г) Намотка непрерывных обмоток
Технологические процессы намотки непрерывных обмоток аналогичны для всех исполнений обмоток трансформаторов 10—330 кВ, но вследствие разнообразия конструкций применяются различные схемы их намотки (рис. 5-8).
Непрерывные обмотки трансформаторов различных мощностей и напряжений отличаются числами витков и катушек, сечением и изоляцией обмоточного провода, числом параллельных проводов, размерами каналов и числом реек, расположением регулировочных петель и ответвлений, осевыми размерами, внутренними и наружными, диаметрами, расположением присоединяемых катушек, наличием или отсутствием экранирующих витков и емкостных колец и т. п. Поэтому наличие тех или иных конструктивных элементов существенно влияет на технологический процесс изготовления обмоток.
Намотку непрерывных обмоток можно производить как на горизонтальных, так и на вертикальных намоточных станках.
Вначале рассмотрим намотку непрерывных обмоток на горизонтальных станках.
Витки непрерывной обмотки образуют катушки. На рис. 1-8 были показаны переходы из одной катушки в другую и их чередование: переходы из первой катушки во вторую выполняются снизу по внутренним виткам, из второй в третью — сверху по наружным, из третьей катушки в четвертую — снова снизу по внутренним и т. д. Одна катушка намотана обычным способом: первый виток ее находился под остальными, в последующей катушке первый виток оказывается снаружи; он лежит на всех остальных витках. Таким образом, переход из одной катушки в другую производится непрерывно, без паек, что достигается перекладыванием витков перекладных катушек. При этом переход обмоточного провода из катушки в катушку получается коротким и расположен так, что не повреждается при стяжке обмотки и не снижает изоляционную прочность промежутка между катушками.

Рис. 5-8. Типовые схемы намотки непрерывных обмоток. а — левая прямая схема обмотки; б — правая прямая схема; в — левая прямая схема обмотки с наружными отводами; г — левая прямая схема обмотки с внутренними отводами; д — правая прямая схема обмотки с наружными отводами; е — правая прямая схема обмотки с внутренними отводами; ж — оборотная схема обмотки с наружными отводами; з — оборотная схема обмотки с внутренними отводами.
Характерной особенностью непрерывной обмотки является выполнение так называемых перекладных катушек. Роль перекладных катушек можно уяснить из рис. 1-9,а. Здесь перекладными являются все нечетные катушки. Перекладные катушки сначала наматываются как обычно, а затем витки этих катушек перекладывают в обратном порядке.
В зависимости от указанного на чертеже расположения конца (начала) обмотки — снаружи или внутри катушки — первую катушку наматывают соответственно как перекладную или постоянную. Сдвинув по рейкам дистанционные прокладки (в левую сторону — при левой или в правую сторону — при правой намотке), оставляют только дистанционные прокладки, образующие канал между первой катушкой и опорным кольцом, и начинают намотку первой катушки.
Так как существует множество исполнений непрерывных обмоток, рассмотрим отдельные типовые случаи намотки обмоток, выполненных по прямой и оборотной схемам (рис. 5-8).
Непрерывная обмотка из одного провода. Вначале ознакомимся с простейшим случаем намотки непрерывной обмотки, имеющей целое число витков (см. рис. 1-7,а); сечение витка состоит из одного провода с нормальной изоляцией; кояцы обмотки расположены снаружи, намотка левая по прямой схеме (рис. 5-8,а). Выполнив подготовительные работы перед намоткой, закрепляют концы провода требуемой длины за деревянную планку (вырез в упорном диске или луч раздвижного шаблона), ослабляют натяжение провода и включают станок; направление вращения — по часовой стрелке.
Производят намотку витков первой перекладной катушки за несколько приемов: вначале наматывают без натяжения витки временной катушки (рис. 5-9,а, б) и выполняют переход в следующую катушку (рис. 5-9,0), затем вручную производят перекладку витков временно намотанной катушки (рис. 5-9,г, д), передвигают всю катушку на свое прежнее место и затягивают витки до заданного радиального размера (рис. 5-9,ё). Перекладку витков временно намотанной катушки производят по одному витку в последовательности, обратной принятой при намотке; вначале снимают верхний виток и укладывают его на электрокартонные рейки, затем снимают

Рис. 5-9. Процесс намотки перекладной катушки (виток из одного провода).
