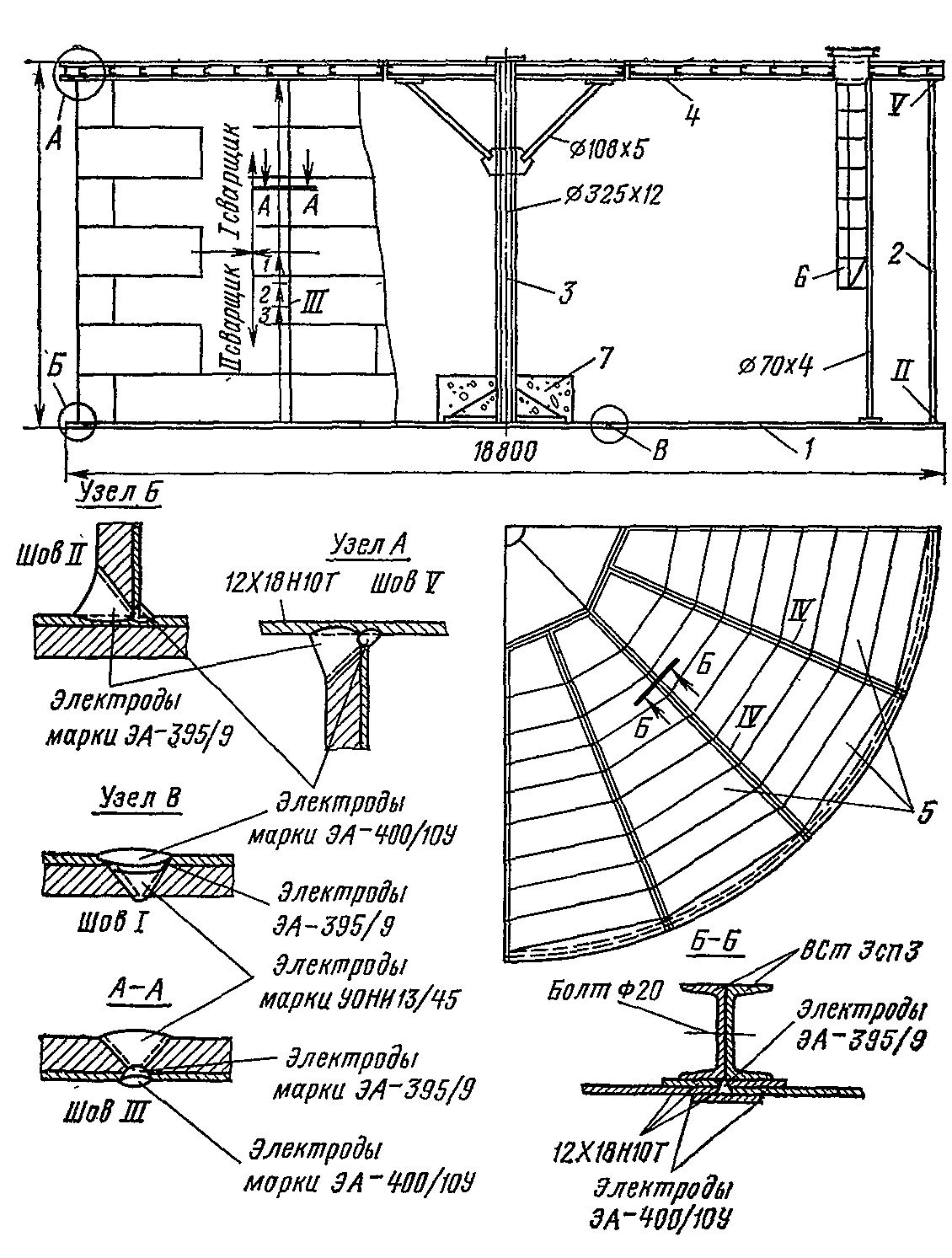
Рис. 5-11. Схема сварки цилиндрического вертикального резервуара для хранения конденсата емкостью 1500 м3.
1 — днище (двухслойная сталь с плакирующим коррозионно-стойким слоем); 2 — корпус (двухслойная сталь); 3 — центральная стойка (коррозионно-стойкая сталь); 4 — потолок (коррозионно-стойкая сталь); 5 — щиты; 6 — лестница; 7 — бетонированная погрузка.
После развертывания корпуса по окружности производят сварку этого участка шва с наружной стороны. Далее в таком же порядке разворачивают всю рулонную заготовку и выполняют сварку кольцевого шва также с наружной стороны, оставляя недоваренными участки длиной 1500 мм в местах вертикального монтажного стыка.
Эти участки заваривают после сварки замыкающего вертикального стыка. Далее с внутренней стороны резервуара абразивными кругами зачищают корень шва и производят заварку внутреннего шва электродами марки ЭА-400/10У.
Одновременно с разворачиванием корпуса резервуара ведут монтаж центральной стойки, приварку ее к днищу и бетонирование.
На следующем этапе выполняют сварку замыкающего вертикального шва III. Последовательность сварки его показана на рис. 5-11. Сварку выполняют одновременно два сварщика. Для безопасности работы над зоной работы второго сварщика сооружается защитный настил. Сначала выполняют весь наружный шов, затем после зачистки корня — внутренний.
Завершающим этапом являются монтаж и сварка кровли, состоящей из отдельных заводских щитов 5. Сборка щитов осуществляется на болтах диаметром 20 мм. Установленные щиты сваривают с корпусом и между собой. Сначала ведут сварку щитов между собой (шов IV), затем приваривают потолок к корпусу (шов У).