Сварка является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций [20—21]. Сваркой называют процесс получения неразъемного соединения твердых металлов (а также металла и минерала), осуществляемых за счет использования междуатомных сил сцепления.
Междуатомное сцепление может происходить при расплавлении металлов и последующем остывании (сварка плавлением), а также при сдавливании свариваемых элементов (сварка давлением). Сварка плавлением имеет универсальное применение. Этим способом можно сваривать практически любые металлы и сплавы при любой форме свариваемых деталей. Сварку давлением применяют прежде всего для соединения пластичных металлов — алюминия, меди и некоторых Других.
Электродуговая сварка получила наибольшее распространение. Она изобретена русскими инженерами Бенардосом (1882 г ) и Славяновым (1888 г.). Сварку по способу Бенардоса выполняют неплавящимся угольным или графитовым электродом с заполнением сварочного шва металлом плавящегося присадочного прутка (рис. 5.1).

Рис 5 1 Дуговая электросварка по способу Бенардоса
а — схема б — электрическая дуга угольного электрода, 1—угольный электрод, 2—присадочный пруток, 3 — свариваемый материал, 4 — катодное пятно, 5 — столб электрической дуги, 6 — пламя дуги, 7 — ванна
Сварку по способу Славянова выполняют плавящимся металлическим электродом, металл которого, расплавляясь, заполняет сварочный шов (рис. 5.2).
Электрическая сварочная дуга представляет собой электрический разряд в газе (воздухе) Электрический разряд возникает, если воздушный (газовый) промежуток между полосами или электродами электрической цепи становится токопроводящим Это происходит, когда он достаточно ионизирован, т е насыщен ионами — положительно заряженными атомами газа. Ионизация газового промежутка между электродами возникает в результате столкновения свободных электронов, движущихся под действием электрического поля с отрицательного полюса (катода) к положительному полюсу (аноду) с нейтральными атомами газа.


Рис. 5.2. Дуговая электросварка по способу Славянова: а — схема; б — электрическая дуга металлического электрода; 1 — металлический электрод; 2 — свариваемый материал; 3— столб дуги; 4 — пламя дуги; 5 — ванна
Движущиеся электроны «выбивают» из атомов газа их электроны, и они становятся положительно заряженными частицами — нонами, которые устремляются под действием электрического поля к катоду.
При касании электродом металла замыкается электрическая цепь. Электрический ток, проходя через контакт электрода с металлом, вызывает нагрев. Под электродом возникает очаг расплавления металла. При отводе электрода от поверхности жидкой ванны под электродом переходное сопротивление возрастает, температура металла повышается, он начинает перегреваться и кипеть.
Электродуговую сварку ведут как на постоянном, так и на переменном токе. Электрическая дуга постоянного тока более устойчива. Сварку на постоянном токе производят как при прямой, так и при обратной полярности. Прямой полярностью называют подключение отрицательного полюса к электроду, а положительного—к материалу. При сварке на переменном токе это понятие теряет смысл, так как полярность электрической цепи меняется 100 раз в секунду.
Ручная электродуговая сварка стали широко применяется при электромонтажных работах и при изготовлении конструкций для крепления электрооборудования и прокладки сетей заземления проводов и кабелей. Ручная сварка стали в монтажной зоне обычно производится на переменном токе штучными электродами марки ОММ-5, ЦМ-7, АНО-8, МР-3, УОНИ и др., изготовленными промышленностью. При этом для горизонтальной и вертикальной сварки применяются электроды диаметром не более 4 мм. Питание сварочной цепи осуществляется от передвижных сварочных трансформаторов, подключенных к сети напряжением 380/220 В. Рабочее напряжение сварочной цепи в зависимости от типа трансформатора — от 25 до 35 В, напряжение холостого хода — от 60 до 79 В, пределы регулировки сварочного тока — от 55 — 60 до 400—700 А.
При сварке на постоянном токе питание сварочной цепи осуществляется от вращающегося преобразователя. В настоящее время для питания сварочной цепи на постоянном токе широкое применение получили статистические преобразователи переменного тока в постоянный (кремниевые выпрямители). В целях использования парка сварочных трансформаторов для сварки на постоянном токе в системе НПО «Электромонтаж» Минмонтажспецстроя применяются специальные выпрямительные приставки типа ПВ-400 к сварочным трансформаторам. Для работ в монтажной зоне применяется сварочный комплект «Малютка», состоящий из сварочного трансформатора (типа СА65м) и выпрямителя (типа ВП-1) на ток 350 А. Масса комплекта — 43 кг.
