МОНТАЖ ПРОВОДОВ И ТРОСОВ (КАНАТОВ)
Монтаж проводов и тросов является организационно и технически сложным процессом и должен выполняться в соответствии с технологическими указаниями, приведенными в ППР для данной конкретной ВЛ. Подробное описание монтажа проводов и тросов (канатов) приведено в специальной литературе, например в [63, 64]. Ниже даются лишь основные требования [2] и краткое описание некоторых основных моментов монтажа.
Сооружение ВЛ осуществляют поточным методом, причем монтаж проводов и тросов разбивают на следующие этапы: раскатка проводов и тросов, соединение проводов и тросов, сборка гирлянд и подъем их с проводами на промежуточные опоры; натяжка проводов и тросов и закрепление их на анкерных опорах; закрепление проводов и тросов на промежуточных опорах.
Раскатка проводов.
Неизолированные провода для BЛ доставляют на деревянных барабанах. Барабаны с проводом устанавливают на специальной тележке, с помощью которой выполняют одновременно раскатку нескольких проводов и тросов. Раскатку проводов с барабанов производят при помощи тракторов или гвтомашин и ведут обычно от одной анкерной опоры до другой. При этом должны выполняться следующие требования.
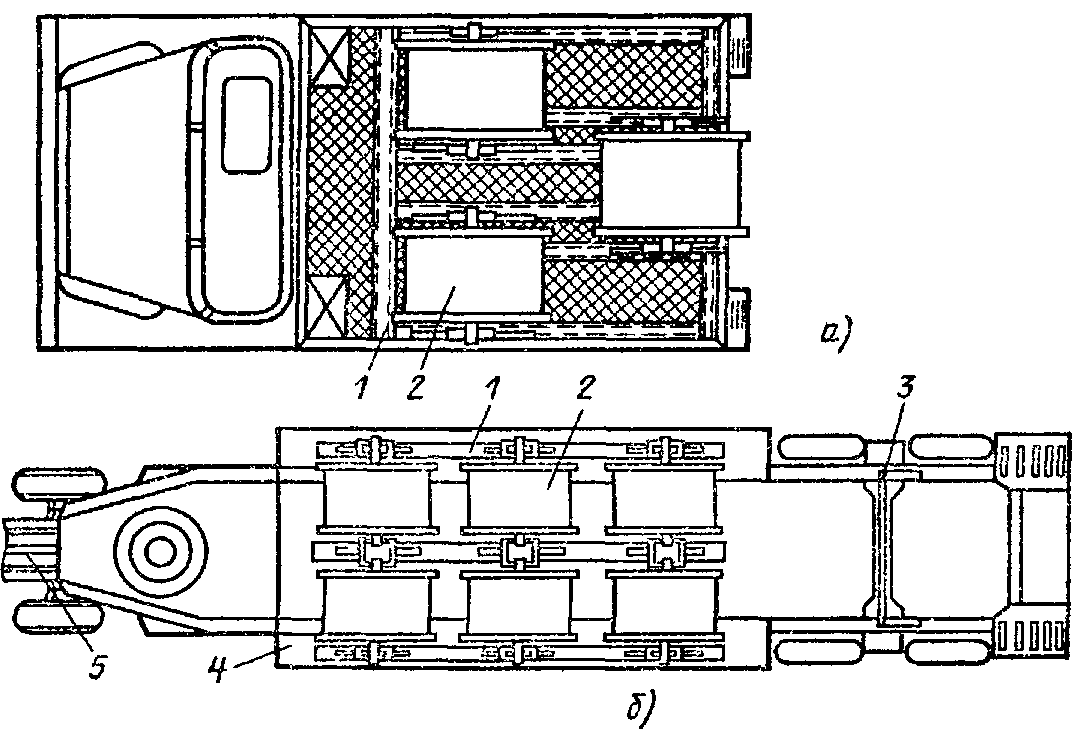
Рис. 13 24. Движущиеся средства для раскатки проводов:
а — трехбарабанный раскатчик на тягаче ATT; б — шестибарабанный раскатчик на полуприцепе-трейлере; 1 — сварная рама; 2 — барабан с проводом; 3 — П-образная рама с роликами для предохранения проводов при раскатке; 4 — полуприцеп; 5 — седельное устройство тягача
Раскатку проводов (канатов) по земле следует, как правило, производить с помощью движущихся тележек (рис. 13.24). Для опор, конструкция которых полностью или частично не позволяет применять движущиеся раскатные тележки, допускается производить раскатку проводов (канатов) по земле с неподвижных раскаточных устройств с обязательным подъемом проводов (канатов) на опоры по мере раскатки и принятием мер против повреждения их в результате трения о землю, скальные, каменные и другие грунты. Раскатка и натяжение проводов и канатов непосредственно по стальным траверсам и крюкам не допускается. Раскатка проводов и канатов при отрицательных температурах должна производиться с учетом мероприятий, предотвращающих вмерзание провода или каната в грунт.
