§ 5. ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕТОЧНЫХ РАБОТАХ
Разметка — операция нанесения на поверхность материала, заготовки или обрабатываемой детали точек и рисок (линий), указывающих контуры поверхностей, подлежащих обработке, а также осевых и вспомогательных линий и центровых знаков для выверки заготовок и деталей при установке их на станках.
Различают плоскостную раз- метку, выполняемую на поверхности плоских материалов, заготовок и деталей, и пространственную — осуществляемую на материалах, заготовках и деталях, плоскости которых расположены по отношению друг к другу под разными углами.
а — правильное положение чертилки, б — неправильное
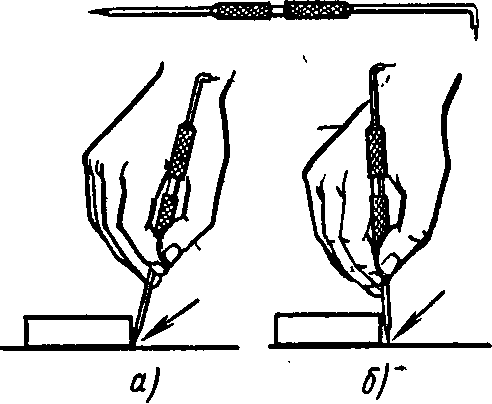
Рис. 13. Приемы нанесения чертилкой разметочных рисок:
Разметочные работы производят преимущественно на разметочных плитах с помощью измерительных и разметочных инструментов, а также различных приспособлений, облегчающих разметку сложных заготовок и деталей. При ремонте трансформаторов, электрических машин и коммутационных аппаратов простые разметочные работы выполняют чаще всего с помощью чертилок, рейсмасов и кернеров.
Чертилка представляет собой стальной стержень длиной 250—300 мм с остро отточенными концами, один из которых загнут под прямым углом. Средняя часть чертилки имеет накатку, наличие, которой позволяет прочно удерживать ее в руках во время разметки. Чертилку используют для нанесения (по линейке, угольнику или шаблону) на поверхность материала, заготовок и деталей разметочных линий, называемых рисками. Наносимые чертилкой риски должны быть предельно четкими и тонкими, поэтому перед началом разметки острие чертилки необходимо хорошо отточить и периодически затачивать во время работы. Прием нанесения разметочной риски, правильное и неправильное положения чертилки показаны на рис. 13, а, б.
Чертилка является простым инструментом, применяемым при несложных видах разметки. Более совершенный и удобный в работе разметочный инструмент — рейсмас (рис. 14, а), состоящий из чугунного основания 1, шарнирно укрепленной на нем стойки 2, с иглой-чертилкой 3, установочного винта 4 (для подводки иглы на точную установку) и штифта 5. Способы использования рейсмаса при разметке различных деталей показаны на рис. 14, б. Для выполнения разметочных работ применяют и штангенинструменты. На рис. 15, а, б показаны приемы разметки плоской и круглой деталей при помощи штангенциркуля. При необходимости выполнения Сложной разметки с вычерчиванием большого числа окружностей используют специальный разметочный штангенциркуль, состоящий из штанги с миллиметровыми делениями и двух ножек (неподвижной и подвижной с нониусом). Ножки, укрепляемые в требуемом положении стопорными винтами, имеют вставные иглы, которые можно легко перемещать вверх или вниз, что очень удобно при необходимости описания окружностей разных диаметров и на различных уровнях.
