Сварку применяют для оконцевания и соединения алюминиевых жил проводов и кабелей всех сечений, а также для соединения алюминиевых жил с медными при сечении жил не более 10 мм2. Различают три способа сварки: электросварку контактным разогревом, термитную и газовую сварку.
При оконцевании и соединении алюминиевых жил сваркой применяют флюс ВАМИ. Флюс предназначен для удаления пленки окиси с поверхности алюминиевых жил и для защиты этой поверхности от окисления. Флюс ВАМИ представляет собой смесь трех составляющих: хлористого калия (50%), хлористого натрия (30%) и криолита К-1 (20%). Температура плавления флюса 630 °С. Химическая промышленность выпускает флюс в виде порошка, расфасованного в герметически закрытые банки. При отсутствии готового флюса его приготовляют из растертых и просеянных через сито (с числом отверстий 1200 на 1 см2) компонентов в указанной выше пропорции. Порошок флюса перед употреблением разводят водой до консистенции густой сметаны (100 частей флюса на 30—40 частей воды по массе). Перед сваркой флюс наносят волосяной кисточкой тонким слоем на поверхность алюминиевых жил; нанесение флюса толстым слоем не способствует улучшению качества соединения.
Оконцевания и соединения, выполненные сваркой, во избежание коррозии покрывают толстым слоем влагостойкого лака, а затем изолируют лентой, покрывая лаком каждый ее слой.
Лаки подбирают в зависимости от материала изоляции жил провода или кабеля (см. табл. 3.2).
Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей.
Алюминиевые жилы. Однопроволочные суммарным сечением в скрутке до 12,5 мм2. Электросварку соединений и ответвлений выполняют с помощью аппарата ВКЗ без флюса. С концов жил снимают с помощью клещей МБ-1 ил КУ-1 изоляцию на длине 35— 40 мм, пластмассовую изоляцию снимают с помощью клещей ТК-1), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе. Затем подготовляют сварочный прибор аппарата ВКЗ (рис. 4.5) к сварке: отводят назад его угольный электрод и зажимают скрученные жилы губками держателя так, чтобы торцы скрученных жил упирались в лунку угольного электрода.

Рис. 4.5. Автоматическая электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 аппаратом ВКЗ:
а — схема аппарата; б — положение свариваемых жил в угольном электроде при сварке; в — общий вид аппарата; 1 — сварочный трансформатор 220/10 В; 2 — реле включения; 3— трансформатор управления 220/36 В; 4 — сварочный прибор (пистолет); 5 — губка держателя свариваемых проводов
Нажатием спускового крючка включают прибор, после чего угольный электрод под действием пружины и по мере расплавления торцов жил продвигается вперед
и сваривает их; сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют полиэтиленовым колпачком или изоляционной лентой.
Сварки указанных однопроволочных жил контактным разогревом в монтажной зоне выполняют с помощью клещей с двумя угольными электродами (рис. 4.6), подключенными к полюсам вторичной обмотки трансформатора 9— 12 В, 0,5 кВ-А.
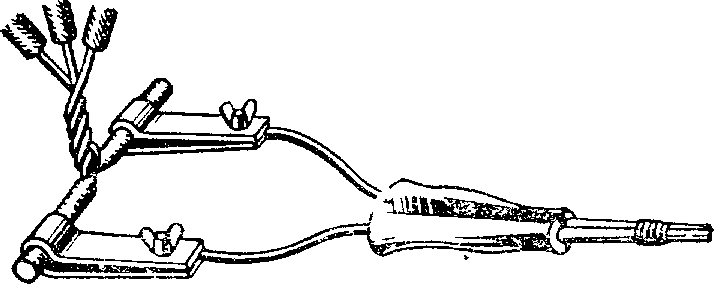
Рис. 4.6. Электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 в клещах с двумя угольными электродами.
Подготовка жил к сварке выполняется так же, как и при сварке аппаратом ВКЗ, только изоляция с жил снимается на длине 25—30 мм (вместо 35—40 мм) и на жилы перед сваркой наносится тонкий слой флюса на длине 5—6 мм.
При сварке в клещах с двумя угольными электродами скрученные жилы располагают вертикально торцами вниз, затем концы угольных электродов сближают до соприкосновения, при этом электроды раскаляются. Раскаленные электроды прижимают к торцам жил до расплавления алюминия и образования сварочного шарика.
После остывания места сварных соединений очищают от шлака и остатков флюса стальной щеткой или наждачной бумагой и изолируют полиэтиленовым колпачком или изоляционной лентой.
