3. ОСНОВНЫЕ РЕКОМЕНДАЦИИ ПО СВАРКЕ СТЫКОВ ТРУБОПРОВОДОВ
Работы по сварке трубопроводов АЭС характеризуются:
- разнообразием применяемых для изготовления трубопроводов классов и марок сталей;
- большим диапазоном типоразмеров труб (диаметры от 12 до 1200 мм, толщины стенок от 2 до 75 мм);
- разнообразием конструкций стыков;
- исключительно высокими требованиями к качеству сварных соединений труб;
- выполнением сварочных работ в труднодоступных местах.
Вопросы технологии сварки трубопроводов отдельно для различных классов сталей будут рассмотрены в последующих параграфах главы. В данном параграфе излагаются основные рекомендации по технике и технологии сварки стыков труб, являющиеся общими для всех классов сталей, применяемых при сооружении АЭС.
- При сварке трубопроводов АЭС применяются следующие виды ручной электросварки: аргонодуговая вольфрамовым электродом, электродуговая штучными электродами и комбинированная. При комбинированном методе аргонодуговой сваркой, как правило, выполняют один-два корневых слоя.
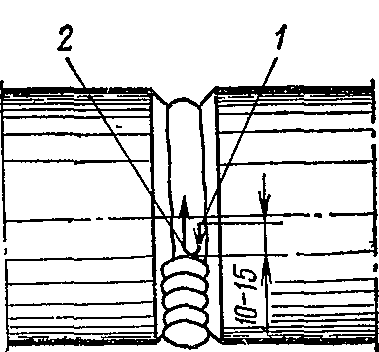
Рис. 4-5. Зажигание дуги на ранее наплавленном металле.
1 — место возбуждения дуги; 2 — начало шва.
- Зажигание дуги при сварке штучными электродами следует производить в разделке или на ранее наплавленном металле. Во втором случае дуга возбуждается па некотором расстоянии (10—15 мм) от начала шва, после чего электрод быстро возвращают назад и начинают процесс свар'ки. Такой прием начала сварки способствует уменьшению газовых пор в шве (рис. 4-5).
- Кратеры при всех видах сварки должны тщательно завариваться, плохо заплавленный кратер в большой степени подвержен образованию трещин и усадочных рыхлот. Металл шва вокруг кратера также может иметь газовые поры и неметаллические включения, которые не успели выделиться из-за быстрого отрыва электрода. Поэтому при заварке кратера концу электрода необходимо сообщать круговые, колебательные или другие движения, способствующие выделению газов и шлаков из шва. При аргонодуговой сварке заварку кратеров рекомендуется производить при некотором увеличении скорости сварки и длины дуги. При сварке с присадочной проволокой кратер необходимо выводить па ранее наплавленный металл шва.
- Сварка стыков труб выполняется в несколько слоев. Количество слоев зависит от толщин стенок свариваемых труб. Минимально накладывают два слоя.
Сварку вертикальных стыков выполняют в направлении снизу вверх. При сварке неповоротного стыка сварку начинают в потолочном положении стыка, отступим на 10—30 мм от нижней точки (рис. 4-6,а).
Сварка горизонтальных стыков производится многопроходным способом валиками небольшого сечения. Замки швов в соседних слоях должны смещаться относительно друг друга на 15—20 мм. После окончания каждого прохода шов зачищают от шлака и брызг с помощью зубила и металлической щетки. Дефекты, выявленные на поверхности слоя (трещины, поры и т. п.), удаляют механическим способом до здорового металла и заваривают.

Рис. 4-6. Схема сварки неповоротных стыков труб. а — схема сварки вертикального неповоротного стыка труб; б — заполнение разделки вертикального стыка, в — заполнение разделки горизонтального стыка. 1—6 — последовательность наложения швов.

Рис. 4-7. Схема сварки вертикальных стыков труб с поворотом
на 180°.
а — до поворота труб; б — после первого поворота, в — после второго поворота.
5. В случаях изготовления узлов трубопроводов на монтажном участке целесообразно выполнять сварку вертикальных стыков с поворотом труб. Различают сварку с поворотом на 360, 180 и 90°. Наибольшее применение получил способ сварки с поворотом труб на 180°. Порядок сварки показан на рис. 4-7. Сначала накладывают первый слой на участках АБ и ВБ, затем трубы поворачивают на 180° и производят сварку на ВГ и АГ первого и второго слоя, затем трубы опять поворачивают на 180° и накладывают второй слой на участках АБ и ВБ. При необходимости подварки шва изнутри трубы ее выполняют после окончания сварки всего сечения трубы также за два поворота.
Сварку монтажных стыков труб производят в неповоротном положении.
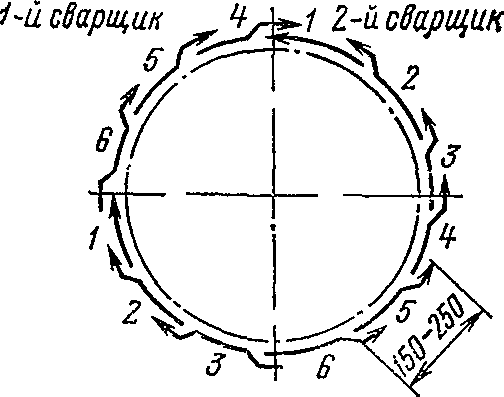
Рис 4-8. Схема сварки неповоротного вертикального стыка большого диаметра одновременно двумя сварщиками. 1—6 — последовательность наложения швов
- Сварку стыков труб большого диаметра выполняют обратноступенчатым способом участками по 150— 250 мм. Схема сварки вертикального стыка, выполняемой одновременно двумя сварщиками, показана на рис. 4-8.
- При электродуговой сварке штучными электродами во всех случаях рекомендуется производить сварку на короткой дуге. Особенно это важно при сварке электродами с фтористокальциевым покрытием, у которых удлинение дуги резко ухудшает защиту расплавленного металла и приводит к образованию газовых пор в шве.
- Сварные стыковые швы должны выполняться с усилением и обеспечением плавного перехода от шва к трубе. Размеры усиления (по высоте и ширине) регламентируются требованиями «Основных положений по сварке». Для часто встречаемых на монтаже типов сварных соединений труб эти требования приведены в табл. 4-1. Поверхность шва с внутренней стороны труб должна быть гладкой с небольшой выпуклостью и плавным переходом от шва к трубе. Допускаемые ослабления обратного валика («утяжки») указаны в табл. 6-1.