3-8. ПРИВАРИВАНИЕ КОНТАКТОВ
После прохождения через замкнутые контакты тока такой величины, при которой контактные точки ,на обоих контактах достигают температуры рекристаллизации материала, между ними появляются силы сцепления [ Л. 3-1]. Этот вывод сделан на основании того, что падение напряжения, необходимое для появления сцепления между чистыми контактами (которое определяет истинную температуру контактной точки, § 3-9), примерно равно падению напряжения, соответствующему температуре рекристаллизации материала (табл. 3-9). Еще большие силы сцепления появляются после достижения температуры плавления. Силы сцепления весьма значительны, так как после достижения температуры рекристаллизации, и в особенности после достижения температуры плавления, переходное сопротивление, а следовательно, и выделяемая мощность уменьшаются, что приводит к охлаждению металла. Если сила связи между контактами больше силы, разъединяющей их, то контакты при отключении не смогут разойтись (приварились).
Приваривание контактов зависит от их материала, величины и рода (и частоты) тока, длительности протекания тока, силы пружины, сжимающей контакты в замкнутом положении, силы, разъединяющей контакты при размыкании, которая создана механизмом аппарата (.например, отключающей пружиной), электродинамической силы, отбрасывающей контакты, характера коммутационного цикла (включают ли данные контакты ток или ток подается на заранее замкнутые контакты другим аппаратом).
При переменном токе и в особенности при повышенной частоте контакты легче свариваются, чем при постоянном, так как после расплавления площадок касания при амплитудном токе ток уменьшается и создаются условия для затвердевания расплавленного металла. При данной величине тока наибольшая опасность приваривания имеет место при замыкании контактов, так как пока в процессе замыкания не установилось полное нажатие, в контактной точке выделяется большая мощность благодаря большому переходному сопротивлению. Способствует привариванию подпрыгивание контактов при включении, так как дуга расплавляет контактные точки, которые при соприкосновении контактов свариваются. Все меры, относящиеся к изменению динамики и кинематики контактной системы, которые способствуют уменьшению электрического износа при включении (§ 3-6), препятствуют и привариванию контактов.
Большое значение имеет кинематика контакта при отрыве его. Среди стыковых контактов легче всего отрываются те, которые перекатываются в процессе отключения. Чем больше притирание контактов, тем труднее их оторвать. Скользящие контакты значительно труднее оторвать друг от друга, чем стыковые.
Контакты с шероховатыми поверхностями свариваются легче, чем с гладкими. Поэтому износ контактов от дуги сильно способствует их свариванию.
При небольших отрывающих усилиях (в несколько граммов или десятков граммов), которые прикладываются без удара, приваривание может быть при токе 10 — 100 а. В выключателях главных цепей отрывающие усилия велики и приваривание получается при гораздо больших токах. Сильно влияют здесь электродинамические усилия, возникающие между подвижными и неподвижными токоведущими частями; они уменьшают нажатие на контактах и могут вызвать их отброс. Отброс ведет к обгоранию контактов и привариванию в момент повторного замыкания. Электродинамический отброс контактов снижает наименьший ток, при котором происходит их приваривание. Приваривание может не быть при токах, значительно больших, чем наименьший ток приваривания, из-за того, что большие электродинамические усилия разъединяют контакты. Поэтому при испытаниях надо иметь в виду, что отсутствие приваривания при каком-то токе еще не означает, что при всех меньших его не будет.
Особенно большие, отбрасывающие усилия возникают вследствие взаимодействия между токами в месте сужения линий тока к контактным точкам. Так как размеры и число этих точек неизвестны, то трудно сделать точный расчет. Испытания модели контакта, которая состояла из полусферы со впаянным штифтом, погруженным в ванночку со ртутью, показали [Л. 3-11], что отбрасывающие усилия F определяются по формуле
 (3-14)
(3-14)
где d — диаметр штифта, мм\ i — ток, а.
Формула справедлива при 1<е?<8. Испытания ряда аппаратов показали, что величину отбрасывающих усилий можно приближенно оценить по формуле
 (3-15)
(3-15)
Тепловое действие тока и электродинамические силы, стремящиеся разъединить контакты, пропорциональны квадрату тока. Тепловое действие тока также пропорционально переходному сопротивлению, которое приблизительно обратно пропорционально контактному нажатию. Приваривание контактов вызвано тепловым действием тока и в значительной степени зависит бт соотношения между силой пружины, создающей рабочее нажатие на контактах /, и квадратом мгновенного значения тока. Поэтому минимальное мгновенное значение тока in [а], создающего приваривание, целесообразно определять по формуле
 (3-16)
(3-16)
Испытание ряда аппаратов со стыковыми контактами из латуни, меди и серебра в реальных режимах показали, что при гп=500—20 000 a 0v5<C<i2. В дальнейшем количественное влияние разных факторов мы иногда будем выражать величиной С.