Многопроволочные жилы суммарным сечением от 32 до 240 мм2. Соединение и ответвление жил осуществляют сплавлением в общий монолитный стержень. Для сварки применяют сварочный трансформатор с вторичным напряжением 8—9 В мощностью 1 —5 кВ-А; к трансформатору подключают электрододержатель с угольным электродом и охладитель; подбирают по сечению соответствующие формы по [18]; из алюминиевого провода сечением 2,5—4 мм2 подготавливают присадочные прутки, тщательно очищая их поверхность щеткой из кардоленты или наждачной бумагой и обезжиривая ее смоченной в бензине тканью. Перед началом сварки присадочные прутки покрывают тонким слоем флюса. С концов жил снимают изоляцию на длине: при суммарном сечении до 50 мм2—60 мм; 75 мм2—65 мм; 105 мм2—70 мм; 150 мм2— 72 мм; 240 мм2 — 75 мм. Если подготовляют к сварке жилы кабеля с бумажной пропитанной изоляцией, то на изоляцию у ее обреза накладывают нитяной бандаж, затем ослабляют плоскогубцами повив проволок жилы и удаляют с их поверхности маслоканифолевый состав тканью, смоченной в бензине.
Обработанные жилы располагают вертикально торцами вверх. Надевают на жилы разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения.
На жилах делают подмотку асбестовым шнуром толщиной 1 —1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести. На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого приступают к сварке: плотно прижимают конец угольного электрода к торцам жил и держат его так до начала расплавления, после чего медленно перемещают конец электрода по торцам жил, расплавляя одну за другой все проволоки. Затем в расплавленный металл погружают пруток присадки, круговым движением электрода перемешивают образовавшуюся ванночку расплавленного металла. После заполнения до краев формы расплавленным алюминием электрод отводят; процесс сплавления конца жилы считается законченным. После остывания места сварки снимают охладители и формы и щеткой из кардоленты очищают от шлака сварку и прилегающий участок жил.
Термитная сварка. Подготовка жил для термитной сварки во многом сходна с подготовкой их для электросварки. По суммарному сечению жил подбирают термитные патроны.
Алюминиевые жилы. Суммарным сечением от 70 до 240 мм2. Соединение и ответвление жил осуществляют сваркой по торцам (рис. 4.7). При подготовке к сварке с концов жил снимают изоляцию на длине: для суммарного сечения 70 мм2—80 мм; для 95—120 мм2 —90 мм; для 150— 185 мм2 — 95 мм; для 240 мм2 — 100 мм, концы жил зачищают до блеска стальной щеткой и протирают тканью, смоченной в бензине или ацетоне.
Концы соединяемых проводов складывают в общий пучок и связывают у обреза изоляции временным бандажом из двух-трех витков проволоки. Плоскогубцами придают пучку проводов круглую форму, смазывают пучок тонким слоем флюса и надевают на него алюминиевый колпачок термитного патрона, оставшиеся пустоты заполняют кусочками алюминиевой проволоки. Сверху на алюминиевый колпачок надевают термитный патрон так, чтобы формочка (кокиль) в нижней части выступала относительно нижнего обреза колпачка не менее чем на 7 мм; это обеспечивает образование необходимого пространства между кокилем и жилами. Снизу кокиль уплотняют подмоткой асбестового шнура, сдвигая ее в зазор между кокилем и жилами (см. рис. 4.7). На соединяемые жилы надевают охладитель, втулки которого подбирают по суммарному сечению жил; если охладитель сидит на жилах недостаточно плотно, то жилы обматывают медной фольгой.
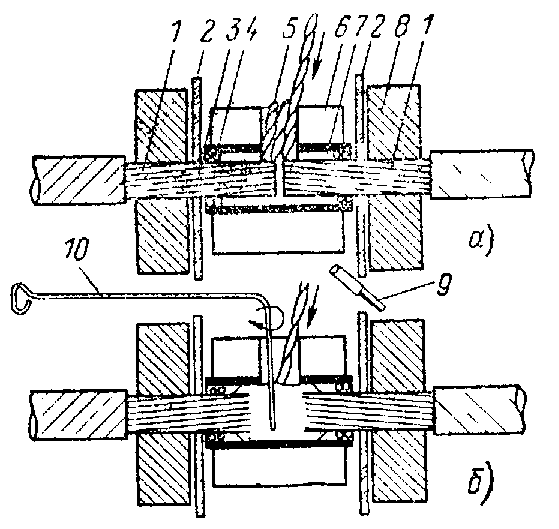
Рис. 4 8. Термитная сварка встык алюминиевых жил кабелей
а — поджигание термитного муфеля, б — сплавление присадочного прутка, расплавление жил и перемешивание расплавленного металла; 1 — жила кабеля; 2 — асбестовый экран; 3 — стальной кокиль (формочка);
— асбестовый шнур; 5 — присадочный пруток; 6 — термитный муфель патрона марки ПА; 7 — алюминиевая втулка (колпачок), 8— охладитель; 9 — термитная спичка; 10 — проволочная мешалка
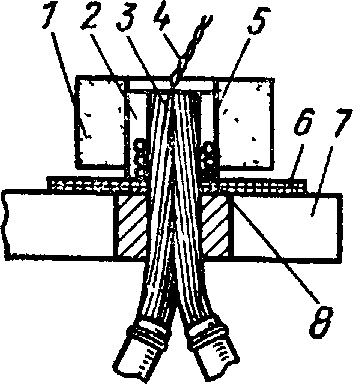
Рис. 4.7. Соединение алюминиевых многопроволочных проводов термитной сваркой по торцам
1 — термитный муфель патрона;
2 — алюминиевый колпачок, 3 — провода; 4 — присадочный пруток; 5— формочка (кокиль);
6— экран из асбестового картона; 7 — охладитель (клещи);
8 — уплотнение асбестовым шнуром
Временный проволочный бандаж перед установкой охладителей снимают; между охладителем и термитным патроном кладут экран из асбестового картона; зажигают муфель термитного патрона термитной спичкой, в начале горения муфеля сплавляют в формочку присадочный пруток. Проволочной мешалкой определяют окончание расплавления концов жил; производят плавное перемешивание расплавленного алюминия и добавляют присадку до заполнения формочки; после сгорания муфеля его скалывают, снимают формочку, очищают место соединения от остатков флюса и шлака и протирают тканью, смоченной в бензине. Соединение покрывают влагостойким лаком; Изолируют место соединения и поверхность изоляции также покрывают влагостойким лаком.