а — выполнение наружного перехода постоянной катушки и намотка первого витка перекладной катушки; п — намотка витков временной катушки; в -- выполнение перехода перекладной катушки; г — перекладка витков временной катушки; <) — закончена перекладка витков катушки; с - перекладная катушка с внутренним-,, переходом для намотки постоянной катушки.
следующий виток и укладывают на ранее снятый и т. д. Когда последний (нижний) виток временно намотанной катушки будет уложен на верх получившейся после перекладки катушки, на нее устанавливают четыре — восемь (в зависимости от диаметра обмотки) П-образных деревянных зажимов для устранения рассыпания витков катушки при затяжке. Катушку с уже окончательно переложенными витками передвигают на ее постоянное место вплотную к дистанционным прокладкам и производят затяжку витков с помощью приспособлений, описанных в гл. 6. В процессе затяжки уплотняют витки секции легкими ударами деревянного молотка в осевом и радиальном направлениях, а затем закрепляют конец обмотки бандажом из киперной ленты (или специальной струбциной). Передвигают по рейкам дистанционные прокладки (образующие канал между первой и второй катушками) и производят намотку постоянной катушки с необходимым натяжением провода и уплотнением витков катушки. Плотность намотки витков ратушки и контроль натяжения обеспечивают устройства рис. 6-9. По окончании намотки постоянной катушки на нее устанавливают П-образный зажим-фиксатор (см. рис. 6-18,а и б), отмечают переход в следующую третью (перекладную) катушку, выполняют наружный переход и продолжают намотку.
На рис. 5-9 для большей наглядности фактически изображен процесс намотки пятой, а не первой катушки. Все сказанное в тексте относится ко всем катушкам начиная с первой.
Переходы (рис. 5-10) во всех обмотках являются одним из самых опасных мест в отношении пробоя изоляции, поэтому они должны быть выполнены очень надежно и аккуратно. Все переходы выгибают гибочным приспособлением (рис. 5-10,а) таким образом, чтобы переход не выступал в соседний канал, а центр изгиба располагался в середине промежутков между прокладками по центру поля. Переходы дополнительно изолируются, как показано на рис. 5-10,6, в. Внутренний переход изолируется всегда прокладкой (или коробочкой), накладываемой на провод сверху, а наружный — снизу.
Третью секцию выполняют так же, как первую. Вначале передвигают требуемое число дистанционных прокладок вплотную ко второй катушке, укладывая один виток на другой; после укладки последнего витка выполняют внутренний переход в четвертую (постоянную) катушку и производят перекладку и затяжку витков, как описано выше.
После установки прокладок между третьей и четвертой катушками производят намотку четвертой (постоянной), выполняют наружный переход из четвертой в пятую катушку и продолжают намотку последующих катушек, повторяя технологические приемы намотки перекладных и постоянных катушек (см. рис. 1-9).

Рис. 5-10. Выполнение переходов.
а — изгиб провода для перехода; б — изолировка наружных и внутренних переходов формованными коробочками; в — изолирование наружных и внутренних переходов изолирующими прокладками; 1 — прокладка простая; 2 — коробочка формованная; 3 — прокладка фасонная; 4 — бандаж из ленты.
В нашем примере все нечетные катушки наматывают с перекладкой витков и выполнением внутренних переходов, а все четные — постоянными, с наружными переходами. Если требуется выводные концы обмотки расположить внутри, то намотку нечетных катушек производят постоянными, а четных — перекладными. При целом числе витков в каждой катушке начало и конец обмотки, а также все переходы будут расположены в одном поле между первой и последней рейками, как показано на рис. 5-11,а [35]. Цифрами на «развертке» указаны рейки. Всего их в изображенной обмотке 16. Начало обмотки и все переходы из катушки в катушку выполнены между рейками 1—16.

Рис. 5-11. Расположение начала обмотки и переходов из одной катушки в другую (непрерывная обмотка в развернутом виде). а — целое число витков в каждой катушке- б — дробное число витков в каждой катушке.