Сопоставление уравнений (3-15) и (3-16) показывает, что приваривание контактов обычно происходит
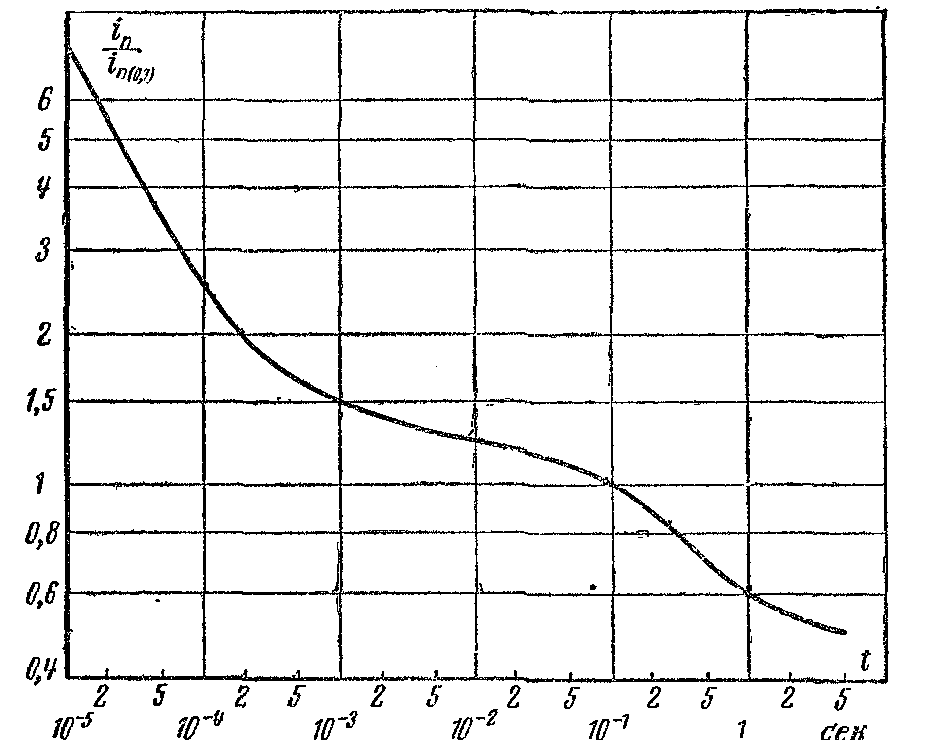
Рис. 3-14. Зависимость тока приваривания in от времени его действия t; выражена в долях тока приваривания (И(0]) при времени действия 0,1 сек.
при меньших токах, чем отброс. Это справедливо для большинства контактов из чистых металлов или их сплавов [ Л. 3-1]. Так как отброс не является доминирующей причиной приваривания, то, кроме величины тока, большое значение имеет время, в течение которого он протекает.
Зависимость наименьшего тока приваривания от времени его действия (рис. 3-14) получена на основе сопоставления результатов исследований Ю. В. Буткевича, Н. Е. Лысова, Г. О. Фейлера, Хильгарта и Волленек [Л. 3-12, 3-13, 3-35, 3-36, 3-54]. При временах менее 10~4 сек нагрев площадки касания контактов можно считать адиабатическим, и наименьшие токи приваривания обратно пропорциональны корню квадратному из времени. При временах порядка 1Q-2 — Ю-3 сек тепловой режим площадки касания устанавливается и ее температура следует за температурой соседних частей. В этом диапазоне наименьший ток приваривания изменяется со временем не столь значительно. При увеличении времени действия тока и приближении к установившемуся тепловому режиму всей детали ток приваривания изменяется все меньше с изменением времени.
Наиболее простым и радикальным способом борьбы с привариванием является применение соответствующих материалов для контактов.