Однопроволочные и многопроволочные жилы 16—240 мм2. Соединение осуществляют сваркой встык. При сварке встык, применяемой в основном при разделке соединительных кабельных муфт, подбирают по сечению соединяемых жил втулки охладителей и закрепляют их в охладителях винтами. При сварке однопроволочных секторных жил втулки закрепляют на свариваемых жилах, на соединительной планке закрепляют охладители на расстоянии, обеспечивающем установку на жилах термитных патронов с зазорами 5—8 мм между выступающими концами кокиля и охладителями. В эти зазоры устанавливают экраны из асбестового картона (рис. 4.8). Внутреннюю поверхность кокилей и колпачка термитных патронов протирают тканью, смоченной в бензине, а затем кокили покрывают кокильной краской или мелом, разведенным в воде до состояния густой пасты; это предотвращает прилипание жил к кокилю; слой покрытия просушивают до начала сварки. Разводят водой флюс и приготовляют присадочные прутки: для сварки жил до 50 мм2—из одной, а для жил больших сечений — из двух — четырех свитых вместе алюминиевых проволок диаметром 2 мм; проволоку предварительно тщательно очищают стальной щеткой или наждачной бумагой и обезжиривают; непосредственно перед сваркой присадочные прутки покрывают тонким слоем флюса.
Концы соединяемых кабелей разделывают перед сваркой в соответствии с описанием монтажа эпоксидных или свинцовых соединительных муфт, приведенным в гл. 12.
С концов жил снимают изоляцию на длине: 45 мм для жил сечением от 16 до 50 мм2; 50 мм для жил 70—95 мм2; 55 мм для жил 120—150 мм2; 60 для жил 185—240 мм2. Секторным жилам придают с помощью пресса и набора инструмента типа ИСК круглую форму. Скругление многопроволочных жил может быть выполнено с помощью плоскогубцев. При соединении жил кабелей с бумажной пропитанной изоляцией удаляют с очищенных от изоляции жил маслоканифолевый состав тканью, пропитанной в бензине;
напильником снимают с торцов жил заусенцы; до блеска зачищают концы жил щеткой из кардоленты и покрывают их тонким слоем пасты из флюса; на концы жил надевают алюминиевые колпачки, входящие в комплект термитных патронов. Внутренняя поверхность колпачков предварительно должна быть зачищена до блеска. При сварке однопроволочных секторных жил вместо колпачков на жилы надевают шайбы или втулки с секторными отверстиями; чтобы жила свободно вошла во втулку или шайбу, ее с боков запиливают; внутреннюю поверхность шайбы или втулки зачищают до блеска; при отсутствии специальных шайб или втулок разрешается надеть на концы секторных жил колпачки, входящие в комплект термитных патронов, но оставшиеся пустоты в колпачке нужно заполнить кусочками алюминиевой проволоки. Секторные жилы на участке насадки колпачка следует запилить напильником, чтобы они свободно входили в колпачок.
Оконцованную колпачком жилу слегка отгибают и надевают на нее термитный патрон; затем концы соединяемых жил центрируют и надвигают термитный патрон на место стыка так, чтобы стык жил находился против литникового отверстия муфеля патрона; между торцами жил допускается зазор не более 2—3 мм. Асбестовым шнуром тщательно уплотняют входы жил в кокили, чтобы он заполнил входное отверстие кокиля до алюминиевого колпачка (шайбы или втулки); после этого на оголенные участки жиЛ накладывают охладители, установленные на соединитель*ной планке; охладители закрепляют на штативе; устанавливают экраны из листового асбеста толщиной не менее 4 мм, которые должны выступать за охладитель со всех сторон не менее чем на 10 мм. На остальные жилы соединяемого кабеля также устанавливают термитные патроны. На многожильных кабелях сварку начинают с жилы, расположенной вверху разделки. Остальные жилы, не подвергаемые сварке, необходимо защитить от нагрева и искр асбестовым картоном. Термитную спичку укрепляют в специальном держателе или зажимают в плоскогубцах; зажженной термитной спичкой плотно прикасаются к торцу муфеля термитного патрона и зажигают его. Сразу после загорания муфеля вводят в него покрытый флюсом присадочный пруток; для увеличения в начальный момент присадки первый пруток скручивают в несколько раз — это ускоряет процесс расплавления концов соединяемых жил; по окончании горения термитного муфеля вводят в литниковую трубку патрона мешалку из стальной проволоки и проверяют расплавление концов жил, которое наступает обычно через 5—20 с после окончания горения муфеля. Убедившись в полном расплавлении концов соединяемых жил, тщательно перемешивают ванну расплавленного металла для облегчения выхода газов и шлака во избежание образования раковин. После застывания металла в литниковой трубке быстро скалывают небольшим зубилом и молотком муфель и удаляют кокиль, отгибая его края отверткой; удаляют литниковую прибыль и напильником сглаживают неровности; соединение зачищают от остатков флюса и шлаков стальной щеткой. Сварку остальных жил соединяемого кабеля выполняют в той же последовательности.