При раскатке проводов отмечают места обнаруженных дефектов проводов. В дальнейшем перед натяжкой провода в этих местах выполняют ремонт проводов, при этом согласно «Противоаварийному предписанию» Госинспекции по эксплуатации Минэнерго восстановительный ремонт проводов осуществляют: при повреждении до 17 % алюминиевого повива — путем наложения проволочных бандажей, при повреждении до 34 % — монтажом ремонтных зажимов, выше 34 % — заменой отрезком нового провода.
Провода ВЛ с подвесными изоляторами закладывают у каждой промежуточной опоры в раскатные (монтажные) ролики (рис. 13 25), предварительно закрепленные на гирляндах изоляторов;
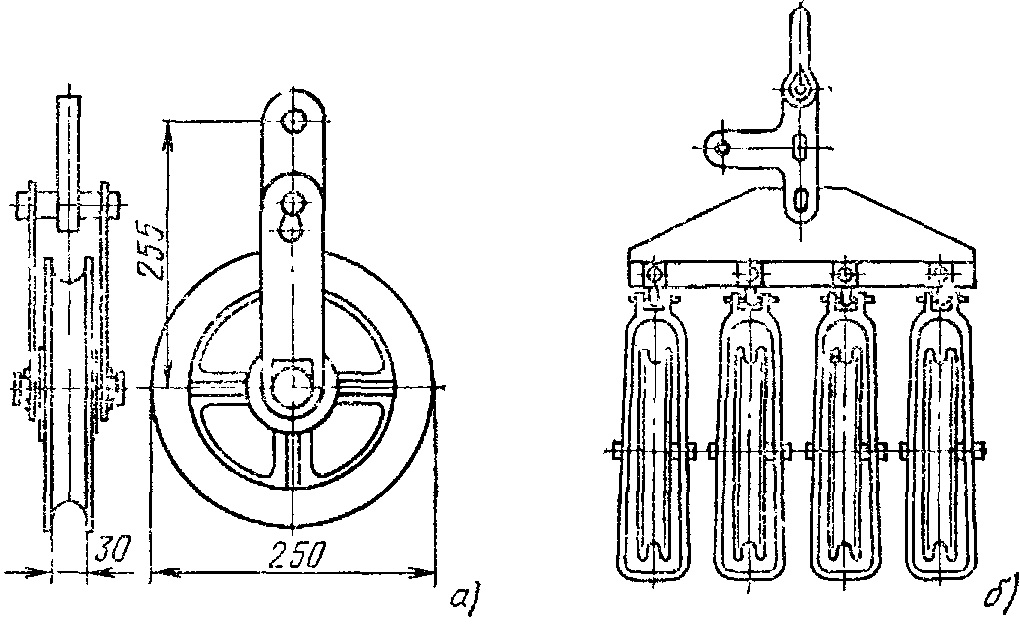
Рис. 13.25 Ролики монтажные для раскатки проводов:
а — одинарный ролик; б — монтажный раскаточный подвес для четырех одновременно раскатываемых проводов
затем провода поднимают вместе с гирляндами и роликами на опору; одновременно поднимают на опору и тросы, также заложенные в ролики. После этого провода и тросы раскатывают до следующей промежуточной опоры.
При монтаже ВЛ на штыревых изоляторах до подъема проводов на опоры их предварительно раскатывают по земле или же провода раскатывают по роликам, подвешенным к крюкам (траверсам). В Литовэнерго применено устройство для монтажа проводов на промежуточных опорах ВЛ 10 кВ, показанное на рис. 13 26, а. Оно надевается трубкой 4 на штырь для изолятора и закрепляется на опоре струбциной 1. Для угловых опор применяется устройство, показанное на рис 13 26,6. Оно крепится с помощью упоров и рычага, размещенных на основании устройства 1. На кронштейне 7 приварены три скобы 8, которыми поддерживаются направляющие бронзовые ролики 9.