Сравнение качества материалов для контактов с точки зрения свариваемости их производилось многими исследователями. Однако результаты испытаний пока недостаточны для практического их использования при выборе материала в конкретном случае. Это происходит потому, что приваривание определяется соотношением между силами сцепления контактов после прохождения тока и силами, разъединяющими контакты. Эти последние у разных аппаратов разные. Они прикладываются к контакту при ударе контактодержателей о контакты и поэтому сильно зависят от жесткости системы. Если для разных материалов определить токи приваривания при данном нажатии и данной разъединяющей силе, то при другой разъединяющей силе соотношение между токами приваривания разных материалов может быть совершенно другим, и те материалы, которые в первом случае имели наилучшие показатели, во втором могут иметь наихудшие. Чем менее прочно приваривание, тем благоприятнее результаты испытания материала при большой разъединяющей силе (тем относительно больший получается приваривающий ток). Рациональная методика испытания контактных материалов должна давать ответ на вопрос о соотношении между токами приваривания и нажатием на контактах (коэффициент С) при разных отрывающих усилиях в случае подачи тока на замкнутые контакты и в случае замыкания тока испытуемыми контактами.
Ниже даны описания некоторых методик и результатов испытаний.
Г. О. Фейлер предложил следующую методику. На заранее замкнутые контакты при определенном нажатии подается импульс постоянного тока длительностью примерно 1 сек и определяется сила, необходимая для отрыва контакта. Опыт при данном токе повторяется 10 раз. Начинают с малых токов, при которых нет приваривания. Затем ступенями повышают ток, и сначала определяется наибольший ток, при котором сила, необходимая для отрыва контакта, не превышает некоторой, весьма малой величины (порядка 10 Г). Этот ток называется начальный ток приваривания гп.о- Затем при больших токах определяют процентное число случаев, когда происходит приваривание, и силу, необходимую для отрыва контактов. Рассчитывают среднюю силу приваривания и строят кривые зависимости средней силы приваривания и процентного числа случаев, когда происходит приваривание от тока. По этим кривым находят ток 100%-ного приваривания и среднюю силу сцепления при этом токе РШ). Испытания ведутся при разных нажатиях на контактах. Сила зависит от тока и соответствующего ему нажатия на контактах/. Чем эти величины больше, тем больше сила сцепления.
Результаты испытаний круглых контактов диаметром 12 мм со сферической поверхностью радиусом 30 мм при нажатиях на контактах 0,1—1,5 кГ, проведенных Г. О. Фейдером, представлены в табл. 3-5. При этих испытаниях сила сцепления почти не изменялась при нажатии на контактах f более 0,5 кГ. Эти значения и приведены в табл. 3-5.
В некоторых случаях ток приваривания не был пропорционален корню квадратному из нажатия на контактах, при этом коэффициент С не был постоянен, поэтому даны его значения для крайних величин нажатий.
Из таблицы видно, что при данном нажатии на контактах начальный ток приваривания серебра существенно меньше, чем меди (коэффициент С — больше), однако сила сцепления приварившихся контактов у серебра значительно меньше, чем у меди, 120
Таблица 3-5 Результаты испытаний на приваривание контактов по методике Г. О. Фейлера

* См. (3-16).
При других испытаниях Г. О. Фейлера [Л. 3-.35] на заранее замкнутые контакты, сжатые силой от 0,1 до 1,5 кГ, подавался импульс постоянного тока от 100 до 2 000 а длительностью 0,3 сек и определялся ток приваривания при силе отрыва 100 Г; результаты испытаний приведены в табл. 3-6.
Таблица 3-6 Результаты испытаний на приваривание контактов при силе отрыва 100 Г
Материал контактов | Значение С*, кГ/а2 | |
f=0,l кГ | /=1,5 к Г | |
Серебро | 1,5 | 3,2 |
Медь | 3,4 | 6,7 |
Серебро—15% окиси кадмия | 4,5 | 9,2 |
Серебро—никель—графит | 4,8 | 10 |
Серебро 45% никеля | 11,5 | 13 |
Из таблицы видно, что серебро в данных условиях лучше меди. Особенно плохо работает серебро—никель.
Хольт {Л. 3-17] пропускал переменный ток в течение одного полупериода (60 Гц) через контакты, сжатые силой 1,2 — 5 кГ. При этом, если сила отрыва равнялась 25% силы нажатия, то получилось, что для серебра С=2,5, а для меди С =10.