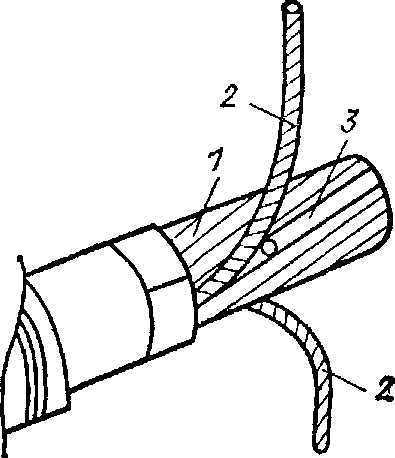
Рис. 4.9. Подготовка кабеля АСБ-2к к сварке встык:
Многопроволочные жилы 300—800 мм2. При сварке встык подготовительные операции выполняют аналогично указанным для сварки встык жил сечением от 16—240 мм2. Изоляцию с концов соединяемых жил снимают на длине: 80 мм для жил сечением 500 мм2, 85 мм для 400 мм2, 100 мм для 400 мм2, 110 мм для 625 мм2, 120 мм для 800 мм2.
1 — жила кабеля; 2 — жила контрольная; 3 — отрезок алюминиевой проволоки
Перед сваркой жил сечением 625 и 800 мм2 наложить теплоизоляцию на боковую поверхность патронов на обе стороны от литникового отверстия, используя для этого ленты из асбестового картона шириной 25—30 мм. Ленты стянуть бандажами из стали толщиной 1—1,5 мм. У кабелей, имеющих контрольные жилы, отогнуть их (рис. 4.9) и после сварки основной жилы соединить их пайкой. Заключительные операции после сварки выполнить аналогично указанным для сварки встык жил сечением от 16 до 240 мм2.
Многопроволочные жилы 300—800 мм2. Оконцевание наконечниками со сплошным хвостовиком (стержнем) по ГОСТ 7387—82 выполняют сваркой встык. Подготовительные операции выполняют аналогично подготовке к сварке встык жил сечением от 16—240 мм2. Пропускают между прядями жилы кабелей АсВВ вплотную к срезу изоляции асбестовый шнур диаметром 4 мм. У кабелей отгибают контрольные жилы, как показано на рис. 4.9, при этом радиус изгиба контрольной жилы должен быть не менее десятикратного диаметра ее, измеренного по изоляции. Зазоры между проволоками наружного повива жил кабелей, оставшиеся после изгибания контрольных жил, заполняют шнуровым асбестом или отрезком алюминиевой проволоки (рис. 4.9). Концы отрезков, обращенных к отогнутым контрольным жилам, опиливают напильником под углом 60°. Зачищают до блеска стержневую часть наконечника, покрывают ее тонким слоем флюса, разведенного до пастообразного состояния, и насаживают на нее алюминиевую втулку термитного патрона. Термитный патрон устанавливают на жилу и стержневую часть наконечника ЛС таким образом, чтобы их стык находился в центре литникового отверстия. Затем устанавливают кокиль термитного патрона, уплотнив зазор между жилой и кокилем и между стержнем наконечника и кокилем асбестовым шнуром. Нижние половинки охладителей закрепляют на соединительной планке. При этом под охладитель, используемый при сварке для жилы кабеля (провода), кладут прямоугольную прокладку толщиной, равной половине толщины контактной пластины наконечника, для выравнивания осей жилы кабеля (провода) и стержня наконечника. Закрепляют жилу и наконечник в охладителях, затем устанавливают тепловые экраны. При сварке жил сечением 625 и 800 мм2 накладывают теплоизоляцию на боковую поверхность патронов аналогично указанному выше при сварке встык жил сечением 300—800 мм2.
Технология сварки и разборка после сварки аналогичны этим операциям при сварке встык жил сечением от 16 до 240 мм2.
Газовая сварка.
При газовой сварке в пропано-кислородном, ацетилено-кислородном или бензино-кислородном пламени подготовку жил, сварку и обработку мест соединений выполняют во многом так же, как и при электросварке. При ацетилено-кислородной сварке выбирают наконечник для горелки, а при бензино-кислородной — мундштук. При пропано-кислородной сварке применяют те же оборудование и приспособления, что и для ацетилено-кислородной сварки (с незначительными переделками). Для пропан-бутана применяют специальные баллоны.