Но не всегда обмотка имеет целое число витков в каждой катушке. Иногда общее количество витков в обмотке требуется такое, что на каждую катушку не приходится по целому числу витков. В этом случае каждая катушка должна иметь целое число витков и плюс какую-то долю полного витка. В результате начало обмотки и переходы из одной катушки в другую будут взаимно смещены на определенную часть окружности. Возьмем для примера случай, когда каждая катушка имеет 4 15/16 витка. Расположение начала обмотки и переходы из катушки в катушку получаются так, как указано на рис. 5-11,6. Начало обмотки расположено между рейками 1 —16. Переход из первой во вторую катушку расположен между рейками 15 и 16, т. е. по отношению к началу смещен на 1 /16 окружности. Переход из второй в третью катушку расположен между 14 и 15 и т. д. В результате после шестнадцатой катушки будет недоложен одни полный виток. Если бы не докладывать 2/16 долей окружности па каждой катушке, то после шестнадцатой оказались бы недоложенными два витка. В той части витка, где не выдерживается радиальный размер катушки из-за недобора долей витка, необходимо выровнять радиальный размер катушки, проложив полоску электроизоляционного картона между вятками, т. е. выполнить так называемый «разгон» радиального размера катушки.
Непрерывная обмотка из нескольких проводов. В тех случаях, когда витки непрерывной обмотки состоят не из одного, а из нескольких параллельных проводов, процесс намотки ведется так же, как и в случае одного провода, за исключением выполнения переходов из одной катушки в другую. В предыдущем случае, когда мы рассматривали обмотку из одного провода, мы имели только один переход из катушки в катушку. В случае многопараллельной обмотки число переходов между катушками будет соответствовать числу параллельных проводов обмотки. Особенностью выполнения переходов в многопараллельной обмотке является то, что во время перехода производится перемена проводов местами: верхний провод становится нижним, второй провод сверху, делается вторым снизу и т. д. В качестве примера возьмем обмотку из двух параллельных проводов, изображенную на рис. 5-12,а В первой катушке провод б находился вверху, а провод а — внизу. После перехода во вторую катушку провода поменялись местами: верхним стал провод а, а нижним—провод б. При переходе из второй в третью катушку провода снова меняются местами: провод б становится верхним, а провод а — нижним и т. д. Аналогичная картина получается при большем количестве параллельных проводов. Возьмем для примера обмотку из четырех проводов (рис. 5-12,6). Провод а, находившийся в первой катушке наверху, во второй катушке стал нижним, провод б в первой катушке был вторым сверху, а во второй катушке он стал третьим сверху, провод в в первой катушке был третьим сверху, а во второй он стал вторым сверху, и наконец, провод г в первой катушке был нижним, а во второй стал верхним. Указанное изменение расположения проводов (транспонирование) делается для того, чтобы все параллельные провода имели одинаковую длину и были примерно в одинаковом положении по отношению к магнитному полю рассеяния.
Рис. 5-12. Переходы между катушками непрерывной обмотки с транспозицией параллельных проводов. а — виток состоит из двух проводов; б — виток состоит из четырех проводов.
![]()
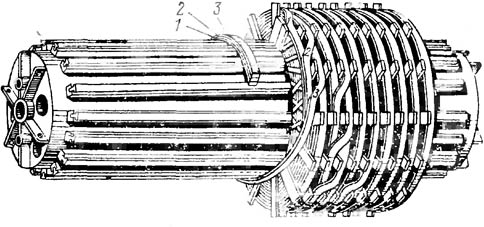
Рис. 5-13. Транспонирование параллельных проводов витка непрерывной обмотки (виток состоит из трех проводов).
1—3 — три привода витка.
Рассмотрим транспонирование трех параллельных проводов (/, 2, 3) витка обмотки с помощью технологического клина (рис. 5-13). Намотав заданное число витков постоянной катушки, параллельные провода последнего витка скрепляют зажимом или связывают лентой (для удобства транспонирования), размечают наружные переходы проводов в следующую перекладную катушку и изолируют их. Вначале изгибают верхний провод, затем второй и последним изгибают третий нижний провод, смещая изгибы каждого последующего провода на одно поле. Чтобы плавно опустить на рейки наружные переходы, расположенные сверху постоянной катушки, применяют технологический (ступенчатый по высоте) клин, который устанавливают на рейки под первый виток перекладной катушки. Применение клина обеспечивает полное прилегание одной параллели витка к другой и правильное расположение всех переходов в заданных полях. На клине укладывают переходы в требуемой последовательности, располагая на каждой ступени по одному переходу. Первый нижний переход укладывают на первую ступень клина, следующий переход — на вторую ступень и т. д.; последним на клин укладывают верхний переход первого витка. После укладки переходов на клин изменяется расположение всех параллелей первого витка, т. е. нижний проводник становится верхним и наоборот, как это показано на рис. 5-13. Намотав первый виток на клин, второй виток временной катушки наматывают рядом с ним, последующие витки укладывают на второй виток и продолжают намотку в обычном порядке.
