5-3. СОЕДИНЕНИЕ ПРОВОДОВ В ОБМОТКЕ
В процессе намотки обмоток силовых трансформаторов возникает необходимость в соединении концов обмоток обмоточного провода. Для надежной работы трансформатора необходимо, чтобы эти соединения были прочны и обеспечивали бы надежный контакт. Поэтому все соединения проводов при изготовлении обмоток выполняют только неразъемными.
К неразъемным соединениям предъявляются следующие требования:
- Соединение должно хорошо проводить электрический ток и не вызывать местного перегрева проводников.
- Оно должно обладать достаточной механической прочностью и обеспечивать надежность в работе.
- Оно должно быть долговечными, не разрушаться под влиянием рабочей температуры трансформатора, горячего масла или окружающего воздуха, а также не оказывать вредного действия на масло и изоляцию.
- Способ соединения должен быть прост и технологичен, а качество соединения должно быть стабильным и легко контролироваться.
- Применяемые материалы должны быть дешевыми и недефицитными.
Существует несколько способов выполнения неразъемных соединений токоведущих частей. Выбор того или другого способа зависит от разных условий: материала соединяемых проводников и их сечения; характера механических нагрузок, которые будут испытывать соединения, места расположения в конструкции; производственных условий.
Различают следующие типы соединений проводников:
- Пайка мягкими и твердыми припоями.
- Горячая сварка — электродуговая, аргонодуговая (для алюминиевых проводников).
- Холодная сварка.
- Ультразвуковая сварка.
а) Пайка
Пайка — один из основных способов соединения токоведущих частей трансформаторов. Пайкой соединяют отдельные отрезки медного обмоточного провода, отводы, емкостные кольца, демпферы и пр.
Пайка представляет собой процесс соединения металлических деталей с помощью припоя, составленного из различных металлов и имеющего более низкую температуру плавления; чем металлы основных соединяемых деталей. Прочность и плотность соединения достигаются благодаря способности металла припоя и основного металла взаимно растворяться и диффундировать.
Припой должен обладать свойством смачивать (адгезия) соединяемый металл и хорошо заполнять все мельчайшие зазоры между плоскостями деталей. Припои делят на две группы: мягкие — с температурой плавления ниже 300°С и твердые — с температурой плавления выше 600°С.
Из мягких припоев наиболее широкое применение получили оловянисто-свинцовые, являющиеся сплавами олова и свинца в различных соотношениях. Число в обозначении марок означает содержание олова в процентах. Температура плавления припоя — около 270°С. Большое содержание олова сказывается в основном на жидкотекучести и адгезии припоя, а по другим свойствам эти марки почти равноценны. Там, где надо пропаять узкие и глубокие щели, следует брать припои с более высоким содержанием олова. Во всех случаях надо стремиться, чтобы слой припоя был наименьшим, так как это повышает качество пайки и снижает расход припоя.
Качество пайки в значительной мере зависит также от подготовки соединяемых поверхностей, которые должны быть очищены от грязи и обезжирены. Наличие мелких рисок на поверхности только улучшит условия для пайки. В тех случаях, когда это возможно, детали желательно протравить в растворе хлористого цинка в течение 1—2 мин, после чего детали необходимо тщательно промыть и просушить.
Концы отводов подвергаются лужению. Горячее лужение осуществляется путем погружения детали в ванну с расплавленным припоем ПОС-18 или ПОС-ЗО. Более совершенным является электролитический способ лужения. Однако он применим только для деталей сравнительно небольших размеров и не имеющих изоляции. Лужение улучшает условия пайки.
При изготовлении обмоток трансформаторов небольшой мощности пайку круглых медных проводов диаметром до 0,8 мм производят припоем марки ПОС-40. Концы провода очищают от изоляции, после чего скручивают на длине 10—20 мм и обмакивают в пасту (флюс), а затем на несколько секунд опускают в ванну с расплавленным припоем. Ванна имеет электрический нагрев и обязательно должна стоять под колпаком вытяжной вентиляции, так как пары олова и свинца вредны для здоровья рабочих. Спаянные концы очищают от наплывов, после чего изолируют. Пайку можно производить и электрическим паяльником. Концы проводов накладывaют один на другой на длине до 20 мм, скрепляют их скобкой из луженой меди и производят пайку.
При изготовлении емкостных колец металлическую оболочку, выполненную из витков медной ленты, припаивают оловянистым припоем к отводу из многожильного медного кабеля. Пайку производят электрическим паяльником.
Пайка оловянистыми припоями имеет следующие недостатки: место пайки обладает недостаточной механической прочностью, требует применения флюсов, припой дорог и дефицитен. Поэтому пайка мягкими оловянистыми припоями имеет ограниченное применение в трансформаторостроении (только там, где нельзя применить другие виды пайки или сварки).
В производстве трансформаторов применяют в основном твердые припои — серебряные и медно-фосфористые— благодаря их более высокой механической прочности и высокой электрической проводимости. Из серебряных припоев для пайки обмоточных медных проводов широко применяют припой марки ПСР-15, реже ПСР-45 (цифры в марках припоя обозначают процентное содержание серебра).