Пропано-кислородная сварка в последние годы получает все более широкое распространение.
Алюминиевые жилы. Однопроволочные жилы суммарным сечением до 35 мм2 в скрутке соединяют пропано-кислородной сваркой (рис. 4.10). Операции выполняют в такой последовательности: ножом или инструментом с концов свариваемых жил снимают изоляцию на длине 30—40 мм, концы жил зачищают стальной щеткой и скручивают их вместе; концы скрутки покрывают тонким слоем флюса ВАМИ. Флюс предварительно разводят в воде до пастообразного состояния. Открывают вентили на баллоне с пропаном, затем на баллоне с кислородом и регулируют рабочее давление кислорода до 0,15 МПа (1,5 кгс/см2).
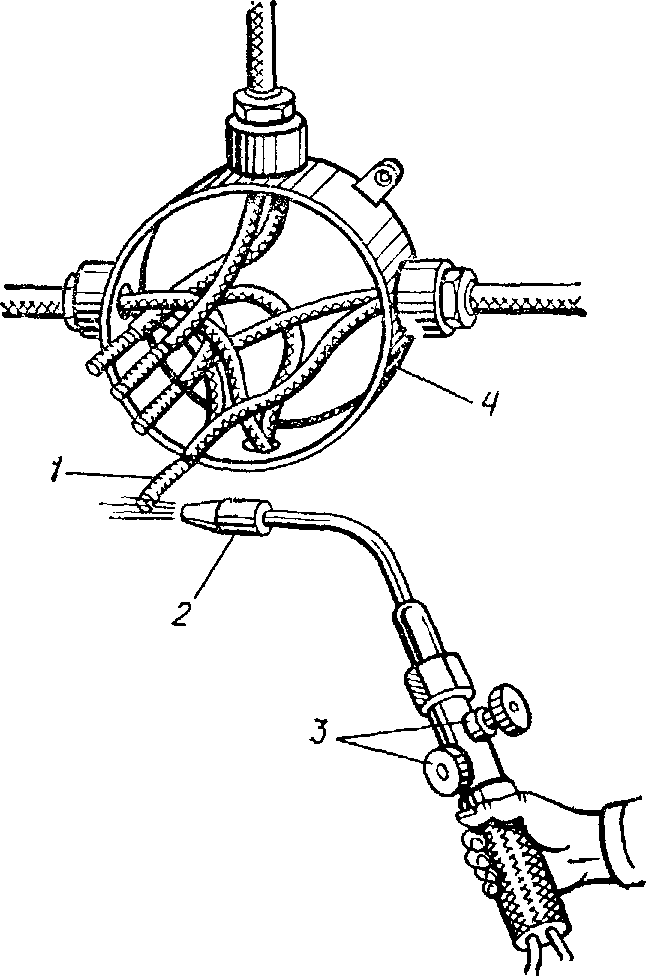
Рис. 4.10. Пропано-кислородная сварка алюминиевых жил суммарным сечением до 35 мм2 в скрутке:
1 — скрутка проводов; 2 — горелка; 3 — вентили на рукоятке горелки; 4 — ответвительная коробка
Открывают вентиль пропана на горелке (на вентиле надпись «ацетилен») и зажигают горелку спичкой. Открывают вентиль кислорода на горелке и регулируют пропанокислородное пламя до нормального (рис. 4.11, а).
Подводят ядро пламени 1 к концу скрутки и нагревают его до расплавления.
О том, что сварка жил произошла, судят по появлению на конце скрутки капли жидкого металла в виде шарика. Закрывая вентили пропана, а затем кислорода на рукоятке горелки, гасят горелку. Остатки флюса с места сварки удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют скрутки изолирующими колпачками или изоляционной лентой.
Необходимо напомнить, что в конце смены, а также перед перерывами в работе более 2—3 ч необходимо, перед тем как погасить горелку, выжечь горючий газ, оставшийся в шланге.
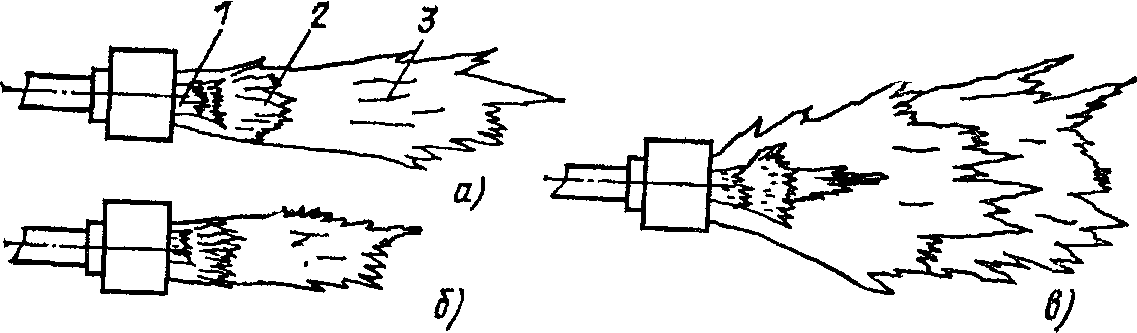
Рис. 4.11. Пропано-кислородное пламя газовой горелки:
а — нормально отрегулированное пламя: б — пламя с избытком кислорода; в — пламя с избытком пропана; 1 — ядро пламени; 2— средняя зона пламени; 3 — факел пламени
Для этого перекрывают вентиль на баллоне с пропаном, затем вентиль на баллоне с кислородом и освобождают нажимные винты редукторов. После того как пламя горелки погаснет, перекрывают вентили на рукоятке горелки.
