УСТРОЙСТВО И РЕМОНТ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ НАПРЯЖЕНИЕМ ДО 1000 В

Электрические аппараты являются самым многочисленным и конструктивно разнообразным электрооборудованием, выполняющим различные функции в электроустановках.
Электрическими аппаратами называют электротехнические устройства, предназначенные для включения и отключения, управления, регулирования и защиты электрооборудования и участков электрических цепей. В зависимости от назначения электрические аппараты можно условно разделить на четыре группы;
коммутационные предназначенные для включения и отключения электрических цепей;
защиты — осуществляющие защиту электрических цепей от перегрузок, токов короткого замыкания, недопустимого повышения напряжения, снижения или исчезновения напряжения;
токоограничивающие и пускорегулирующие — предназначенные для пуска, регулирования частоты вращения двигателей, изменения силы тока в электрических цепях, ограничения тока при коротких замыканиях;
выполняющие одновременно несколько из перечисленных выше функций (например, включение и отключение электрических цепей, а также защиту их от перегрузок и др.).
Аппараты могут быть автоматического и неавтоматического действия. В зависимости от номинального напряжения различают электрические аппараты до 1000 В (обычно до 660 В) и выше 1000 В. В этой главе рассматриваются аппараты номинальным напряжением 220, 380 и 660 В.
В электрическом аппарате чаще всего повреждаются контакты, образующие его контактную систему. В контактную систему входят подвижный и неподвижный рабочие контакты, а также промежуточные и дугогасительные контакты * .
*Термином «контакт» обозначают сами, детали, образующие электрическое соединение, и участок их соприкосновения
Контактные поверхности, даже хорошо отшлифованные, имеют микроскопические возвышения и впадины, вследствие чего действительное соприкосновение происходит не по всей их площади, а лишь в отдельных точках (рис. 163,а), которые называют точками соприкосновения.
В контактах, не испытывающих при соприкосновении значительных давлений (усилий, прижимающих контакты друг к другу), число точек соприкосновения незначительно. При увеличенном давлении, прижимающем контактные поверхности друг к другу, выступающие неровности деформируются и первоначальные точки соприкосновения превращаются в небольшие площади (рис. 163,6). С увеличением силы, приложенной к контактам, растет число «контактных точек» и их общая площадь. Ток с одной контактной поверхности на другую переходит в точках соприкосновения, т. е. через участки с сильно суженным сечением. На этих участках (на рисунке они обозначены I и II) из-за их чрезмерно малых поперечных сечений возникает большое электрическое сопротивление, называемое переходным.
Рис. 163. Соприкосновение контактных поверхностей:
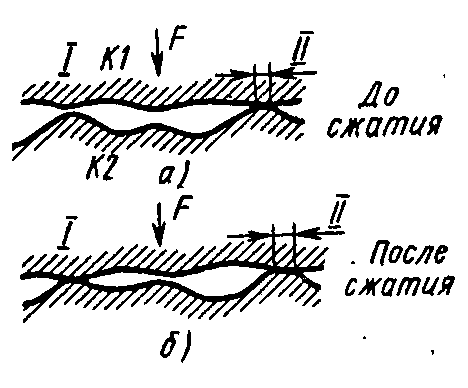
а — при отсутствии сжимающих усилий, б — при наличии сжимающих усилий; К1 и К2 — контакты
Переходное сопротивление в контакте зависит главным образом от состояния контактных поверхностей, давления, с которым контакты прижаты друг к другу. Зависимость переходного сопротивления от давления контактов друг на друга объясняется тем, что при большом давлении, легче смять выступающие на их поверхности точки и таким образом приблизить контакты друг к другу. Приблизившиеся друг, к другу контактные поверхности создают новые точки соприкосновения, улучшают условия перехода тока, а следовательно, и качество контакта.
Известно, что чем больше количество и площадь точек соприкосновения между контактными поверхностями, тем больше их действительная площадь соприкосновения и меньше переходное сопротивление. Однако интенсивность процесса образования новых точек соприкосновения даже при дальнейшем возрастании давления в контактах постепенно замедляется. Это объясняется тем, что при повышении давления оно воспринимается большей площадью, удельное давление в точках соприкосновения контактов уменьшается, материал контактов сминается не так интенсивно, поэтому процесс увеличения количества и площади точек соприкосновения замедляется.
Переходное сопротивление — основной показатель качества всякого контакта. Оно в значительной мере зависит от качества обработки и состояния контактных поверхностей. Плохо обработанные и окислившиеся контакты имеют высокое переходное сопротивление. Тщательная слесарная обработка контактных поверхностей дает возможность удалить пленку оксидов и создать при соприкосновении наибольшее количество точечных контактов. Контактные поверхности медных контактов рекомендуется обрабатывать надфилем или напильником, в результате чего образуется поверхность с меньшим переходным сопротивлением, чем при полированных или шлифованных поверхностях.
Качество контакта зависит также от свойств контактных материалов (механической прочности, электропроводимости и теплостойкости). Материалы, обладающие низкой электропроводимостью и механической прочностью или недостаточной теплостойкостью, не могут создать надежного контакта на
длительное время, так как подвергаются разрушающим механическим нагрузкам и температурным воздействиям.
К материалам контактных соединений предъявляются следующие основные требования:
механическая прочность, т. е. способность длительное время выдерживать определенные механические усилия, возникающие в контактах в процессе работы;
температурная устойчивость — стойкость материала при длительном воздействии на него температуры.;
тугоплавкость — способность не оплавляться при воздействии на контакт значительной температуры;
электропроводимость — способность проводить электрический ток с малым сопротивлением;
неокисляемость (коррозиеустойчивость) — способность противостоять в основном окисляющему воздействию кислорода, содержащегося в воздухе.
Материалы, отвечающие всем перечисленным требованиям, пока отсутствуют, поэтому контакты аппаратов изготовляют из таких материалов, которые наиболее удовлетворяют условиям работы аппарата. Например, в аппаратах, предназначенных отключать большие токи через дугу, применяют контактные детали, изготовленные из тугоплавких материал ?в, в качестве которых используют металлокерамику.
Металлокерамические детали для контактов выпускают из смеси вольфрама или молибдена с медью или серебром. Прочность этих деталей очень высока, поскольку их, изготовляют из порошков металлов под высоким давлением с последующей термической обработкой при 1100 —1300 °С* .
*Способ изготовления деталей из порошков различных металлов прессованием и последующей термической обработкой называют порошковой металлургией..
Металлокерамические контакты благодаря присутствию в них молибдена и вольфрама обладают повышенной механической прочностью и температурной устойчивостью, а наличие в металлокерамике серебра или меди придает им высокую электропроводность. Контакты с покрытиями из металлокерамики, в частности из медно-вольфрамовой АВМ-2, широко распространены в современных аппаратах.
В электрических аппаратах помимо контактов повреждаются также детали механизма, пружины, пластины дугогасительной камеры и изоляция. Характерными признаками неисправности аппарата являются повышенный нагрев отдельных частей, нечеткое включение, произвольное отключение, отказ аппарата.
Причинами неисправностей могут быть повреждения отдельных деталей вследствие неудовлетворительной эксплуатации аппарата, нарушения сроков текущих и капитальных ремонтов. Поврежденные аппараты ремонтируют, применяя при этом, более качественные электроизоляционные и контактные
материалы, улучшая конструкцию отдельных деталей, а в необходимых случаях аппараты старых конструкций модернизируют.