Рис 13 26 Раскаточные роликовые устройства для проводов ВЛ со штыревыми изоляторами
а — для промежуточных опор, б — для угловых опор ВЛ 10 кВ, 1 — устройство для закрепления на опоре, 2, 3 — нижний и верхний раскаточные ролики, 4 — трубка для надевания устройства на штырь изолятора, 5 — рукоятка верхнего ролика, 6 — раскатываемый провод 7 — кронштейн 8 — скобы, 9 — бронзовые ролики, 10 — ролики, на которые укладывается раскатываемый провод
При раскатке проводов через железные и шоссейные дороги, а также при пересечении ВЛ линий слабого тока в местах пересечения устанавливают специальные деревянные рогатки или опоры с натянутым между ними тросом, что обеспечивает безопасность движения по дорогам и предохраняет пересекаемые провода от замыкания.
Монтаж проводов и канатов на переходах через инженерные сооружения следует производить в соответствии с Правилами охраны электрических сетей напряжением свыше 1 кВ с разрешения организации-владельца пересекаемого сооружения в согласованные с этой организацией сроки. Раскатанные через автодороги провода и канаты надлежит защищать от повреждений путем подъема их над дорогой, закапывания в грунт или закрытия щитами. В случае необходимости в местах, где возможны повреждения проводов, должна быть выставлена охрана [2].
При монтаже ВЛ с большим числом переходов применяют инвентарные телескопические устройства для защиты переходов. Устройство изготовляют из металлических труб разного диаметра, входящих одна в другую. В трубах сделаны соосные отверстия для болтового соединения их между собой при изменении высоты устройства.
На месте монтажа перехода ВЛ телескопическое устройство выдвигается на необходимую длину и собирается на болтах. После этого его устанавливают автокраном в пробуренный цилиндрический котлован глубиной 2,5— 3 м. По окончании монтажа перехода устройство демонтируют, разбирают и перевозят на место монтажа другого перехода.
Соединения проводов BЛ напряжением до 20 кВ следует выполнять: а) в петлях опор анкерно-углового типа: зажимами — анкерными и ответвительными клиновыми; соединительными овальными, монтируемыми методом обжатия; петлевыми плашечными при помощи термитных патронов, а проводов разных марок и сечений — аппаратными прессуемыми зажимами; б) в пролетах: соединительными овальными зажимами, монтируемыми методом скручивания. Соединения проводов ВЛ напряжением выше 20 кВ необходимо выполнять: а) в шлейфах опор анкерноуглового типа, сталеалюминиевых проводов сечением 240 мм2 и выше — при помощи термитных патронов и опрессовкой с помощью энергии взрыва; сталеалюминиевых проводов сечением 500 мм2 и выше — при помощи прессуемых соединителей; проводов разных марок—болтовыми зажимами; проводов из алюминиевого сплава — зажимами петлевыми плашечными или соединителями овальными, монтируемыми методом обжатия; б) в пролетах: сталеалюминиевых проводов сечением до 185 мм2 и стальных канатов сечением до 50 мм2 — овальными соединителями, монтируемыми методом скручивания; стальных канатов сечением 70—95 мм2 — овальными соединителями, монтируемыми методом обжатия или опрессования с дополнительной термитной сваркой концов; сталеалюминиевых проводов сечением 240—400 мм2 — соединительными зажимами, монтируемыми методом сплошного опрессования и опрессования с помощью энергии взрыва; сталеалюминиевых проводов сечением 500 мм2 и более—соединительными зажимами, монтируемыми методом сплошного опрессования. (Зажимы приведены на рисунках: 13.13 — натяжные, 13.14 — поддерживающие, 13.16 — соединительные.) В каждом пролете ВЛ напряжением выше 1 кВ допускается не более одного соединения на каждый провод или канат [2].
Опрессовку соединительных, натяжных и ремонтных зажимов следует выполнять и контролировать согласно требованиям ведомственных технологических карт, утвержденных в установленном порядке. Прессуемые зажимы, а также матрицы для опрессовки зажимов должны соответствовать маркам монтируемых проводов и канатов. Не допускается превышать номинальный диаметр матрицы более чем на 0,2 мм, а диаметр зажима после опрессовки не должен превышать диаметра матрицы более чем на 0,3 мм. При получении после опрессовки диаметра зажима, превышающего допустимую величину, зажим подлежит вторичной опрессовке с новыми матрицами. При невозможности получения требуемого диаметра, а также при наличии трещин зажим следует вырезать и вместо него смонтировать новый.