Взаимное смещение переходов проводов усложняет счет витков, определение начала и конца катушки, что чрезвычайно важно знать при намотке. В самом деле, возьмем обмотку, развертка которой показана на рис. 5-14,а. Начало первой катушки, как видно из рисунка, находится в пролете 16. Что же считать концом катушки, если фактически он распределен на четыре пролета 13—16?
Для того чтобы было единообразие в изготовлении обмоток, практикой выработано определенное правило: если виток состоит из нечетного числа параллельных проводов, счет витков и определение начала и конца катушки ведут по среднему проводу; при четном числе параллельных проводов счет витков ведут по последнему проводу первой половины (рис. 5-14,а) либо по первому проводу второй половины.
Рассмотрим примеры. 1. Требуется намотать на 16 рейках обмотку из трех параллельных проводов так, чтобы в первой катушке получилось 215/ie витка, во второй катушке 28/ie витка, в третьей катушке 28/ie витка и во всех последующих по 3 витка. Начало и конец катушки в данной обмотке должны определяться средним проводом. Таким образом, если начало первой катушки расположено в пролете 16, то после намотки 215/i6 витка конец первой катушки и начало второй катушки окажутся в пролете 15 (рис. 5-14,6), где средний провод делает переход из первой катушки во вторую. Дальше, после намотки 28/ie витка конец второй катушки и начало третьей окажутся в пролете 8, где средний провод делает переход из второй катушки в третью. В третьей катушке должно быть намотано 2 8/10 витка. Считая от начала этой катушки, т. е. от пролета 7, конец этой катушки и переход среднего витка в четвертую катушку получится в пролете 16. Так как четвертая катушка и следующие за ней должны иметь по три витка, дальнейшие переходы среднего провода будут получаться всегда в пролете 16. На рис. 5-14,6 для большей наглядности переходы среднего провода выделены.
До сих пор мы говорили лишь о среднем проводе. Из рис. 5-14,6 очевидно, что из остальных проводов один (нижний) имеет переходы всегда на один пролет раньше среднего, а другой (верхний) — на один позже.

Рис. 5-Л4. Схема расчета числа витков в обмотке при дробном числе витков в трех крайних катушках.
а виток состоит из четырех проводов; б — виток состоит ив трех проводов.
2. Требуется намотать обмотку из четырех параллельных проводов на 16 рейках так, чтобы первая катушка имела 2u/i6 витка, вторая —29/ie витка, третья — 29/16 витка и все остальные по 3 витка. По условию в обмотке, состоящей из четного числа проводов, начало и конец катушки определяются по первому проводу второй половины всех проводов, т. е. в данном случае по третьему проводу. Таким образом, если начало рассматриваемой обмотки (рис. 5-14,а) находится в пролете 16, то после намотки 214/ie витка в пролете 14 третий сверху провод должен сделать переход во вторую катушку. Это место будет считаться концом первой катушки и началом второй. Если считать с этого места, намотав 29/i6 витка, переход третьего провода в третью катушку получится в пролете 7. Аналогично делаются и дальнейшие расчеты мест переходов.
Непрерывные обмотки с регулировочными ответвлениями. Рассмотрим наиболее характерные случаи намотки обмоток с регулировочными ответвлениями. При концентрическом расположении обмоток на стержне магнитопровода регулировочные и другие ответвления от внутренних обмоток СН и НН выходят вверх и вниз вдоль внутренней или наружной поверхности «своей» обмотки. При этом в одном поле (между столбами прокладок) помещают один или два отвода. Отводы выполняются из ленточной меди, когда они припаиваются к внутреннему витку, или из обмоточного провода — при присоединении отвода к наружному витку катушки. Заготовки отводов в виде отдельных проводов или полос ленточной меди вначале собирают в пакет заданного сечения, затем изолируют полосами кабельной бумаги и опрессовывают на прессе. Концы отводов выгибают так, чтобы обеспечить высококачественное выполнение паек с последующим изолированием мест пайки и укладкой электрокартонных прокладок, изолирующих отводы от катушек обмотки. Пайку отводов производят вблизи переходов. Место пайки тщательно зачищают и изолируют лакотканью, строго выдерживая длину конуса не менее 10-кратной толщины накладываемой изоляции. Под припаянный регулировочный отвод укладывают и бандажируют электрокартонные прокладки, привязывая их к катушкам обмотки киперной лентой.