Однопроволочные и многопроволочные жилы 16—240 мм2. Соединение жил встык (рис. 4.12) осуществляют в следующей последовательности. С концов жил снимают изоляцию на длине: 45 мм для жил сечением от 16 до 50 мм2; 50 мм для 70 и 95. мм2; 55 мм для 120 и 150 мм2; 60 мм для 185 и 240 мм2. У жил с пропитанной бумажной изоляцией удаляют маслоканифольный состав тканью, смоченной в бензине или ацетоне. На расстоянии 2—3 мм от конца многопроволочных жил накладывают бандаж из 1—2 витков алюминиевой проволоки диаметром 1—1,5 мм. При соединении секторных однопроволочных и комбинированных жил округляют их очищенные от изоляции концы, как указано выше при опрессовке жил того же сечения. Добиваться при этом точной цилиндрической формы нет необходимости, однако сварочная форма должна охватывать жилу без зазора в местах разъема. Сварочную форму выбирают по [18] в соответствии с сечением соединяемых жил. Внутренние поверхности формы покрывают мелом, разведенным в воде до пастообразного состояния. На концы свариваемых жил устанавливают полуформы 2 так, чтобы стык жил находился в середине литникового отверстия. Струбциной 3 сжимают полуформы между собой (рис. 4.12,а) и в направляющие вставляют клинья 4. Слегка постукивая по клиньям молотком, обеспечивают плотное, без зазора сжатие полуформ между собой. При сварке секторных однопроволочных жил уплотняют асбестовым шнуром места ввода жил в форму (2—3 слоя шнура на длине 6—7 мм). На оголенные участки жил накладывают охладители (рис. 4.12, б), установленные на соединительной планке.
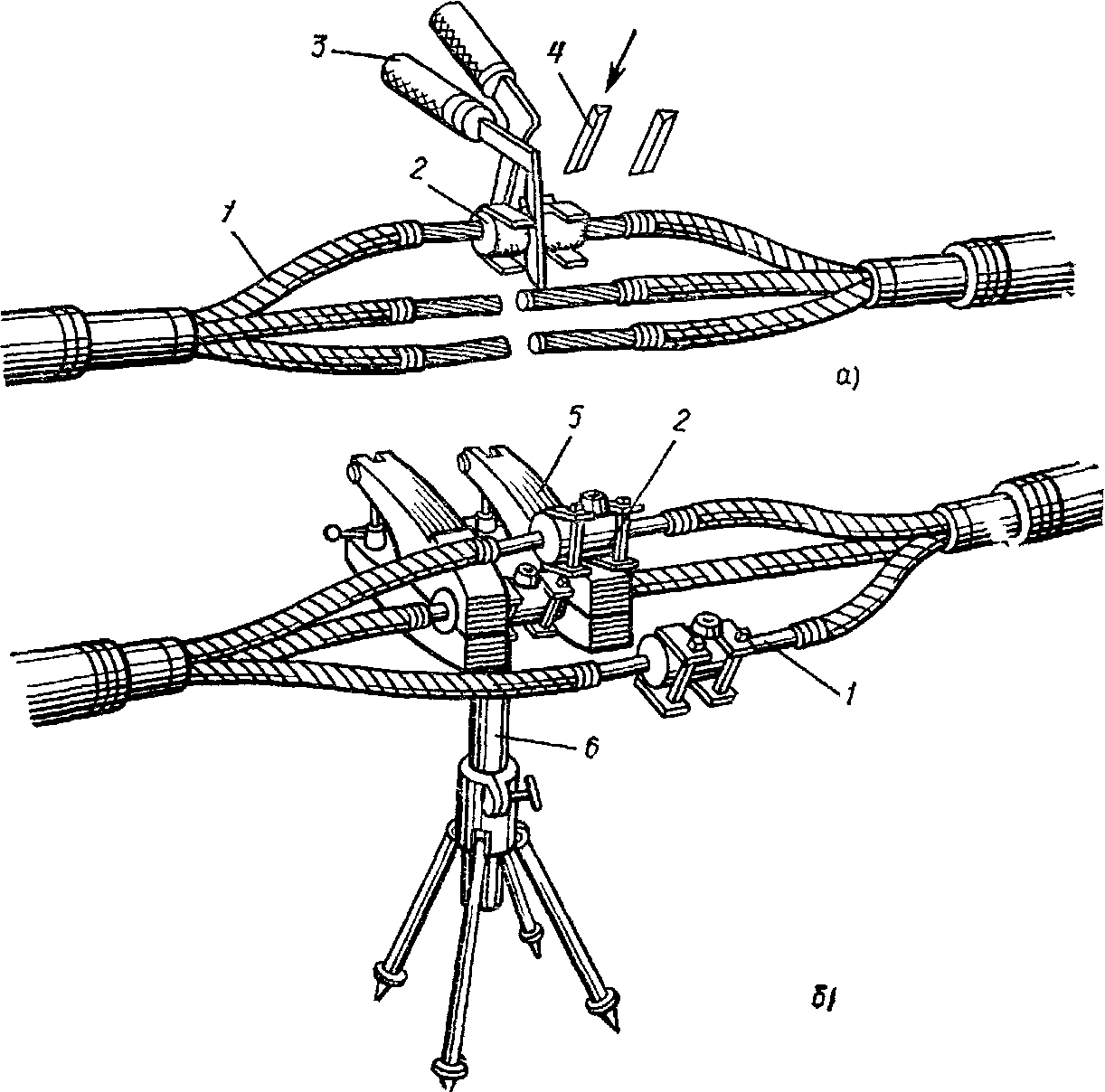
Рис. 4.12. Пропано-кислородная сварка встык алюминиевых жил сечением от 16 до 240 мм2:
а — установка сварочных форм; б — установка и закрепление охладителей; I— жила; 2 — сварочная форма; 3 —струбцина, 4 — клинья; 6—охладитель, 6 — опорная стойка
Охладители укрепляют на стойке 6, При соединении проводов охладители, закрепленные на соединительной планке, допускается не крепить на стойке, а положить на огнестойкую подкладку (кирпич, асбоцемент, асбест и т. п.). Между охладителями и формой устанавливают тепловой экран из асбестового картона. Экраны устанавливают вплотную к охладителям. Размеры экрана должны быть такими, чтобы он выступал за края охладителя не менее чем на 10 мм. Бумажную изоляцию жил за охладителями защищают сухим асбестовым картоном или подмоткой асбестовым шнуром. Пластмассовую и резиновую изоляцию жил защищают увлажненным асбестом толщиной не менее 10 мм на длине 80 мм за охладителями.