Геометрические размеры соединительных и натяжных зажимов проводов ВЛ должны соответствовать требованиям ведомственных технологических карт, утвержденных в установленном порядке. На поверхности не должно быть трещин, следов коррозии и механических повреждений, кривизна опрессованного зажима должна быть не более 3 % его длины, стальной сердечник опрессованного соединителя должен быть расположен симметрично относительно алюминиевого корпуса зажима по его длине. Смещение сердечника относительно симметричного положения не должно превышать 15 % длины прессуемой части провода. Зажимы, не удовлетворяющие указанным требованиям, должны быть забракованы. Термитную сварку проводов, а также соединение проводов с использованием энергии взрыва следует выполнять и контролировать согласно требованиям ведомственных технологических карт, утвержденных в установленном порядке. При механическом повреждении многопроволочного провода (обрыв отдельных проволок) следует устанавливать бандаж, ремонтный или соединительный зажим. Ремонт поврежденных проводов следует выполнять в соответствии с требованиями ведомственных технологических карт, утвержденных в установленном порядке [2].
Соединение проводов двух смежных пролетов на ВЛ с подвесными изоляторами может быть выполнено на анкерной опоре в петле между двумя натяжными гирляндами изоляторов. Однако во всех случаях, когда это возможно, провод на анкерной опоре не разрезают, а пропускают в следующий анкерный пролет, закрепляя его сначала в одном натяжном зажиме, а потом (после натяжки провода в анкерном пролете) в другом натяжном зажиме по другую сторону анкерной опоры. Между двумя натяжными зажимами оставляют неразрезную петлю.
Перед монтажом соединения на провода накладывают бандажи на расстоянии, равном длине соединителя плюс 70—80 мм, торцы проводов подравнивают ножовкой или клещами со специальными вкладышами — ножами, затем на концы проводов накладывают вторые бандажи на расстоянии 50 мм от первых бандажей (ближе к концу провода). Соединение проводов выполняют в следующем порядке: чистой тряпкой, смоченной в бензине, очищают концы проводов от грязи и заводской смазки; смазывают поверхность всех проволок вазелином или защитной смазкой; расплетают повивы провода на длине, равной длине соединителя; стальной щеткой счищают пленку окиси с поверхности проволок всех повивов; внутреннюю поверхность соединителя очищают от грязи чистой тряпкой, смоченной в бензине, и смазывают ее чистым вазелином или защитной смазкой; стальным ершом очищают внутреннюю поверхность соединителя и удаляют опилки чистой сухой тряпкой; протирают чистой сухой тряпкой поверхность проволок всех повивов соединяемых проводов; скручивают проволоки в повивы; соединяемые провода вводят в овальную гильзу так, чтобы концы их вышли из соединителя на 25—30 мм, и специальными клещами (рис. 13.27) выполняют насечки на гильзе в шахматном порядке в той последовательности, которая указана цифрами на рис. 13.28, проставленными в лунках, образующихся после обжима. Так, например, первое обжатие производят в том месте, где поставлена цифра 1, второе — там, где поставлена цифра 2, и т.д. Глубина обжатия должна соответствовать размеру М (табл. 13.1).

Рис. 13 27. Клещи для обжатия овальных соединителей типа МИ-19А
После обжима проверяют отсутствие трещин на соединительном зажиме, и если обнаружат трещины, то зажим вырезают и соединение делают вновь. При отсутствии трещин измеряют размеры обжимов М, и если обжим недостаточен, то производят дополнительный обжим до размера, соответствующего данным табл. 13.1. Расстояния между лунками К (рис. 13.28) определяют по рискам, имеющимся на зажимах. Отклонение от рисок не должно быть больше +- 10 мм.
Аналогично производят соединение опрессовкой овальных соединителей при монтаже сталеалюминиевых проводов (рис. 13 29). Опрессовку выполняют специальным прессом (рис. 13 30). Размеры М для опрессовки приведены в табл. 13.2. После опрессовки соединительный зажим проверяют, как и после обжима.
