Надежность работы электроустановок во многом зависит от того, насколько качественно выполнены электрические соединения. Особенно это важно при широком использовании алюминиевых проводов. Как известно, алюминий является хорошим проводниковым материалом, но его внедрение долгое время сдерживалось из-за следующих свойств: высокого электрического сопротивления пленки окиси; ползучести под давлением и отрицательного электрического потенциала по отношению к меди, стали, цинку и другим металлам.
Свойства алюминия в настоящее время хорошо изучены и разработаны не только более трудоемкие и сложные способы создания надежных контактных соединений — сварка и пайка алюминия, но и более простые и достаточно надежные способы — соединения и оконцевания алюминиевых проводов и жил кабелей опрессованием, а также и в зажимных устройствах (табл. 36).
Таблица 36
Соединение, ответвление и оконцевание алюминиевых проводов и жил кабелей
Способ | Особенности способа | Диапазон сечений, мм2 | Операции | Конструкция жилы |
Электросварка переменным током методом контактного разогрева (бездуговая сварка) | Электросварка предварительно скрученных жил, заложенных в обойму, двухэлектродными клещами с применением флюса | 2,5—10 | Соединение и ответвление | Однопроволочные провода и кабели |
Электросварка предварительно скрученных жил, зажатых в держателе, при помощи угольного электрода с применением флюса | 2,5—10 | |||
Электросварка предварительно скрученных жил аппаратом ВКЗ-1 без применения флюса | 2,5—6 | |||
Электросварка (торцевая) при вертикальном положении жил одним угольным электродом | 16—400 | Оконцевание | Однопроволочные и многопроволочные провода и кабели | |
| Электросварка угольным электродом встык в открытой желобчатой форме (с предварительным сплавлением многопроволочных жил в монолитные стержни) | 16—120 | Соединение и ответвление | Однопроволочные и многопроволочные провода и кабели |
Способ | Особенности способа | Диапазон сечений, мм2 | Операции | Конструкция жилы |
| Электросварка жил сплавлением в вертикальном положении в общий монолит (в цилиндрической разъемной форме) | 16—150 | Соединение и ответвление | Многопроволочные |
Термитная сварка | Сварка жил в специальном термитном патроне с применением втулок из алюминия | 16-240 | Соединение | Многопроволочные провода и кабели |
Газовая сварка (пропано-кислородная, бензино | Сварка (торцевая) при вертикальном положении жил однопламенными и двухпламенными горелками | 16—400 | Оконцевание | Однопроволочные и многопроволочные провода и кабели |
Сварка жил встык в открытой желобчатой форме (с предварительным сплавлением жил в стержни) | 16—400 | Соединение и ответвление | То же | |
Сварка жил сплавлением в вертикальном положении в общий монолитный стержень (в цилиндрической разъемной форме) | 16—150 | Соединение и ответвление | Много проволочные провода | |
Опрессовка | Опрессовка жил в трубчатых алюминиевых гильзах местным вдавливанием с применением пасты | 2,5—10 | То же | Однопроволочные |
| Опрессовка жил без гильз при помощи специального инструмента без применения пасты | 2,5—10 | То же | То же |
Способ |
Особенности способа | Диапазон сечений, мм2 | Операции | Конструкция жилы |
Пайка |
Опрессовка жил в трубчатых наконечниках по ГОСТ 9581—68 местным вдавливанием | 16—240 | Оконцевание | Однопроволочные и многопроволочные провода и кабели |
Опрессовка жил в трубчатых алюминиевых гильзах по ГОСТ 9691—68 местным вдавливанием | 16—95 | Соединение | То же | |
Припоем А с подготовкой жил внахлестку с образованием желобка | 2,5—10 | Соединение и ответвление | Однопроволочные провода и кабели | |
Припоем А, Б или «Мосэнерго» с предварительным обслуживанием концов жил, с плавлением припоя пламенем паяльной лампы | 16—150 | Оконцевание, соединение и ответвление | Однопроволочные и многопроволочные провода и кабели | |
Припоем А) Б или «Мосэнерго» с предварительным облуживанием концов жил, методом полива | 25—240 | Соединение | Многопроволочные | |
Соединение в зажимах (во взрывоопасных зонах и пожароопасных помещениях не допускается) | Зажимом, обеспечивающим постоянство давления на жилы, и с устройством, не допускающим их выдавливания | 2,5—10 | То же | Однопроволочные провода и кабели |
Зажимом ответвительным (ответвление от магистрали) | 4—95/2,5—95 | Ответвление | Многопроволочные провода: магистральные / ответвительные | |
Зажимом люстровым | 2,5/0,75—2,5 | Соединение | Провода: алюминиевые / медные |

Рис. 80. Соединение и ответвление однопроволочных проводов (жил) электросваркой в обойме: а, б — подготовка к сварке и готовое соединение для скрытой проводки; в — свар ка; г, д, е — подготовка к сварке и готовое соединение (ответвление) для открытой проводки; 1 — концы проводов со снятой изоляцией; 2 — поверхность накладываемой изоляции; 3 — магистральный провод; 4 — провод ответвления; 5 — обойма; 6 — угольный электрод; 7 — сварочные клещи; 8 — плоскогубцы.