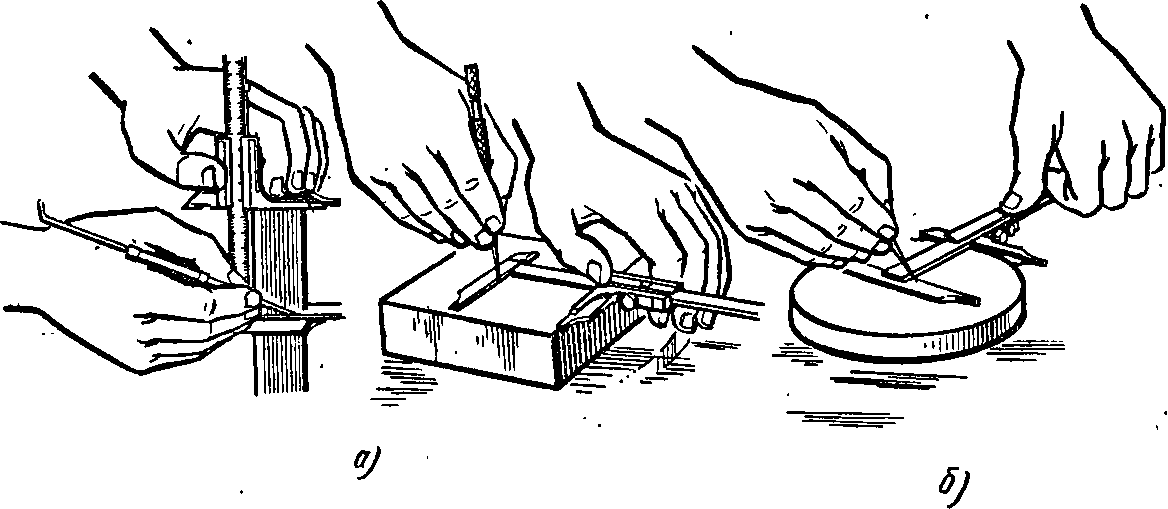
Рис. 15. Разметка штангенциркулем: а — с нанесением рисок на плоскую деталь, б — центра круглой детали
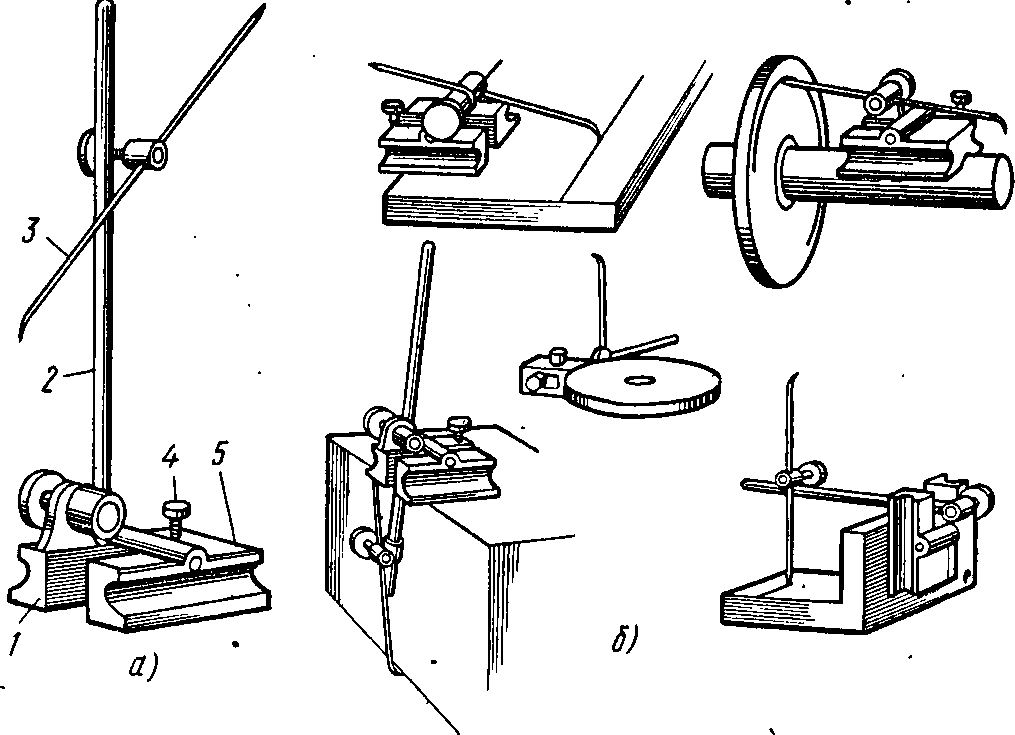
Рис. 14. Общий вид рейсмаса (а) и применение его для разметки различных деталей (б)
Перед разметкой заготовку (деталь) внимательно осматривают, проверяя отсутствие на ее поверхностях дефектов в виде пузырей, раковин или трещин, правильность ее размеров, наличие требуемых припусков. При удовлетворительных результатах проверки поверхность, намеченную к разметке, тщательно очищают и окрашивают, чтобы наносимые на нее разметочные риски были отчетливо видны при обработке. Необработанные и грубообработанные поверхности окрашивают густо
разведенным в воде мелом с добавлением сиккатива, чисто обработанные — раствором медного купороса.