Таблица 13 1. Допуски на обжим клещами овальных соединителей
Сечение провода, мм2 | Размеры М по большому овалу зажима, | мм | ||
Алюминий | Медь | Сталеалюминий | Сталь | |
!6 | 10,5± 1 | 10,5±0,5 |
|
|
25 | 12,5+1 | 12,0+0,5 | — | — |
35 | 14,0 ± 1 | 14,5:4=0,5 | 17,5+1 | 16+0,5 |
50 | 16,5±1 | 17,5±0,5 | 20,5+1 | 18+0,5 |
70 | 19,5±1 | 20,5+0,5 | 25,0+ 1 | 22+0,5 |
95 | 23,0± 1 | 24,0+0,5 | 29,0+ 1 | — |
120 | 26,0+1 | 27,5+0,5 | 33,0+1 | — |
150 | 30,0± 1 | 31,5+0,5 | 36,0+1 | — |
185 | 33,5±1 | — | 39,0+1 | — |
240 |
| — | 43,0+ 1 |
|
![]()
Рис 13 28 Обжим овальных соединителей при монтаже сталеалюминиевых проводов 1 — провода, Л — вкладыш
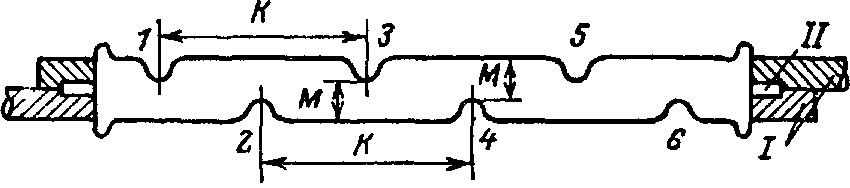
Рис 13 29 Опрессовка овальных соединителей при монтаже сталеалюминиевых проводов I — провода, II — вкладыш
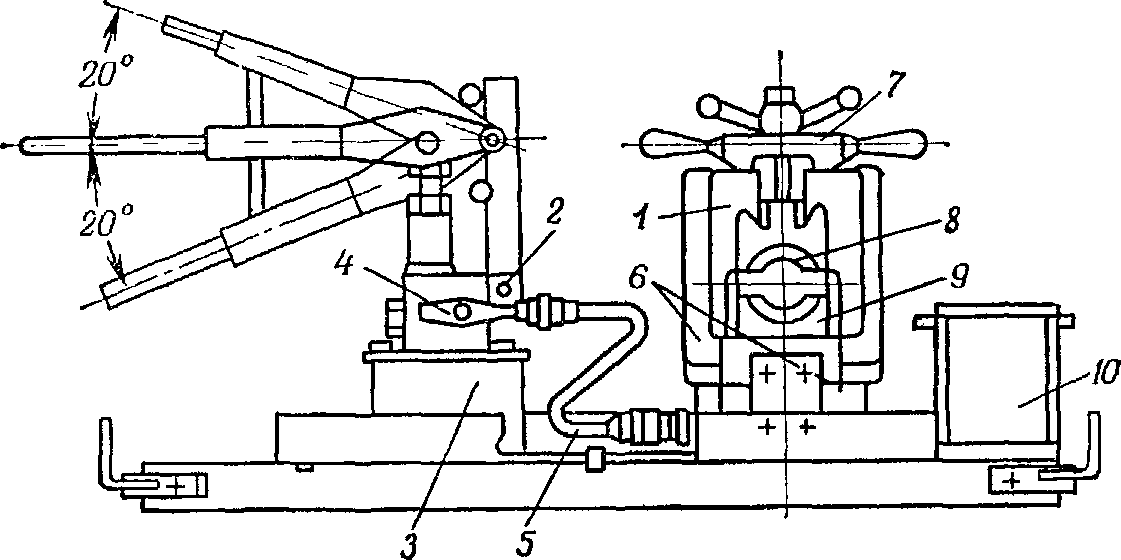
Рис 13 30 Монтажный передвижной гидравлический пресс МИ-1Б, применяемый при монтаже ВЛ
1 — захваты пресса, 2 — насос с ручным приводом и шариковыми клапанами, 3 — бак для рабочей жидкости 4 — вентиль для спуска рабочей жидкости из пресса в бак, 5 — труба, соединяющая насос с прессом, 6 — пресс 7 — заглушка, 8 — верхняя матрица, 9— нижняя матрица, 10 - инструментальный ящик
Опрессовки можно выполнять с помощью малогабаритного пресса или ручного гидропресса, применяемого для опрессовки наконечников и соединительных гильз на жилах изолированных проводов и кабелей.
Для повышения механической прочности соединения проводов применяют соединители, монтируемые скручиванием. Весь процесс подготовки соединения аналогичен описанному для соединения обжатием.
Сечение провода, мм2 | Размеры М по большому овалу зажима, лм | ||
Алюминий | Медь | Сталеалюминий | |
16 | 10,0+1 | 10,0±0,5 |
|
25 | 12,5+1 | 12,5+0,5 | — |
35 | 15,Oil | 15,0±0,5 | 16,0±1 |
50 | 18,5+1 | 18,5+0,5 | 19,0±1 |
70 | 22,0+1 | 22,0+0,5 | 23,0+1 |
95 | 26,0+1 | 26,0±0,5 | 28,0 + 1 |
120 | 29,5+1 | 29 5+0,5 | 30,0+1 |
150 | _ | — | 35,0+1 |
185 | — | — | 39,0+1 |

Рис. 13 31 Приспособление для соединения проводов ВЛ методом скручивания овального соединения, а —типа МИ 189; б — типа МИ-190; в — типа МИ-230А, 1 — неподвижный зажим; 2 — подвижной зажим; 3 — планшайба; 4 — основание
После ввода соединяемых проводов в соединитель его закладывают в приспособление для скручивания (рис. 13.31), закрепляют в зажимах и производят скручивание соединителя в соответствии с монтажной инструкцией (технологической картой).
