ГЛАВА ТРЕТЬЯ АРГОНОДУГОВАЯ СВАРКА НЕПЛАВЯЩИМСЯ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
1. СУЩНОСТЬ СПОСОБА
Важнейшим преимуществом аргонодуговой сварки является возможность сварки металла в широком диапазоне толщин (от 0,5 до 60 мм) с полным проплавлением свариваемых кромок и с хорошим формированием обратного валика во всех пространственных положениях. Схема аргонодуговой сварки показана на рис. 3-1.
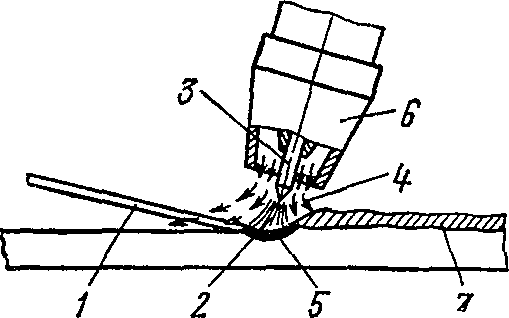
Рис. 3-1. Схема аргонодуговой сварки вольфрамовым электродом. 1 — присадочная проволока; 2 — электрическая дуга; 3 — вольфрамовый электрод; 4— защитная струя аргона; 5 — ванна расплавленного металла; 6— горелка; 7 — сварной шов.
Сварные швы, выполненные аргонодуговой сваркой, обладают хорошим внешним видом, сплошностью и высокими механическими свойствами. Соединения из коррозионно-стойких аустенитных сталей также обладают наиболее высокой по сравнению с другими методами сварки коррозионной стойкостью.
Аргонодуговая сварка сталей производится на постоянном токе при прямой полярности (минус на вольфрамовом электроде). Дуга в аргоне легко зажигается, горит спокойно, и устойчиво. Напряжение дуги ниже, чем в воздухе,— обычно 10—15 В. На прямой полярности вольфрамовый электрод нагревается мало и допустимы высокие плотности тока: например, для электрода диаметром 2 мм сварочный ток может достигать 150 А, для электрода диаметром 3 мм— 180 А.
При аргонодуговой сварке струя аргона хорошо защищает дугу и зону плавления от атмосферы воздуха, благодаря чему почти не происходит выгорания элементов основного и присадочного металлов. Это обстоятельство позволяет производить сварку легированных сталей сварочными проволоками, почти не отличающимися по химическому составу от свариваемых сталей.
Иначе обстоит дело при сварке низкоуглеродистых сталей. В отличие от легированных эти стали хуже раскислены, и применение сварочной проволоки аналогичного со свариваемой сталью химического состава приводит к кипению сварочной ванны и образованию пор в шве. Для предотвращения этого явления и устранения пор при сварке углеродистых сталей необходимо применять сварочные проволоки, легированные достаточным количеством раскисляющих элементов (марганцем, кремнием), например, Св-10ГС, Св-08Г2С и др.
2. ОБОРУДОВАНИЕ И СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ
При аргонодуговой сварке используются источники постоянного тока. Для более точного регулирования сварочного тока применяют балластные реостаты. На практике применяют также питание постов аргонодуговой сварки от многопостовых источников тока. В этом случае многопостовой выпрямитель (ВКСМ-1000, ВДМ-1601) включают на прямую полярность, и от него питаются только аргонодуговые посты.
Для сварки наиболее ответственных трубопроводов АЭС применяются посты аргонодуговой сварки, оборудованные осцилляторами и устройствами дистанционного включения и отключения сварочного преобразователя. Схема такого поста показана на рис. 3-2. Включение и отключение источника тока производятся кнопкой 14, установленной на горелке 8.
Таблица 3-2 Технические данные редукторов для аргона
Основные параметры | Марка редукторов | ||
АР-10 | АР-40 | АР-150 | |
Расход газа, л/мин: |
|
|
|
по черной шкале (дюза № 1) . . | 0,5—2,0 | 5—14 | 10—40 |
по красной шкале (дюза № 2) | 25—10 | 14—40 | 40—150 |
Диаметр расходных дюз, мм: |
|
| 0,8 |
дюза № 1 | 0,2 | 0,55 | |
дюза № 2 | 0,4 | 0,75 | 1,6 |
Технические данные редукторов для защитных газов представлены в табл. 3-2.
3. ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ЗАЩИТНЫЙ ГАЗ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
Вольфрамовые прутки, применяющиеся при ручной аргонодуговой сварке, относятся к так называемым неплавящимся электродам.
Вольфрам является тугоплавким металлом и обладает высокой электро- и теплопроводностью. Температура его плавления 3377°С, температура кипения — около 5000°С. Вольфрамовые прутки изготавливаются из порошка путем прессования, спекания, проковки и последующего волочения. Во время этих операций происходит сваривание отдельных частиц вольфрама.
В настоящее время для сварки сталей наибольшее применение получили лантанированные и иттрированные вольфрамовые прутки диаметром 2—3 мм марок ВЛ-2, ВЛ-10, BЛ-15 и СВИ-7, поставляемые по специальным техническим условиям. Добавка к вольфраму небольшого количества лантана и иттрия существенно облегчает зажигание и поддержание горения дуги, допускает большую плотность тока и увеличивает стойкость самого электрода.
Обычно зажигание дуги при ручной аргонодуговой сварке производится путем короткого замыкания. При этом возможно попадание вольфрама в сварной шов. В тех случаях, когда к сварному шву предъявляются высокие требования по чистоте наплавленного металла, применяется осциллятор, позволяющий зажигать дугу без контакта электрода с изделием.
В качестве защитного газа для ручной дуговой сварки неплавящимся электродом применяется аргон.
По ГОСТ 10157-73 аргон для сварки выпускается трех сортов: высший, 1-й и 2-й. В высшем сорте аргона содержится 98,988% по объему, в 1-м — 98,98% и во 2-м — 98,95%. Для сварки на АЭС допускается использование всех сортов аргона.
Аргон поставляется в жидком или в газообразном состоянии в баллонах. В баллоне емкостью 40 л при давлении 150 кгс/см2 помещается 6000 л или 6 м3 аргона.
Каждый баллон имеет паспорт, в котором указываются сорт аргона, партия, дата наполнения, наименование предприятия — изготовителя аргона.