Благодаря высоким механическим свойствам серебряного припоя им можно паять медные провода круглого и прямоугольного сечения встык. Для получения прочного соединения необходимо хорошо подогнать торцы обоих проводов (причем торцы стыкуемых проводов могут быть обрезаны под прямым или острым углом) и тщательно их зачистить. С помощью специального зажима торцы соединяют встык так, чтобы оси проводов совпадали. Место пайки нагревают газовой горелкой или электропаяльными клещами, затем вводят пруток припоя в зону пайки и следят за полным заполнением зазора между проводами. Нагрев клещами требует от работающего опыта.
Прочность соединений при пайке твердыми припоями превышает прочность самого припоя и прочность меди обмоток. Однако стоимость серебряных припоев высока вследствие содержания в них серебра. Поэтому при пайке отводов и схем соединения обмоток применяют медно-фосфористые припои. Они значительно дешевле серебряных, а соединения обладают высокой прочностью и хорошей электропроводностью. Наиболее употребителен припой ПМФ-7, содержащий 93% меди и 7% фос
фора. При пайке этим припоем не требуется применение флюсов. Однако соединения, произведенные медно-фосфористым припоем, не обладают достаточной пластичностью из-за хрупкости соединения. Поэтому не допускается пайка ПМФ обмоточных проводов при намотке обмотки, а также всех внутренних не доступных осмотру или испытывающих деформации элементов обмотки. Все указанные соединения паяют серебряным припоем ПСР.

Рис. 5-31. Схема электропаечного агрегата.
Пайку медных проводов прямоугольного сечения твердым припоем обычно производят внахлест. Длина нахлеста должна быть не менее одной и не более двух ширин провода. Перед пайкой вначале подготавливают концы сращиваемых проводов: провода оголяют, отмотав бумагу (или срезав на конус изоляцию), и либо предварительно расплющивают молотком концы на длину нахлеста и расплющенные места с боков обрабатывают напильником, либо фрезеруют оба конца провода, как показано на рис. 6-11. Подготовленные к пайке концы складывают внахлест, уплотняя их легкими ударами молотка, чтобы между поверхностями в месте пайки не было видимого просвета.
При пайке твердыми припоями для нагревания деталей и расплавления припоя служат специальные прессы или электрические клещи, армированные графитовыми вкладышами — электродами (см. рис. 6-19,г). Для электропайки используются электропаечный агрегат, состоящий из однофазного понижающего трансформатора мощностью 3— 50 кВ-А напряжением 220 В, электропаяльных клещей с соединительным кабелем и педального выключателя. Схема электропаечного агрегата показана на рис. 5-31.
Через рубильник 6 и контакты контактора 2 напряжение подводится к первичной обмотке паечного трансформатора 1, понижающего напряжение с 220 до 6—12,5 В на зажимах НН, к которым подключены клещи 5: таким образом, можно кратковременно получать ток свыше 3000 А. Контакты контактора включаются катушкой, питаемой от понижающего трансформатора 3. Катушка контактора включается педальным выключателем 4. Педальный выключатель включен в цепь напряжением 36 В по соображениям техники безопасности. Соединяемые детали сжимают между электродами, чтобы между поверхностью детали и электродами клещей 5 был полный контакт. При нажатии на педальный выключатель цепь замыкается, угольные электроды начинают накаляться, а вместе с тем нагревается место пайки. Предохранители 7 защищают трансформатор от перегрузки. Прерывистыми включениями трансформатора, то нажимая, то опуская педаль, постепенно, но все сильнее нагревают место пайки до темно-вишневого цвета. Когда оно станет ярко-красного и светло-желтого цвета, припой вводят со всех сторон нахлеста так, чтобы, расплавляясь, он протек между деталями, заполнив все поры. Образующиеся при пайке наплывы и капли припоя необходимо удалить в момент самой пайки. Закончив пайку, клещи не снимают до тех пор, пока проводники не остынут (до затвердения сплава). Место пайки зачищают, удаляя острые кромки или шероховатости.
б) Горячая сварка
Соединение обмоток, намотанных из круглого обмоточного провода с отводами диаметром до 3 мм, производится электросваркой угольным электродом. Сварка медных проводов электрической дугой производится довольно просто, не требует флюса и дает хорошее качество соединений.
Концы соединяемых проводов скручивают. Сварку производят угольным электродом, который зажимают в электрододержателе. Электрод подносят к концам скрутки и зажигают на 2—3 с электрическую дугу, которая расплавляет верхнюю часть скрутки, образуя оплавление правильной формы.
Хорошие и стабильные результаты дает аргонодуговая сварка, широко применяемая при соединении внахлест и встык концов обмотки из алюминиевых проводов с алюминиевым отводом. В зону горения дуги подается инертный газ аргон, который сдувает с расплавленного металла оксидную пленку и предохраняет металл от образования пленки.
Существуют два метода сварки: неплавящимся и плавящимся электродом.