Соединение сталеалюминиевых проводов 240 мм2 и более производят путем раздельного спрессовывания стального сердечника в стальной части соединителя и алюминиевой части провода в корпусе соединителя гидравлическим прессом в соответствии с монтажной инструкцией (технологической картой).
На рис 13 32 приведены приспособления для рубки проводов и тросов (а), обрезки алюминиевых повивов сталеалюминиевых проводов (б) и обкатки сталеалюминиевых проводов и стальных канатов (в) по клиньям натяжных зажимов Приспособление МИ-148А (рис 13.32, а) имеет размеры 290x220 мм, массу 15,4 кг, предназначено для рубки клин-ножами 1 проводов и тросов диаметром до 3— мм ударом кувалды Приспособление МИ-261 Б (рис. 13.32, б) предназначено для обрезки алюминиевых повивов сталеалюминиевых проводов сечением от 185 до 1000 мм2 В зажим 3, состоящий из двух полузажимов, вставляются вставки, соответствующие сечению провода.
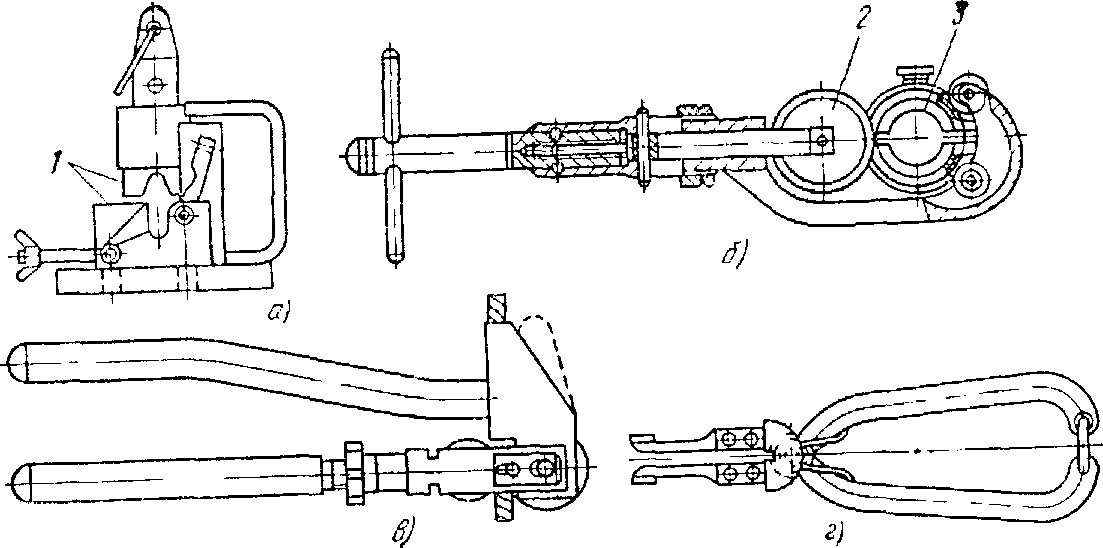
Рис 13 32 Приспособления для монтажа проводов ВЛ:
а — тросоруб МИ 148А, б — приспособление МИ-261Б для обрезки алюминиевых проводов, в — приспособление М 24 для обкатки проводов и канатов по клиньям зажимов НК и НКК, г — щипцы МИ-38 для установки замков в шапках изоляторов, 1 — клин ножи, 2 — нож, 3 — зажим
Во избежание затупления ножа 2 повивы обрезают не полностью, оставляя 1—2 мм до стального сердечника провода. После освобождения провода из зажима вручную снимают обрезанные повивы и надрезанный (оставленный) нижний повив Приспособление МИ-24 (рис. 13 32, в) имеет размеры 300x90 мм и массу 1,5 кг. Оно предназначено для обкатки сталеалюминиевых проводов диаметром 4,5—9,6 мм и стальных канатов диаметром 6,6—11,5 мм по клиньям зажима НКК-1 (см. рис. 13.13). Приспособление МИ-38 (рис. 13.32, г) предназначено для установки замков в шапках подвесных изоляторов. Оно имеет размеры 215X60 мм и массу 0,22 кг. Операции монтажными приспособлениями, приведенными на рис. 13.32, выполняют в соответствии с указаниями в технологических картах.