Широкое распространение в электромонтажном производстве при изготовлении на заводах и в МЭЗ тонколистовых конструкций (лист толщиной 2—3 мм) получила полуавтоматическая сварка стали в среде защитного углекислого газа (рис. 5.3). Ее преимущества — высокая производительность, лучшее качество швов против ручной сварки штучными электродами, небольшое количество шлака и в связи с этим отсутствие необходимости зачистки швов. Для сварки применяется электродная проволока марки Св-08ГС или Св-08Г2С диаметром 1; 1,2 и 1,6 мм по ГОСТ 2246—70*, поставляемая в мотках.
При сварке алюминия и меди широко применяют аргонодуговую сварку неплавящимся вольфрамовым электродом, а также сварку алюминия алюминиевым плавящимся электродом, сварку меди — медным.
Сварку в среде защитного газа производят без флюса, так как электрическая дуга горит в среде нейтрального газа, который защищает место сварки от окисления атмосферным воздухом. Технологическая схема аналогична показанной на рис. 5.3.
Сварка в среде защитного газа позволяет осуществлять сварку металлов в любых пространственных положениях и обеспечивает высокую коррозионную стойкость сварных соединений. Полуавтоматическую аргонодуговую электросварку плавящимся электродом применяют как в монтажных условиях, так и на заводах или МЭЗ.
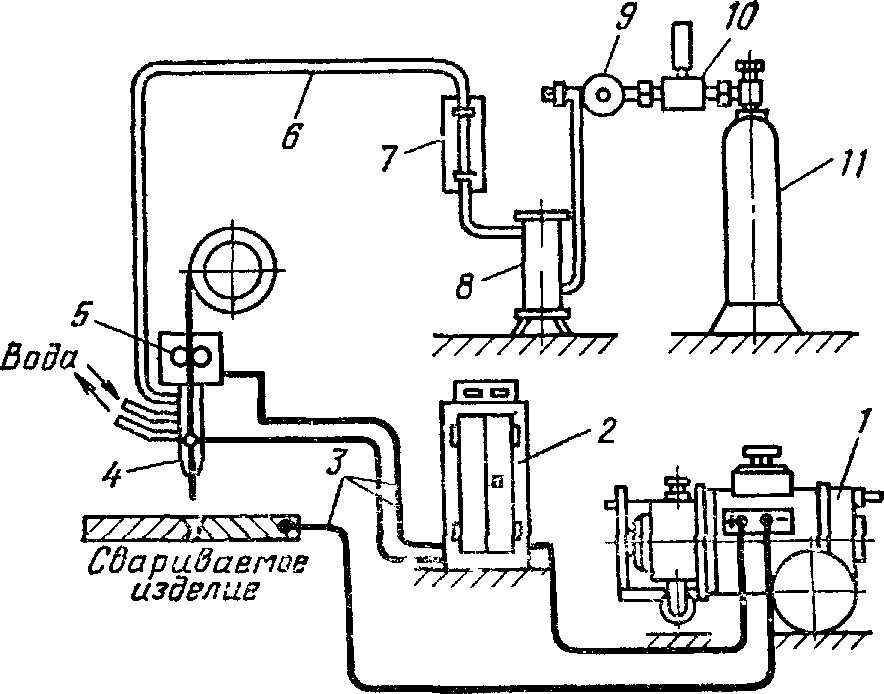
Рис 5 3 Схема поста для полуавтоматической сварки плавящимся электродом в среде защитного газа
1 — источник тока, 2—аппаратный шкаф, 3 — токопроводящие кабели, 4 — горелка (электрододержатель), 5 — механизм подачи электродной проволоки; 6 — шланг для газа, 7— ротаметр, 8 — осушитель газа, 9— газовый редуктор, 10 — подогреватель газа, 11 — баллон или группа баллонов (рамка) с защитным газом
Сварка этого вида нашла применение, в частности, при изготовлении и монтаже поддерживающих конструкций из алюминиевых немагнитных сплавов для крепления токопроводов на большие токи.