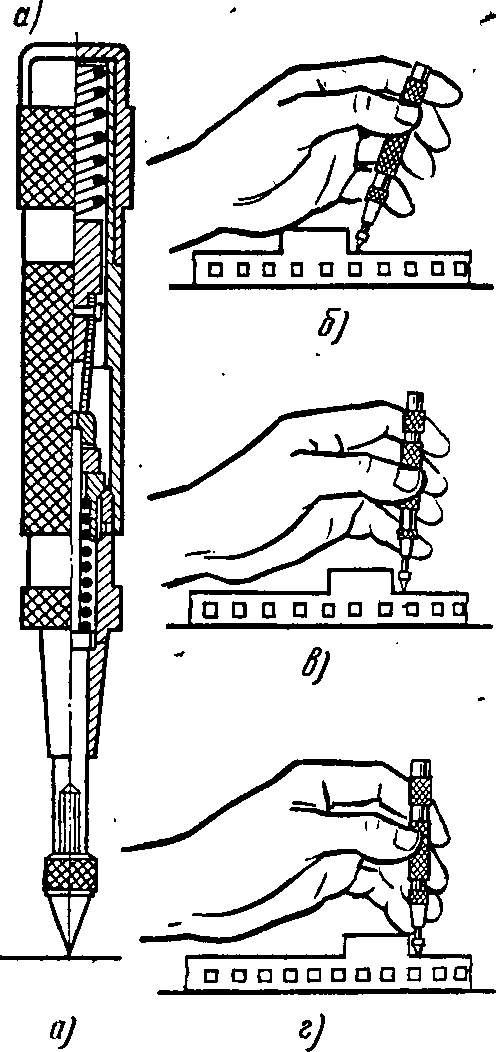
Рис. 16. Приемы кернения разметочных рисок пружинным кернером (а), установка кернера на разметочную риску (б), перевод кернера в вертикальное положение (в), фиксирование кернера в рабочем положении при нанесении удара по нему (г)
Разметочные риски наносят на окрашенную поверхность заготовок и деталей в такой последовательности: сначала проводят все горизонтальные риски, затем вертикальные, после чего наклонные и, наконец, окружности, дуги и полудуги. Разметочные риски могут быть затерты руками настолько, что перестанут быть хорошо заметными, поэтому по разметочным рискам набивают небольшие углубления, чтобы центр углубления был расположен на линии, а само углубление разделялось риской пополам. Эта разметочная операция, называемая кернением, выполняется кернером.
Кернеры бывают простые, пружинные и электрические. При ремонте электрооборудования кернение разметочных рисок производят преимущественно простым кернером, представляющим собой стальной стержень длиной 80 — 150 мм и диаметром 10—15 мм, один конец которого имеет коническую заточку с острием, а средняя часть — накатку для прочного удержания кернера в руках. Пружинные кернеры более удобны в работе и применяются при больших объемах разметочных работ.
Пружинный кернер и приемы кернения рисок на размечаемой поверхности показаны на рис. 16.
Кернениё разметочных рисок производят в такой последовательности: берут кернер (рис. 16, а) левой рукой и с наклоном от себя, чтобы легко было различать разметочные риски, прижимают острым концом к риске (рис. 16, б)\ при этом острие керна должно точно совпадать с риской. Затем переводят кернер из наклонного положения в вертикальное (рис. 16, в) и, фиксируя его в этом положении упором мизинца левой руки в деталь (рис. 16, г), наносят молотком удар по головке кернера, образуя таким образом углубления (лунки) на разметочных рисках. Расстояние между керновыми углублениями определяют в зависимости от конфигурации размечаемой детали и требуемой точности разметки. При разметке простых деталей, не требующих особой точности обработки, керновые углубления располагают на разметочных рисках на расстоянии от 5 до 15 мм друг от друга.
Разметочные работы должны выполняться очень внимательно и предельно точно во избежание появления брака по вине электрослесаря вследствие ошибочного чтения чертежа, небрежного нанесения рисок и керновых углублений или неправильной (без предварительной выверки) установки размечаемой детали.
Ремонт трансформаторов и низковольтных аппаратов - Разметочные работы
Содержание материала
Страница 5 из 38