Применяют две схемы обмоток с регулировочными ответвлениями — прямую и оборотную.
При прямой схеме обмотка имеет разрыв в середине (см. рис. 5-8,в, г). Регулировочные ответвления делаются в месте разрыва. Обе половины обмотки являются продолжением одна другой. Оборотной (см. рис. 5-8,ж, з) называется такая схема, при которой обмотка также состоит из двух половин, но эти половины имеют разное направление намотки: одна из них намотана в направлении движения часовой стрелки (имеет «правую» намотку), а другая —в обратном направлении (имеет «левую» намотку).
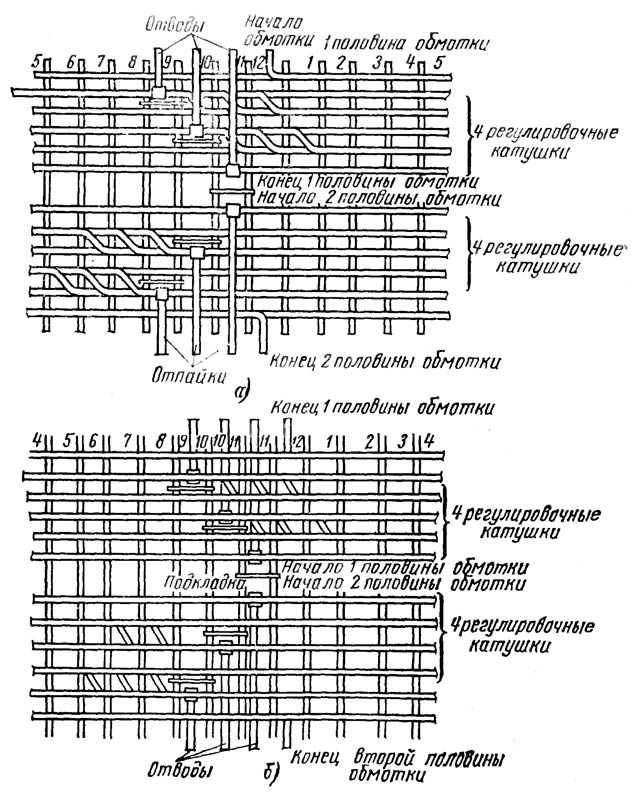
Рис. 5-15. Расположение отводов обмотки с прямой схемой.
а — ответвления на наружных витках катушек; б — ответвления на внутренних витках катушек.
Рассмотрим сначала прямую схему намотки. Возьмем для примера обмотку из трех параллельных проводов на 12 рейках (рис. 5-15,а) с наружными отводами. Процесс намотки до пайки первого отвода производят, как при обычной непрерывной обмотке. Затем в том месте, где по техническим данным предусмотрено ответвление, зачищают провода от изоляции, и к ним припаивается отвод. Место пайки изолируют. После выполнения первого ответвления намотка продолжается дальше обычным порядком до пайки следующего отвода. При этом тщательно считают витки, так как число их между ответвлениями должно быть строго определенно. В рассматриваемом случае начало первой половины обмотки расположено в пролете 12. В случае целого числа витков в данной половине конец ее, представляющий собой третье ответвление, должен находиться в пролете 12. Но так никогда не делается. Из соображений удобного и надежного размещения отводы располагаются только по одному в каждом пролете. Таким образом, третье ответвление, представляющее собой конец первой половины обмотки, смещено по отношению к началу обмотки на один промежуток и расположено в пролете 11. На том же самом основании второе и первое ответвления расположены соответственно в пролетах 10 и 9.
После намотки первой половины обмотки начинают намотку второй половины. При этом направление намотки витков остается то же, поэтому процесс намотки второй половины точно такой же, как и первой.