Стандартная установка, рекомендованная Американской организацией по испытанию материалов [Л. 3-37, 3-38], предусматривает испытание при включении и отключении небольших переменных токов при нажатии на
Койтактах It) 6 Г и разъединяющей силе 75 Г. Фиксируется ток, делающий одно приваривание в течение 100 000 операций. Для серебра этот ток равен 23 а, для вольфрама — 37 с, для никеля — 6 а. Ток 28 а при серебряных контактах дает 55 привариваний из 100 000 операций.
Обширные испытания разных материалов на свариваемость провел проф. В. В. Усов {Л. 3-14, 3-16]. Методика испытания была следующая. Контакты, шунтированные емкостью 16 мкф, замыкали цепь постоянного тока с индуктивностью 0,3 гн и электродвижущей силой 24 в. Установившийся ток в цепи был равен 10 а. Продолжительность пребывания под током была 6 сек. Нажатие на контактах равнялось 100 Г. Определялись средняя прочность приваривания и число привариваний. Результаты испытаний некоторых материалов, применяемых в коммутационных аппаратах, приведены в табл. 3-7.
Таблица 3-7 Результаты испытаний на приваривание контактов из разных материалов
Материал | Число привариваний, % | Средняя прочность привариваний, Г | Относительное значение произведения числа привариваний на среднюю прочность приваривания |
Композиция: серебро + 70% вольфрама | 0,4 | ||
Вольфрам | —. | 5 | 1 |
Композиция: медь+80% вольфрама | 1,4 | ||
Молибден | —. | 6 | |
Серебро | 50 | 40 | 14 |
Медь | 31 | 127 | 28 |
Никель | 60 | 80 | 34 |
Л инк [Л. 3-16] испытывал контакты, которые включали сопротивление 0,1 Ом на зажимы конденсатора емкостью 3 мкф, заряженного до напряжения 250 в. Нажатие на контактах равнялось 3 Г. Установлено, что средняя сила отрыва медных контактов была 10 — 20 Г, а серебряных 3 — 10 Г. 122
Испытаниями [Л. 3-34, 3-35] установлено, что при включении тока 20—45 а серебряными контактами при нажатиях на контактах соответственно 0,35 — 1,4 кГ и временах подпрыгивания 4 мсек уже возникает небольшая сила сцепления (десятки граммов). Если контакты замкнуты до подачи тока, то та же сила сцепления возникает при токах, в 5 — 50 раз больших. Однако такой большой разницы в токах приваривания контактов аппаратов, включающих ток и замкнутых до подачи тока, никогда не наблюдается (см. табл. 3-8). Это говорит о важности испытаний при реальных усилиях, разъединяющих контакты.
Испытания ряда аппаратов на токи приваривания контактов в реальных режимах дали результаты, приведенные в табл. 3-8.
Таблица 3-8 Результаты испытаний на приваривание контактов в реальных режимах (в аппаратах)
Материал | Аппарат | Род тока | Нажатня на контактах. | Характер коммутационного цикла | С, кПа* |
Латунь | Масляные выключатели [Л. 3-12, 3-13] | Переменный | 1—18 | ЭД | 1,6 |
Медь | То же | То же | 1—18 | эд | 0,6 |
Медь | Контакторы КТ5000 | " " | 0,3 — 16 | ЭД вкл | 0,8 1,8 |
Серебро | Контакторы кув | Постоянный | 0,6 — 1,5 | вкл | 0,9 |
0,06 — 0,14 | вкл | 2 |
Примечание.
ЭД означает, что определялась электродинамическая устойчивость контактов, т. е. контакты были замкнуты до подачи тока.
ВКЛ означает, что определялась включающая способность контактов.
Эти испытания показывают, что с точки зрения свариваемости серебряные контакты аппаратов работают лучше медных, что согласуется с результатами испытания этих материалов на лабораторных установках при достаточно больших разъединяющих усилиях. Серебро—никель работает хуже серебра; серебро — окись кадмия и серебро — окись меди лучше серебра. Более высокую устойчивость к свариванию при работе в автоматических выключателях по сравнению с вышеуказанными материалами имеют металлокомпозиции серебро — вольфрам и медь — вольфрам.
Однако при очень больших разъединяющих усилиях эти композиции вследствие их высокой прочности могут иметь меньшие токи приваривания, чем медь и серебро.
Установлено, что контакты из разных материалов не свариваются при больших токах, чём контакты из одинаковых материалов.
Очень высокую стойкость против приваривания имеют контактные пары, у которых хотя бы один контакт выполнен из композиции, содержащей графит.