Все указанные способы соединения и оконцевания применимы и для медных проводов. Во всех случаях монтажа электропроводок места соединений и ответвлений однопроволочных и многопроволочных проводов изолируют (обматывают) лентой — прорезиненной в сухих помещениях и более надежной полихлорвиниловой — во влажных и сырых помещениях. При оконцевании кабельным наконечников изоляционная лента перекрывает трубчатую его часть и переходит на изоляцию провода или кабеля. До покрытия лентой места соединения и наконечники покрывают изоляционным лаком.
Сварное соединение в обойме монтируют в следующей последовательности.
- Приготовляют прямоугольные стальные полоски толщиной 0,5—0,8 мм, размером 15'Х 150 мм.
- Снимают с проводов изоляцию на расстоянии, показанном на рисунке 80, а—в.
- Зачищают жилы до блеска проволочной щеткой, наждачной бумагой или ножом, покрывают флюсом.
- Складывают вместе две (при ответвлении — три) жилы, как показано на рисунке 80, а, и обжимают их стальной полоской, образующей обойму 5, так, чтобы торцы жил выступали из обоймы на 2 мм. Затем зажимают обойму с проводами плоскогубцами. При открытой проводке на роликах или изоляторах провод изгибают, как показано на рисунке 80, г, так как после сварки он делается хрупким и может при изгибе обломиться.
- Зажимают верхнюю часть обоймы с введенными в нее проводами между углями клещей, подключенных к паяльному трансформатору, и включают ток.
- Нагревают концы проводов до расплавления (это видно по осадке металла в обойме), разжимают клещи и осаживают ими верхние концы жил, выступающие из обоймы.
- Снимают (после остывания) обойму, зачищают соединение проволочной щеткой, при открытой проводке разгибают (рис. 80, д, е), покрывают лаком, изолируют и снова покрывают лаком.
Однопроволочные алюминиевые провода и жилы кабелей сечением 2,5—10 мм2 соединяют (помимо способа, описанного выше) между собой, а также с медными проводами способом сварки скрученных жил (рис. 81, а), предварительно зачищенных и после скрутки покрытых флюсом. Концы соединяемых жил рекомендуется при сварке располагать вертикально вниз (угли внизу), но удается выполнить сварку и при наклонном и даже горизонтальном положении проводов. Клещи с угольными электродами подключают к понижающему (паяльному) трансформатору мощностью не менее 0,5 кВт с напряжением вторичной обмотки 9—12 В.
Угольные электроды замыкают, раскаляют и касаются ими концов жил. Сварка заканчивается после появления на торцах соединяемых жил шарика расплавленного металла. Соединение зачищают, промывают бензином (водой нельзя), покрывают лаком, изолируют.
Этот способ соединения не требует от исполнителей особых навыков и высокой квалификации.
При соединении этим способом алюминиевых проводов с медными концы жил зачищают с учетом, что алюминиевая жила плотно навивается на медную тремя-четырьмя витками так, чтобы конец медной жилы выступал на 3—4 мм из-под этих витков (рис. 81, б).