Рассматривая рис. 5-15,а, мы все время имели в виду, что регулировочные ответвления делались от верхних витков катушек, и таким образом они получались на наружной поверхности обмотки (рис. 5 8,в, д). Между тем бывают случаи, когда ответвления делают от нижних витков катушек, и тогда они располагаются не на наружной, а на внутренней поверхности обмотки, т. е. между катушками и цилиндром (рис. 5-15,6). В этом случае процесс намотки производят иначе: намотку первой половины начинают с середины цилиндра и ведут в направлении к одному из его концов (см. рис. 5-8,г, е). Затем весь шаблон вместе с намотанной на него первой половиной обмотки переворачивают на 180° и намотку второй половины начинают с середины цилиндра в направлении другого его конца.
Рассмотрим теперь намотку обмотки по оборотной схеме.
Намотка ее не отличается от описанной выше. Следует лишь точно учитывать расположение отводов — внутри или снаружи обмотки. Если отводы должны быть расположены снаружи, то намотку надо начинать с конца цилиндра и вести ее по направлению к середине. После намотки первой половины весь шаблон вместе с намотанной на него первой половиной обмотки следует развернуть на 180° и, начиная от изготовленной половины, продолжать намотку дальше. В результате получим, что обе половины обмотки будут иметь разные направления намотки витков (см. рис. 5-8,ж). В том случае, когда обмотку выполняют с внутренними отводами (см. рис. 5-8,д), процесс намотки начинают с середины шаблона. При этом как первая, так и вторая половина наматываются без переворачивания шаблона. В этом случае в обеих половинах обмотки также получаются разные направления намотки витков.
Особенности намотки непрерывных обмоток трансформаторов большой мощности. При диаметре обмотки более 1500 мм или большом радиальном размере катушек (больше 140 мм) перекладывание витков временных катушек затруднено. Поэтому намотку таких обмоток (рис. 5-16) выполняют одинарными катушками, в ходе намотки соединяя их концы пайкой. На горизонтальном станке намотка производится поочередно с барабанов, установленных по обе стороны намоточного станка. Обмотчик также меняет свое рабочее место и находится всегда с той стороны станка, где установлен обмоточный провод. При намотке каждой катушки изменяют направление вращения станка.
Изогнув конец провода в виде перехода во вторую, еще не намотанную катушку, его закрепляют за шаблон и производят намотку витков первой катушки. Закончив намотку катушки, конец провода обрезают. Наружный конец первой катушки изолируют и закрепляют в соответствии с чертежом. Это начало обмотки. Для продолжения намотки последующих катушек к внутреннему концу первой катушки паяют провод с другого барабана и наматывают вторую катушку, изменив при этом направление вращения станка. Третью катушку
наматывают подобно первой с первого барабана, четвертую со второго и т. д. После намотки третьей катушки ее наружный переход паяют с наружным витком второй, а внутренний переход — с витком четвертой катушки. Намотку и соединение постоянных катушек производят аналогично.
Намотку высоковольтных обмоток крупных силовых трансформаторов выполняют на станках с вертикальной осью вращения (см. рис. 6-5). По сравнению с горизонтальной намотка на вертикальных станках имеет ряд указанных выше преимуществ.

Рис. 5-16 Намотка непрерывной обмотки на горизонтально-намоточном станке.
Рассмотрим технологию намотки обмоток на вертикально-намоточных станках (рис. 5-17).
Планшайбу станка устанавливают в крайнее верхнее положение, закрепляют на ней нижнюю прессующую плиту с уложенной заранее концевой изоляцией обмотки и разжимную оправку с технологическим цилиндром. Разжимая лучи оправки, устанавливают нужный размер диаметра цилиндра, соответствующий внутреннему диаметру обмотки. Затем устанавливают и закрепляют на цилиндре комплект реек с частью набора дистанционных прокладок. Остальную часть дистанционных прокладок подают к станку набранными на картонные полоски. Во время намотки по мере надобности прокладки снимают с полос и устанавливают на рейки. При расположении по краям обмотки входных катушек, выполненных дисковыми, вначале устанавливают на оправку емкостное кольцо, затем нижние катушки дисковой части обмотки в заданном количестве и последовательности, после чего припаивают конец дисковой катушки к обмоточному проводу и начинают намотку непрерывной части обмотки. Намотку производят с одной стороны станка, изменяя направление вращения при намотке каждой катушки. Намотку начинают с разметки внутренних переходов всех параллельных проводников первого (нижнего) витка.