Полуавтоматическую аргонодуговую сварку плавящимся металлическим электродом в монтажной зоне выполняют с помощью монтажных ранцевых полуавтоматов типа ПРМ (рис. 5.4). Сварка производится на постоянном токе от сварочных вращающихся или статических преобразователей. Кассета со сварочной проволокой (при сварке алюминия алюминиевая проволока диаметром 1,2—2 мм подается со скоростью 3—15 м/мин) и подающий механизм смонтированы в ранце, закрепляемом плечевыми ремнями (масса ранца с катушкой проволоки — 9 кг), проволока подается к сварочному пистолету через резиновый шланг (масса пистолета — 0,6 кг). При нажатии кнопки на пистолете сначала открывается клапан подачи аргона, затем включается цепь сварочного тока и пускается механизм подачи проволоки. Необходимая аппаратура смонтирована в переносном ящике массой 14 кг. Ручная аргонодуговая сварка неплавящимся вольфрамовым электродом осуществляется на переменном токе.

Рис. 5.4. Монтажный ранцевый полуавтомат ПРМ-4:
1 — сварочной пистолет; 2 — ранец с кассетой проволоки и проволокопротяжным механизмом; 3 — ящик с аппаратурой; 4 — шланг к баллону с аргоном; 5 — провода к источнику сварочного тока
Для сокращения времени на монтаж всего комплекса полуавтомата ПРМ-4 и подготовку его к сварке по предложению электросварщика ЭМУ в Набережных Челнах треста Татэлектромонтаж А. Ф. Гайс применяется передвижной трехколесный контейнер, в котором смонтировано все оборудование: аппаратный шкаф, выпрямитель с магнитным усилителем и сварочный трансформатор, уложены кабель, шланги, сварочная проволока, инструмент и приспособления, с торцевой стороны установлен баллон с аргоном. Контейнер имеет габариты с баллоном аргона 1700X620X1670 мм, без баллона — 1420Х620ХП20 мм. Контейнер позволяет устанавливать его и перемещать по электротехническим мостикам обслуживания, через стандартные дверные проемы, транспортировать в кузове (корзине) гидроподъемника.
В связи с сокращением поставки полуавтоматов ПРМ-4 в электромонтажных организациях начато применение полуавтомата ПДИ-304 для импульсно-дуговой сварки алюминия, выпускаемого Симферопольским электромашиностроительным заводом. Как показал опыт треста Узэлектромонтаж, этот полуавтомат удобен в эксплуатации при сварке в МЭЗ, использование его в монтажных условиях осложняется тем, что механизм подачи проволоки имеет массу 10 кг, при переходе от одного места сварки к другому приходится переносить и вновь устанавливать подающий механизм. Для облегчения использования полуавтоматов ПДИ-304 в монтажных условиях с 1988 г. Московский опытный завод электромонтажной техники по разработке ЛенПЭО ВНИИпроектэлектромонтажа изготовляет комплект принадлежностей, состоящий из специальной сварочной горелки с укороченным шлангом и приспособлением ранцевого типа для переноски механизма подачи сварочной проволоки. При использовании полуавтомата ПДИ-304 в условиях МЭЗ применение указанного комплекта принадлежностей не требуется.
Ниже приведен краткий перечень других видов сварки, применяемой в электромонтажном производстве.
Электроконтактная сварка основана на нагреве проводника проходящим по нему током. Различают точечную, шовную и стыковую контактную сварку.
Сварку давлением или холодную сварку выполняют без нагревания. При этом неразъемное соединение металлов за счет использования междуатомных сил сцепления получают путем совместного пластического деформирования соединяемых элементов. Под действием сил давления происходит пластическое течение металла, при котором начинают проявляться силы взаимодействия атомов. Сварку давлением в электромонтажных работах применяют для соединения алюминиевых и медных шин. Соединение шин выполняют внахлестку. При соединении однопроволочных жил проводов применяют также сварку давлением встык. Сварку давлением шин выполняют с помощью гидропресса и специального инструмента — набора кондукторов и пуансонов.
В последние годы сварка давлением шин находит ограниченное применение в электромонтажном деле вследствие относительно высокой трудоемкости и сложности процесса; начинают применять новые методы сварки — магнитноимпульсную и взрывом.
Выше, в гл. 4, было приведено описание применения термитной и пропано-кислородной сварки для соединения, ответвления и оконцевания алюминиевых и медных жил проводов и кабелей. В этой главе ниже дается описание применения сварки для соединения шин из алюминия и его сплавов, медных шин, а также стальных плоских и круглых заземляющих проводников.