Соединения проводов обжимом и опрессовкой обладают достаточной механической прочностью, однако электрическое сопротивление переходного контакта в этих соединенениях с течением времени увеличивается. Это приводит к повышенному нагреву их током, и если своевременно не будут приняты меры по улучшению контакта, то провода в месте соединения могут перегреться, потерять свою механическую прочность и оборваться, поэтому при эксплуатации линий с такими соединениями приходится производить периодический контроль нагрева соединителей и дефектные зажимы заменять новыми. Для того чтобы избежать ухудшения контакта, применяют сварку концов проводов, соединенных обжимом или опрессовкой (рис. 13.33, табл. 13.3). Сварку концов проводов выполняют с помощью термитных патронов [19, 21].

Рис. 13.33, Соединение опрессовкой сталеалюминиевых и медных проводов с применением сварки их концов:
а — с помощью одного соединителя; б — с помощью двух соединителей (с шунтом)
Таблица 13 3. Данные опрессовки овальных соединителей на сварных соединениях проводов в пролете (рис. 13.33)
Марка | Наружный диаметр, мм | Размеры, мм | Количество | Глубина первых обжатий от конца овального зажима, мм | Гарантированная прочность заделки провода, кН | ||||
b0 | b1 | а | t | 1 | |||||
М 16 | 5,1 | 15,4 | 10 | 30 | 38 | 98 | 2 |
| 5 |
М 25 | 6,3 | 17,8 | 12,5 | 25 | 31 | 112 | 3 | — | 7,7 |
М 35 | 7,5 | 20,4 | 15 | 25 | 37 | 126 | 3 | — | 10,9 |
М 53 | 9 | 23,4 | 18,5 | 25 | 43 | 180 | 4 | — | 15,6 |
М 70 | 10,6 | 26,6 | 22 | 25 | 49 | 198 | 4 | — | 21,7 |
М 95 | 12,4 | 30,2 | 26 | 30 | 41 | 264 | 6 | — | 29,6 |
М 120 | 14 | 34 | 29,5 | 30 | 45 | 286 | 6 | — | 37,5 |
АС 35 | 8,3 | 23,2 | 16 | 25 | 40 | 170 | 4 | 6 | 8,3 |
АС 50 | 9,9 | 26,6 | 19 | 30 | 50 | 210 | 4 | 6 | 12,9 |
АС 70 | 11,7 | 31,2 | 23 | 30 | 60 | 250 | 4 | 7 | 17,9 |
АС 95 | 13,9 | 36,2 | 28 | 35 | 55 | 345 | 6 | 7 | 2у ,3 |
АС 120 | 15,3 | 41,2 | 30 | 35 | 77 | 455 | 6 | 9 | 35,9 |
АС 150 | 17 | 45,2 | 35 | 40 | 56 | 470 | 8 | 9 | 44 |
АС 185 | 19,1 | 49,8 | 39 | 40 | 63 | 520 | 8 | 9 | 55,8 |
Процесс соединения проводов следующий: соединяемые провода вводят в овальный соединитель по одной из схем, приведенных на рис. 13.34; овальный соединитель на время сварки сдвигают в сторону, концы проводов сваривают термитной сваркой, обрабатывают и зачищают места сварки, производят опрессовку соединителей, как указано выше и в табл. 13.4.

Рис. 13.34. Схемы соединения проводов в пролетах:
а — для сталеалюминиевых и медных проводов; б — для сталеалюминиевых проводов; 1 — укороченный овальный зажим; 2— соединяемый провод, 3 — вспомогательный провод (шунт); 4 — овальный зажим

Рис. 13 36 Приспособление для сварки проводов ВЛ.
а — сварочные клещи Мосэнерго, 6 — сварочный пистолет; 1 — зажимное устройство, 2 — концы свариваемых проводов, 3 — термитный патрон, 4 — защитный откидывающийся щиток, 5— пружины, 6 — запорный крючок

Рис 13 35 Соединение опрессовкой сталеалюминиевых проводов в удлиненном соединителе с применением сварки их концов
Технология термитной сварки проводов сводится к следующему: в зависимости от марки проводов берут термитный патрон марки ПАС со стальной (для проводов марки А и АС) или марки М с медной (для проводов марки М) трубкой; концы свариваемых проводов обезжиривают бензином (или ацетоном), зачищают металлической щеткой от окиси, выпрямляют и запиливают торцы перпендикулярно осям проводов; ставят бандаж из стальной проволоки на расстоянии 50 мм от конца провода; вводят концы проводов в трубку термитного патрона: один конец провода — с одной стороны патрона, а другой — с другой стороны; закрепляют свариваемые провода в зажимах специальных приспособлений (рис. 13.36); зажигают термитной спичкой термитный патрон; после сгорания термитного состава и охлаждения места соединения снимают остатки трубки патрона с места соединения, зачищают место соединения
Таблица 134 Данные опрессовки удлиненного овального соединителя на сварном соединении сталеалюминиевых проводов в пролете (рис. 13 35) с помощью металлической щетки и шабера, промывают его бензином и протирают насухо тряпкой; производят опрессование овальных соединений, как указано выше.