Рис. 5-17. Намотка высоковольтной обмотки на вертикально-намоточном станке.
Заизолировав и выгнув переходы, закрепляют конец обмотки за цилиндр и начинают намотку первой катушки в соответствии с направлением намотки. Намотав первый виток, под внутренние переходы подкладывают электрокартонные прокладки, после чего продолжают намотку оставшихся витков первой катушки. Намотанную катушку закрепляют струбциной, отрезают провода, изолируют и закрепляют наружный конец. Он является началом обмотки.
Для продолжения намотки припаивают провода к внутренним переходам намотанной катушки, изменяя при этом направление вращения шпинделя станка, опускают по рейкам дистанционные прокладки, образующие каналы, и приступают к намотке витков второй катушки. Намотав и закрепив вторую катушку, обрезав провода, выполняют наружные переходы и, установив дистанционные прокладки, наматывают третью. Вначале размечают и изгибают внутренние переходы (в четвертую катушку), изменяют направление вращения шпинделя и производят намотку третьей катушки. Закрепляют наружный виток и обрезают провода, после чего концы всех параллельных проводников верхнего витка третьей катушки припаивают к наружным переходам второй катушки.
В процессе намотки непрерывной части обмотки выполняют регулировочные ответвления и петли, как это было описано для намотки на горизонтальных станках. Для удобства работы регулируют высоту рабочей зоны, опуская вниз шаблон с уже намотанной частью обмотки (рис. 5-17). После намотки последней катушки обрезают концы обмоточного провода, устанавливают емкостные кольца и производят пайку и изолировку концов обмотки и емкостных колец. Производят предварительную осевую прессовку обмотки, выравнивают все столбы дистанционных и замковых прокладок по отвесу, прошивают дистанционные прокладки обмотки наружными рейками или полосами, после чего сжимают лучи оправки и вынимают ее из обмотки. На верхнее емкостное кольцо устанавливают технологические прокладки и подставки, опускают на них верхнюю прессующую плиту и стягивают обмотки в плитах стальными шпильками с помощью гайковерта.
Отъединив от планшайбы станка нижнюю прессующую плиту, поднимают мостовым краном стянутую обмотку и передают ее на технологическую обработку.
Как было сказано выше, способ намотки обмотки одинарными катушками с последующей их пайкой имеет существенный недостаток — большое число паек, что безусловно снижает надежность обмоток.
В последние годы на производственном объединении «Запорожтрансформатор» разработаны два способа, позволяющие производить намотку на горизонтальных (см. рис. 6-4) и вертикальных (рис. 5-18) станках высоковольтных обмоток самого большого радиального размера способом непрерывной намотки, без пайки. Первый способ позволяет выполнять перекладку не вручную, а с помощью специальных устройств, установленных на горизонтальном станке. На рис. 6-4 показан горизонтальный станок с таким устройством. При этом упразднена намотка временных (перекладных) катушек с ручной перекладкой витков. С помощью этого устройства намотку витков производят начиная с наружного (верхнего) витка катушки, наматывая каждый последующий виток под предыдущие, пока последний виток не ляжет на рейки.
Намотку смежных катушек производят обычным способом, наматывая вначале внутренние витки, а на них последующие. Пока этот способ не нашел широкого применения в производстве. Второй способ непрерывной намотки на вертикальном станке с перекладкой витков вручную хорошо зарекомендовал себя в производстве. Для намотки перекладной катушки вначале равномерно по окружности устанавливаются шесть — восемь подставок 5 с П-образными скобами 3 (рис. 5-18).
Витки перекладной катушки наматывают непосредственно в скобы один на другой (положение I). Намотав требуемое число витков первой катушки, выполняют (внутренний переход во вторую катушку), производят перекладку витков первой катушки, как показано (положение II). Вначале снимают и укладывают на верхней плоскости скобы 3 вплотную к рейкам 2 наружный виток ж, затем виток е, и таким образом, выполняют перекладку всех витков. Снаружи оказываются виток а и начальный конец обмотки. Переложенные таким образом витки первой катушки закрепляются П-образными зажимами (рис. 5-18) в пяти-шести местах по окружности, скобу 3 вынимают и легкими ударами деревянного молотка катушку смещают вниз на подставки. С помощью «пневматического зажима производят затяжку витков до требуемой плотности намотки и радиального размера катушки.