Сварку неплавящимся электродом ведут переменным током с напряжением на дуге 14—20 В. Сварочный ток выбирают в пределах 30—300 А. Для обеспечения устойчивой дуги необходимо включить высокочастотный осциллятор с частотой 100—150 кГц и напряжением 2000—3000 В. Сварщик подаст в сварочную ванну присадочную алюминиевую проволоку. Дуга горит между вольфрамовым электродом и изделием.
Сварка плавящимся электродом ведется постоянным током. Обычная сварочная полуавтоматическая головка, оборудованная трубкой подачи газа, подает алюминиевую сварочную проволоку. Между концом сварочной проволоки и изделием горит дуга.
в) Холодная сварка
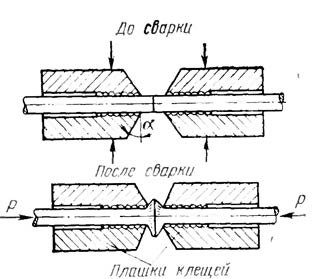
5-32. Схема выполнения стыковой холодной сварки проводов.
Холодная сварка является одним из наиболее технологичных способов соединения алюминия с алюминием и алюминия с медью. Если поверхность двух кусков металла сблизить большим усилием настолько, что между ними начнут действовать межатомные силы сцепления, образуется прочное цельнометаллическое соединение [36].
Прочность соединения превосходит прочность основного металла. Схема выполнения стыковой холодной сварки показана на рис. 5-32. Для выполнения этого вида соединения необходимо, чтобы в соприкосновение пришел чистый металл, свободный от тончайших жировых и оксидных пленок. Особенно важно, чтобы не было жировых пленок, так как при наличии даже тонкой пленки соединения не происходит. Для удаления жировых плекак достаточно откусить или зачистить поверхность металла инструментом, предварительно хорошо обезжиренным. Удаление оксидной пленки с поверхности алюминия механическим путем практически невозможно, так как немедленно после удаления пленки чистый металл вновь покрывается новой оксидной пленкой.
Метод холодной сварки удачно решает вопрос удаления оксидной пленки. При осевой осадке двух концов проводов с усилием, создающим напряжение, превосходящее предел текучести, концы проводов пластически деформируются, металл начинает течь в плоскости соединения двух кусков от центра к периферии. Оксидная пленка, значительно более хрупкая, чем основной металл, растрескивается и выдавливается с частью металла. Атомы металла свариваемых концов непосредственно соприкасаются, и в зоне пластической деформации образуется цельнометаллическое соединение, характеризующееся непрерывностью кристаллической структуры.
Методом холодной сварки производят сварку как встык, так и внахлест. Сварку внахлест выполняют точечной и шовной. Эти работы характерны для соединения или армирования алюминиевых шин и выполняются при сборке трансформаторов. Большое распространение получила холодная стыковая сварка алюминиевых проводов с медными для изготовления медно-алюминиевых переходников, применяемых при соединении концов алюминиевой обмотки с медными отводами. Существующее оборудование для холодной сварки в зависимости от сечения свариваемых проводов подразделяется по способу зажатия материала и приложению осадочного усилия. Для сварки проводов небольших сечений (до 10 мм2) достаточно усилие до 3-104 Н. Это усилие обеспечивают монтажные клещи КС-6 и настольный станок СНС-3 с ручным приложением нагрузки через рычаг. Для сварки алюминиевых и медных проводов больших сечений имеются станки для холодной стыковой сварки. Пневматическая машина МСХС-5 работает от сжатого воздуха давлением 5-105 Па, развивает максимальное усилие 5-104 Н, а машина МСХС-8, рассчитанная на давление 3-105 Па при осадочном усилии 8-104 IT, позволяет сваривать встык круглые и прямоугольные алюминиевые провода сечением до 70 мм2.
Для сварки медных проводов с алюминиевым сечением до 150 мм2 создана машина МСХС-35 с гидравлическим приводом зажима материала и осанки- максимальное развиваемое ею усилие составляет 35-10+4 Н Осваиваются машины из серии МОХС для сварки медных и алюминиевых шин сечением до 1200 мм2.
Подробнее с технологией и оснащением холодной сварки металлов можно познакомиться в специальной литературе.
г) Ультразвуковая сварка
В последние годы за рубежом и в нашей стране для сварки тонких металлов, например алюминиевой фольги, применяется ультразвуковая сварка [33]. Это объясняется тем, что для ультразвуковой сварки характерны малая энергоемкость, возможность питания нескольких сварочных головок от одного генератора и возможность выноса их на значительное расстояние, простота автоматизации процесса работы колебательной системы, гигиеничность процесса. Механизм ультразвуковой сварки полностью не раскрыт, но в общем виде он выглядит следующим образом. Ввод энергии ультразвука в сопряженные на малом участке металлы вызывает повышение температуры в зоне их контакта, растрескивание твердых и выгорание- жировых пленок, пластическое деформирование материала, интенсивную диффузию, рекристаллизацию, плавление и другие явления. В конечном счете образуется неразъемное соединение металлов. Температура в зоне соединения значительно ниже температуры плавления металла, поэтому практически исходная структура металла не искажается, отсутствуют выплески и брызги при сварке. Электрическое сопротивление в сварном шве остается на уровне сопротивления свариваемых металлов.