Пользуясь специальным аппаратом ВКЗ-1 (рис. 81, в), можно сваривать скрученные провода в любом положении и без применения флюса.

Рис. 81. Соединение и ответвление однопроволочных проводов (жил) электросваркой предварительно скрученных жил: а— двумя угольными электродами; б— одним угольным электродом; в — аппаратом ВКЗ-1 без помощи флюса; 1 — угольный электрод; 2 — соединение с трансформатором; 3 — плоскогубцы с зажимом; 4 — готовое соединение; 5 — медная жила; 6 — алюминиевая жила.
Соединения и ответвления многопроволочных алюминиевых проводов, располагаемые в коробках, обычно выполняют сплавлением в общий монолитный стержень, как показано на рисунке 82, а. Для этого угольный электрод закрепляют в электродержателе и подключают гибким проводом к трансформатору, другой провод от трансформатора соединяют с разъемным охладителем, устанавливаемым на оголенные жилы. На концы жил ставят цилиндрическую разъемную угольную или стальную форму и крепят ее хомутом. Включают ток. При образовании расплавленного металла его перемешивают присадочным алюминиевым прутком и затем отключают ток. Эту операцию выполняют при вертикальном положении жил.
Соединение проводов, прокладываемых открыто, а также жил кабелей часто выполняют сваркой в стык в открытой форме в горизонтальном положении. Предварительно концы жил сплавляют в монолитные стержни (каждую в отдельности) в вертикальном положении, как описано выше. Затем укладывают жилы в стальную цилиндрическую открытую желобчатую форму (рис. 82, б), ставят два охладителя и включают ток. В расплавленный металл между концами жил вводят присадку, и сплав заполняет все пространство между жилами, образуя соединение. При оконцевании зачищенный и покрытый флюсом конец жилы вводят в зачищенную гильзу наконечника и сплавляют в общий монолит вместе с верхней (выступающей) частью гильзы.
Провода и жилы кабелей сваривают также при помощи термитных патронов, образующих сварочное тепло при сгорании термитной смеси. Необходимую температуру воспламенения патрона (около 1000°С) дают специальные зажигательные спички, поставленные вместе с патронами. Каждая партия патронов комплектуется удвоенным количеством спичек.
Газовая сварка многопроволочных жил выполняется в пропано-кислородном, ацетилено-кислородном или бензино-кислородном пламени в два приема: сначала конец жилы сплавляется в монолитный стержень, а затем свариваются жилы между собой. Первую операцию выполняют в стальной цилиндрической разъемной форме в вертикальном или наклонном положении жилы, а вторую — в стальной открытой форме, закрепленной на свариваемых жилах в горизонтальном положении. Оконцевание выполняют в вертикальном положении жилы, при этом наконечник предохраняют от пламени экраном.

Рис. 82. Соединение и оконцевание многопроволочных алюминиевых жил контактной сваркой: а — соединение сплавлением в общий монолитный стержень; б — сварка двух сплавленных в монолитные стержни жил в стык; в — приварка к жиле кабельного наконечника; 1 — охладитель; 2 — присадочный пруток; 3 — угольный электрод; 4 — соединения со сварочным трансформатором; 5 — разъемная форма, закрепленная на жиле хомутом; 6 — соединяемые провода (жилы); 7 — проволочный бандаж; 8 — открытая форма для сварки; 9 — наконечник.
При газовой сварке, так же как и при электрической, применяют флюс и используют охладители, очищают готовое соединение от неровностей, от остатков флюса и шлака, промывают бензином, зачищают от коррозии лаком и изолируют.
В настоящее время широко распространен способ соединения и оконцевания алюминиевых проводов и жил кабелей опрессовкой. Однако нельзя забывать, что этим способом можно получить надежное в эксплуатации контактное соединение только в том случае, если выполнены следующие условия.
Во-первых, размеры и конструкции наконечников должны соответствовать проводу. Исследования показали, что уже небольшое нарушение этого условия может привести к браку в работе. Например, использование наконечника лишь на один типоразмер больше (например, наконечника для провода А-70 вместо наконечника для провода А-50) резко ухудшает качество контакта — увеличивает сопротивление контактного соединения на 38%.