Перед намоткой второй, постоянной катушки вначале устанавливают дистанционные прокладки, после производится намотка витков в последовательности о—з — положение III, выполняют наружный переход в третью (перекладную) катушку, снова устанавливают П-образные скобы 3 и дистанционные прокладки 7 и наматывают третью (перекладную) катушку аналогично первой— наматывают вначале витки в последовательности п—ф, затем вручную перекладывают витки в последовательности ф—п.
Применение двухжильных и трехжильных подразделенных проводов в обмотках ВН трансформаторов большой мощности обусловило некоторые особенности ее намотки. Это прежде всего относится к выполнению транспозиции при переходах между смежными катушками.

Рис. 5-18. Способ намотки непрерывной обмотки без пайки на вертикально-намоточном станке.
1 — планка оправки; 2 — рейка; 3 — ГТ-образная скоба; 4 витки обмотки; 5 — подставка; 6— плита; 7 — дистанционная прокладка.
Если виток обмотки состоит из двух и более параллельных подразделенных проводников, то для выравнивания омического и индуктивного сопротивления выполняют в указанных на развертке обмотки местах групповые транспозиции и транспозиции элементарных проводников подразделенного провода.
На рис. 5-19,а показана групповая транспозиция двухжильных подразделенных проводов обмотки, витки которой состоят из двух проводов 1—2 и 3—4. Вначале транспозиции провод 1—2 расположен сверху, а под ним другой провод 3—4 (А—А). В конце транспозиции (Г—Г) расположение проводов изменилось: снизу теперь провод 1—2, а над ним провод 3—4.

Рис. 5-19. Выполнение транспозиций при намотке обмоток из подразделенных проводов.
я — выполнение групповой транспозиции; б — выполнение транспозиции элементарных проводов
Групповая транспозиция выполняется на наружных переходах, как показано на рис. 5-19,а. Под переходы групповой транспозиции устанавливается прокладка 1 из электроизоляционного картона. На двух-трех рейках, смежных с переходом, дополнительно устанавливаются дистанционные прокладки 2, которые) надо обрезать,
подгоняя по месту. Переходы групповой транспозиции выполняются через поле.
При выполнении транспозиции элементарных проводов (рис. 5-19,6) переходы транспозиции выполняют в смежных полях.
Предварительно с подразделенного провода снимают общую изоляцию на длине L, затем снимают изоляцию с каждого элементарного проводника (L2) и режут подразделенный провод так, чтобы переход верхнего элементарного проводника был выполнен в одном поле, а нижнего — в смежном поле. Производят транспозицию проводников, пайку и изолировку. Пайку элементарных проводников выполняют так, чтобы смещение мест пайки проводников относительно друг друга было не менее 50 мм. После пайки изолируют сначала каждый провод телефонной бумагой до толщины 0,45 мм на две стороны, затем оба провода вместе на длине Li изолируются на толщину общей изоляции подразделенного провода телефонной бумагой плюс один слой крепированной бумаги с перекрытием 1/2 ширины ленты. При изолировке конусы должны выполняться равными десятикратной толщине снимаемой изоляции. Под переходы транспозиции устанавливают прокладки 1 (рис. 5-19,6).
Многие обмотки ВН трансформаторов большой мощности выполняются с расщепленной зоной, что. безусловно, несколько усложняет намотку. На рис. 5-20,а показана обмотка ВНг, основная часть которой выполнена из подразделенного провода марки![]() ;
;
витки обмотки состоят из трех параллельных проводов, число витков в катушке равно четырем. Расщепленная зона выполнена проводом марки![]() , витки
, витки
состоят из трех параллельных проводов. После намотки четырех двойных катушек 1—1, 2—2, 3—3, 4—4 по схеме рис. 5-20 производят намотку пятой катушки- первой катушки основной части обмотки.
Соединив пайкой, как показано на рис. 5-20,6, концы последней двойной катушки 4—4 расщепленной зоны с концами пятой катушки, производят перекладку и затяжку ее витков, а затем выполняют намотку непрерывной обмотки, составляющей основную часть обмотки.

Рис. 5-20. Непрерывная обмотка с расщепленной зоной.
а — схема обмотки ВН2 трансформатора ОЦР-533-1100/500; б — схема пайки проводов катушек расщепленной и основной зон обмотки.