§ 7. РЕЗКА И ОПИЛИВАНИЕ МЕТАЛЛА
Резка — слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют: вручную — с помощью ножниц по металлу и. ножовок; машинным способом т- гильотинными ножницами и на металлорежущих станках. Преимущественным способом резки металла и других твердых материалов является ручная резка ножовкой, при которой необходимо обратить особое внимание на правильное закрепление ножовочного полотна в станке, положение рук на рукоятке и станке ножовки, положение ножовки по отношению к разрезаемому материалу. Ножовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед. Правильные положения рук электрослесаря на рукоятке и станке ножовки при резке показаны на рис. 19, а, б.
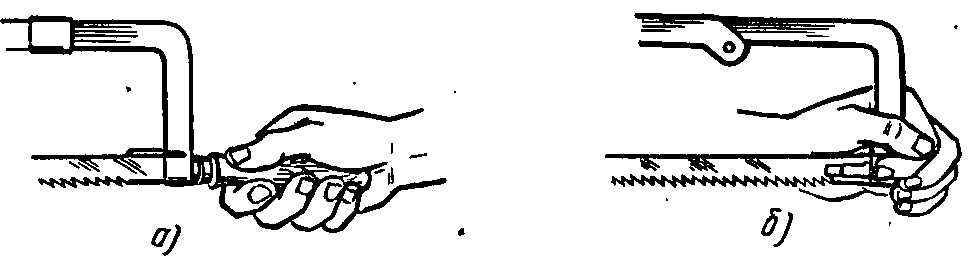
Рис. 19. Приемы работы ножовкой при резке металла: а — положение правой руки на рукоятке, 6 — положение левой руки на станке
Во время резки ножовку следует держать в горизонтальном положении; нормальная длина хода ножовки должна быть такой, чтобы в работе участвовало не менее 2/3 длины ее полотна.
Опиливание — наиболее распространенная слесарная операция, заключающаяся в последовательном снятии (срезании) необходимого слоя металла с поверхности обрабатываемой заготовки или детали. Цель опиливания заготовки — придать ей форму и размеры детали; деталь опиливают для достижения заданной шероховатости ее поверхности. Опиливание заготовок и деталей производят вручную или на станках. При ремонте электрооборудования применяется преимущественно ручное опиливание плоскими, трехгранными, круглыми и полукруглыми напильниками. Плоскими напильниками опиливают легко доступные плоские и выпуклые поверхности, а также широкие шпоночные канавки на концах валов электрических машин, трехгранными — внутренние углы, а также плоскости, недоступные для опиливания плоскими напильниками. Круглыми напильниками распиливают круглые и овальные отверстия, а также опиливают вогнутые поверхности заготовок и деталей. Напильниками двойного применения являются полукруглые, плоской стороной которых можно опиливать прямолинейные поверхности, а полукруглой (выпуклой) — криволинейные (вогнутые) поверхности с различными радиусами кривизны.
Ручное опиливание заготовок и деталей - самая массовая и трудоемкая слесарная операция, требующая больших затрат физических сил рабочего-электрослесаря. Основными условиями обеспечения производительного труда электрослесаря и сохранения его сил при выполнении операций ручного опиливания являются правильное распределение усилий нажима напильника на обрабатываемую поверхность на начальном, рабочем и конечном пути движения напильника, а также умение выбрать оптимальную для себя частоту движения напильника по обрабатываемой поверхности. При обработке заготовки или детали напильником надо учитывать, что при нажиме на него с постоянным усилием он в начале хода (движение от себя) будет отклоняться рукояткой вниз, а в конце хода — носком вниз, в результате это приведет к бесполезной трате сил и «заваливанию» краев опиливаемой поверхности.

Рис. 20. Правильное держание напильника и распределение усилий нажима при обработке поверхности детали опиливанием:
/ и /1 — начало конец движения рук, III — постепенно увеличиваемое усилие, создаваемое правой рукой, IV — постепенно уменьшаемое усилие, создаваемое левой рукой
Правильное распределение усилий нажима на. напильник при опиливании схематично (удлиняющимися и укорачивающимися стрелками) показано на рис. 20. Оптимальной частотой движения напильника при обливании считается 40 —60 двойных движений в минуту.
Ремонт трансформаторов и низковольтных аппаратов - Резка и опиливание металла
Содержание материала
Страница 7 из 38