Вторым важным условием является правильный выбор инструментов. Установлено, что применение матриц и пуансонов на типоразмер больше повышает контактное сопротивление примерно на 37%, а применение инструмента на типоразмер меньше приводит к продавливанию или срезанию стенок наконечников и гильз, что также ухудшает контактное соединение.
Следующим по счету, но не по степени важности условием является применение защитной кварцевазелиновой или цинковазелиновой пасты. Кварцевая пыль в первой пасте и цинковая во второй разрушают пленку окиси алюминия во время прессования и этим улучшают качество соединения. Имеющийся в пасте вазелин не только является смазкой, улучшающей снятие пленки за счет лучшего проникновения пыли во все щели, но и защищает алюминий от образования пленки окиси (под действием кислорода воздуха) вновь. Смазка незачищенных поверхностей уменьшает сопротивление контакта на 5%, а зачищенных — на 8%.
Вазелиновой смазкой нужно защищать контактную поверхность разнородный металлов, иначе контактная поверхность алюминия, имеющего отрицательный электродный потенциал по' отношению к другим металлам, может быть разрушена, так как в контакте при наличии влаги и солей происходит электролитическая коррозия. Чтобы не возник контакт из разнородных металлов при присоединении алюминиевых проводов к медным контактам аппаратов, рекомендуются медно-алюминиевые переходные наконечники, у которых трубчатая часть, напрессовываемая на алюминиевую жилу, выполнена из алюминия, а плоская часть, присоединяемая к аппарату, — из меди. В помещениях с агрессивной средой применение таких наконечников обязательно.
На алюминиевую жилу не рекомендуется (особенно в сырых местах) напрессовывать медный наконечник. Алюминий обладает вдвое большим коэффициентом объемного теплового расширения, чем медь, поэтому при нагревании алюминиевая жила увеличивает свой объем больше, чем обжатая вокруг нее медная оболочка. Так как медная оболочка прочнее, алюминий вынужден течь (ползти) из зажатого места в соседние свободные области. При последующем уменьшении тока и охлаждении между медным наконечником (или контактной пластиной электрического аппарата) и алюминиевой жилой может образоваться щель, увеличивающая переходное сопротивление контакта. Это при протекании тока увеличивает нагрев, что усиливает течь алюминия и еще более увеличивает щель. Происходит процесс расшатывания контакта, приводящий к аварии.
При опрессовке соединение выполняется за счет давления, которое превышает предел прочности металла, делающегося текучим и образующего монолитное соединение. Если имеется мощный пресс, то соединение может быть выполнено способом сплошного прессования гильзы или наконечника на шестигранник, являющимся весьма надежным. При использовании небольших прессов или клещей выполняют обжатия или местные вдавливания, что требует достаточной квалификации исполнителей.
Типовым проектом 4.407-36/70 для монтажа электропроводок в сельскохозяйственных производственных помещениях предусмотрена опрессовка:
местным вдавливанием — жил сечением 2,5—10 мм2 клещами ПК-2; жил сечением 16—50 мм2 — клещами ПК-1; а жил сечением 16—240 мм2 — гидропрессом РГП-7м;
сплошным обжатием прессом РГП-7м для проводов всех сечений.
Работу выполняют с соблюдением условий, изложенных ранее, в таком порядке.
- Подбирают нужные типоразмеры наконечников, гильз, инструментов.
- Снимают изоляцию на участке, равном по длине трубчатой части наконечника (или половине длины трубчатой гильзы) плюс 2 мм для проводов или 10 мм для кабелей, смазывают, зачищают жилы до блеска, снимают грязную смазку и сразу же покрывают чистой смазкой (вазелином или пастой).
- Конец жилы вводят в очищенный и заполненный пастой наконечник до упорь или в соединительную гильзу на половину ее длины (до упора с соединяемой жилой).
- Опрессовывают соединение, удаляют заусенцы, проверяют соединение, очищают жилы от пасты, покрывают для защиты от коррозии влагонепроницаемым лаком, изолируют и снова покрывают лаком.