Для присадки нарезают сварочную проволоку диаметром 4 мм отрезками длиной около 1 м. Отрезки проволоки протирают чистой ветошью, смоченной в бензине или ацетоне, зачищают шлифовальной шкуркой и еще раз протирают сухой чистой ветошью и покрывают тонким слоем флюса, разведенного до пастообразного состояния. Вместо присадочных прутков диаметром 4 мм могут быть использованы скрученные вместе проволоки меньшего диаметра.
Сварку кабелей начинают с нижней жилы разделки. При этом остальные жилы кабеля, подготовленные к сварке, защищают от нагрева и искр асбестовым картоном.
Приступая к сварке, открывают вентиль на баллоне с пропаном. Затем открывают вентиль на баллоне с кислородом и устанавливают рабочее давление кислорода 0,15 МПа (1,5 кгс/см2). Пламенем горелки равномерно, не задерживаясь на одном месте, разогревают стенку формы в зоне стыка жил до красного каления. После этого в литниковое отверстие формы вводят покрытую флюсом присадку и сплавляют ее до заполнения литника. Расплав алюминия перемешивают мешалкой, не прекращая нагрев сварочной формы до полного расплавления проволок жил з объеме сварочной ванны. Перемешивание чередовать с добавлением присадки. Всплывшие шлаки удалять мешалкой. Убедившись с помощью прощупывания мешалкой в полном расплавлении концов свариваемых жил в объеме сварочной ванны, нагрев сварочной формы прекращают. При остывании расплава при необходимости добавляют присадку.
Соединение остальных жил кабеля выполняют аналогично. Нулевую жилу сечением 10 мм2 при соединении сваркой жил четырехжильных кабелей соединяют пайкой (см. § 4.4). Заканчивают сварку аналогично описанной выше сварке жил суммарным сечением 35 мм2 в скрутке.
После остывания места сварки снимают форму, выбивая стягивающие клинья 4 (см. рис. 4.12). Осматривают место сварки. При выявлении 1—2 непроваренных проволок припаивают их к монолиту припоем марки А. При числе непропаянных проволок больше двух сварку соединения следует повторить. Снимают с жил кабеля экраны, охладители и асбестовую защиту изоляции жил. Удаляют литниковую прибыль специальными клещами или спиливают ножовкой, зачищают напильником место соединения, придав ему гладкую цилиндрическую форму, зачищают стальной щеткой, протирают тканью, смоченной в бензине или ацетоне, до полного удаления остатков шлака и опилок.
При сварке жил проводов место соединения покрывают асфальтовым лаком или другим влагостойким лаком и выполняют изоляцию соединения.
Многопроволочные жилы суммарным сечением от 32 до 240 м м2. Соединение и ответвление жил проводов производят сплавлением по торцам в общий монолитный стержень (рис. 4.13). С концов жил снимают изоляцию на длине: 80 мм для суммарного сечения жил 32 мм2; 85 мм — для 95 мм2; 90 мм — для 240 мм2.
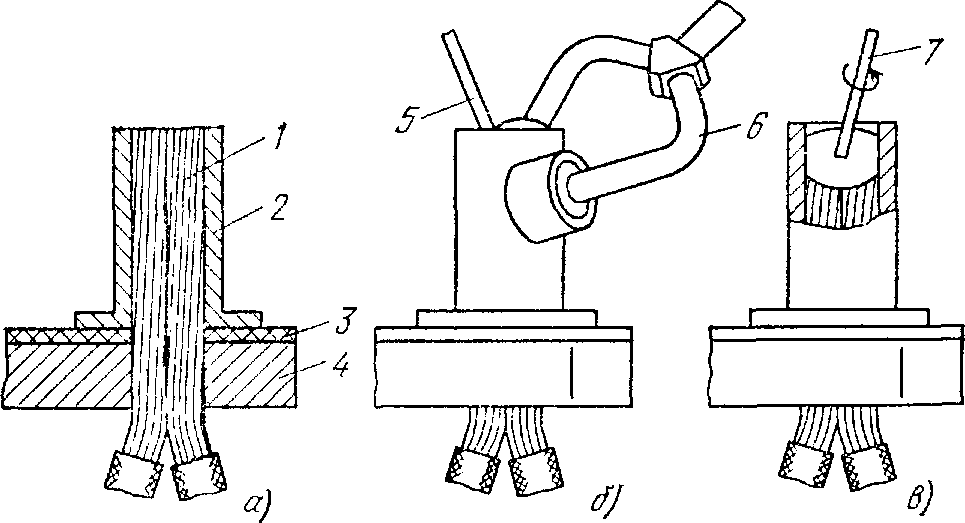
Рис 4 13 Пропано-кислородная сварка по торцам жил проводов суммарным сечением от 32 до 240 мм2
а — подготовка к сварке, б — нагрев формы и оплавление присадки; в — перемешивание мешалкой ванны расплавленного металла; г — готовое соединение; 1 — жила провода, 2 — форма; 3— экран из асбестового картона, 4 — охладитель; 5— присадка, 6 — горелка, 7 — мешалка
Подбирают по суммарному сечению форму на следующее большее сечение в соответствии с [18]. Внутреннюю поверхность формы покрывают мелом, разведенным в воде до состояния густой пасты. На концы соединяемых жил, подготовленных в соответствии с указанным в описании к рис. 4.7, надевают форму. Располагают соединяемые жилы проводов вертикально торцами вверх, и нижнюю часть формы уплотняют асбестовым шнуром. Надевают охладитель, проложив между низом формы и верхней поверхностью охладителя экран из асбестового картона. Укрепляют охладитель на опорной стойке. Допускается вместо охладителя накладывать на жилу уплотнение из медной фольги. Подготовляют присадки, процесс сварки и его окончание осуществляют, как указано в описании рис. 4.12.
Многопроволочные жилы 300—1 500 мм2. Соединение жил и оконцевание их наконечниками по ГОСТ 7387—82 осуществляют встык во многом аналогично соединению встык жил сечением от 16 до 240 мм2 (см. описание рис. 4.12). С концов жил снимают изоляцию на длине: 80 мм для жил сечением 300 мм2; 85 мм — для 400 мм2; 100 мм —для 500 мм2; 110 мм — для 625 мм2; 120 мм — для 800 мм2; 175 мм — для 1000 и 1500 мм2. После соответствующей подготовки освобожденных от изоляции концов жил, как указано в описании рис. 4.12, между прядями жил кабелей АсВВ пропускают вплотную к срезу изоляции асбестовый шнур диаметром 4 мм. Контрольные жилы у кабелей отгибают, как указано на рис. 4.9, соблюдая радиус изгиба не менее десятикратного диаметра жилы, измеренного по изоляции. Зазор между проволоками наружного повива жилы кабеля, оставшийся после отгибания контрольных жил, заполняют шнуровым асбестом или отрезками алюминиевой проволоки, при этом торцы отрезков проволоки, обращенные к отогнутой контрольной жиле, срезают под углом 60°. Сварочные формы выбирают по сечению жил кабеля: для жил сечением 300 и 500 мм2 берут форму ФС 300... ФС 500; для 625 и 800 мм2 — ФС 625... ФС 800; для 1000 мм2 — ФС 1000; для 1500 мм2 — ФС 1500. В сварочные формы ФС 300...ФС 500 и ФС 625... ФС 800 устанавливают (при необходимости) разъемные стальные вкладыши, соответствующие сечению соединяемых жил. Установку форм на жилах и подготовку их к сварке выполняют аналогично сказанному в описании рис. 4.12.
Присадку подготовляют тоже, как указано в описании рис. 4.12. Процесс начала, хода и окончания сварки аналогичен описанному в пояснении к рис. 4.12. Соединение контрольных жил выполняют пайкой (см. ниже). Технология оконцевания жил сечениями 300—1500 мм2 наконечниками по ГОСТ 7387—82 аналогична технологии сварки встык (см. описание рис. 4.7).
Медные жилы. Оконцевание, соединение и ответвление медных жил проводов и кабелей электросваркой, термитной или газовой сваркой не выполняют.