Для соединения однопроволочных алюминиевых проводов сечением 2,5—10 мм2 применяют клещи КСП-4. При этом способе опрессовки гильзы и паста не нужны, однако необходимо особо тщательно зачистить соединяемые концы и сохранить в процессе опрессовки чистоту жил и инструмента. Только тогда сжимаемые в клещах концы сольются в единый монолит и соединение будет надежным (рис. 83).

Рис. 83. Соединение алюминиевых жил опрессовкой в клещах КСП-4.
а — подготовленные (зачищенные, скрученные) концы; 6 — концы, зажатые клещами; в — схема процесса опрессовки; г — готовое соединение; 1 — шток клещей; 2 — место опрессовки; 3 — полуматрицы клещей; 4 — скрученные концы (стрелкой показывают исправление давления при опрессовке).
Алюминиевые жилы проводов и кабелей сечением до 10 мм2 оконцовывать наконечниками не нужно. Промышленность выпускает стандартные электроустановочные изделия, в том числе выключатели и переключатели на 6—15 А, которые обеспечивают непосредственное присоединение таких проводов.
Рис. 84. Присоединение алюминиевых жил:
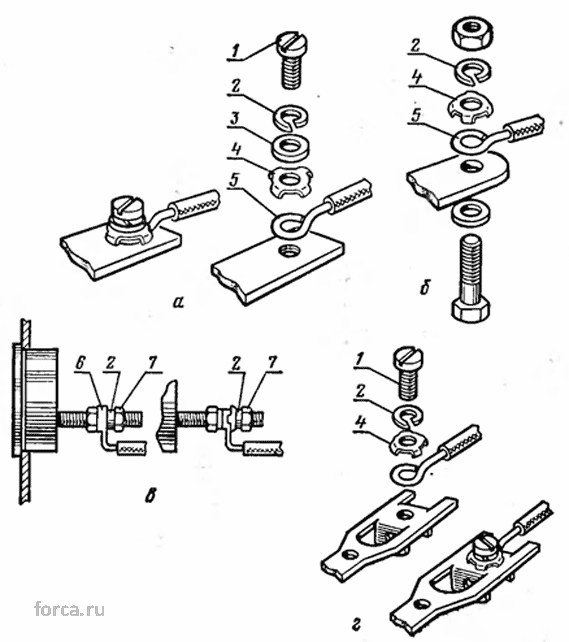
а — к наборному зажиму; б — к выводу катушки аппарата; в — к выводу измерительного прибора; г — к зажимам счетчика СО; 1 — винт; 2 — стандартная пружинная шайба; 3 — плоская шайба; 4 — ограничивающая шайба-звездочка; 5 — жила, загнутая в кольцо по ходу вращения зажимающего элемента; 6 - жила, опрессованная в кольцевом наконечнике (пистоне); 7 — гайка.
Для этой цели в них имеются пружинящие шайбы, обеспечивающие постоянное давление на провода и устройства, предохраняющие провода от выдавливания из-под контактного зажима, обычно выполняемые в виде шайбы-звездочки.
При использовании изделий, контактные зажимы которых не приспособлены для присоединения алюминиевых проводов, дополнительно ставят пружинную шайбу и шайбу-звездочку (рис. 84). Вместо шайбы-звездочки можно запрессовать конец алюминиевого провода (предварительно зачищенного и покрытого пастой) в кольцевой наконечник.
Промышленность выпускает различные зажимы для соединения и ответвления проводов. Для алюминиевых проводов применение пасты и пружинных шайб обязательно. Алюминиевые провода соединяют с медными при присоединении электропроводки к светильникам, заряженным медным проводом, при помощи люстровых зажимов. Медный провод зачищают обычно, а алюминиевый — под вазелином, смазывают пастой и заводят в пружинный зажим. Соединения в сжимах изолируются изолированным корпусом зажима.
Как медные, так и алюминиевые провода могут соединяться пайкой. Однако этот способ менее экономичен и более трудоемок, чем описанные выше, и поэтому применяется реже.
Изоляция соединений и ответвлений должна быть не хуже изоляции соединяемых жил.
В местах присоединений нужно предусматривать, как правило, запас длины, обеспечивающий возможность повторного присоединения.