При соединении по рис. 13.33,6 и 13.35 в соединители перед опрессовкой вводят вспомогательный кусок такого же провода, как и соединяемые провода. Процесс термитной сварки происходит автоматически, без какого-либо вмешательства монтера, при этом специальная пружина, имеющаяся в сварных клещах, производит автоматически так называемую осадку при расплавлении концов проводов горящим термитным составом.
Необходимо иметь в виду, что при такой термитной сварке механическая прочность соединения составляет для алюминиевых проводов 25—50 %, а для сталеалюминиевых— 30—70 % прочности целого провода [21]. Для того чтобы обеспечить механическую прочность соединения, равную механической прочности цельного сталеалюминиевого провода, выполняют опрессование овальных соединителей. Когда соединение проводов производят в петле на анкерной опоре, соединение не несет механической нагрузки и овальные соединители не устанавливают.
Если термитная сварка проводов не может быть применена, то применяют газовую сварку, выполняемую квалифицированными газосварщиками в соответствии с инструкцией.
Выше были приведены требования [2] к соединению проводов BЛ и в числе различных способов соединения указан новый высокоэффективный способ соединения проводов ВЛ в шлейфах энергией взрыва. Этот способ широко применяется организациями Минэнерго на ВЛ 220 кВ и выше, и в эксплуатации находятся уже тысячи соединений шлейфов, выполненное энергией взрыва. Применение соединений проводов взрывом позволяет снизить трудозатраты до 50 %. Разработана технология опрессовки энергией взрыва соединительных и натяжных зажимов. При этом заряд взрывчатого вещества располагается на алюминиевом корпусе зажима. Заряд опрессовывает за один взрыв совместно стальную и алюминиевую части провода.
Оргэнергостроем разработаны технологические правила соединения проводов энергией взрыва и инструкция по технике безопасности. На рис. 13.37 показано соединение проводов взрывом.
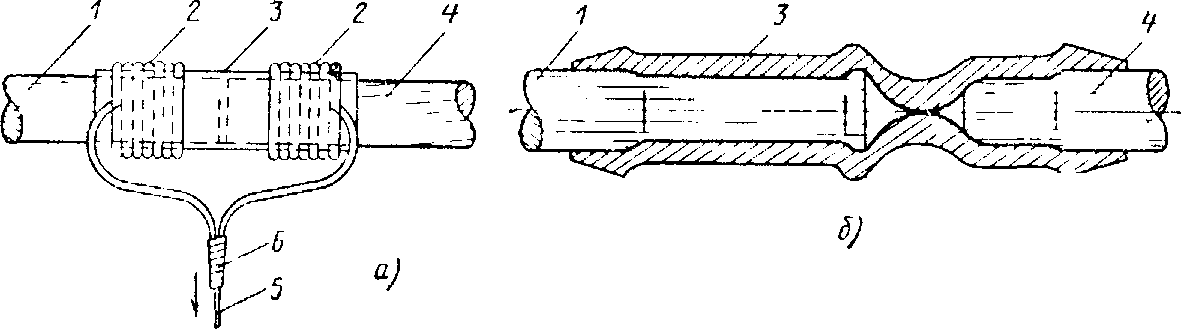
Рис. 13 37. Соединение проводов ВЛ энергией взрыва:
а — соединитель, подготовленный к взрыву; б — пример брака соединения при неправильной стыковке проводов, 1, 4 — соединяемые провода; 2— заряд взрывчатки; 3 — корпус соединителя; 5 — детонирующий шнур к детонатору; 6 — изоляционная лента
После подгонки соединений взрывник проверяет отсутствие людей в опасной зоне и подает первый предупредительный сигнал. После этого он устанавливает электродетонатор, отходит на безопасное расстояние, подает второй сигнал и осуществляет взрыв. Если при осмотре соединений обнаруживается брак (рис. 13.37, о), выясняют его причину. Причиной брака может быть смещение места стыка проводов от центра или большой зазор между торцами соединяемых проводов. Для улучшения качества соединения рекомендуется соединители брать на следующее большее сечение провода, например для соединения проводов АС 300 применять соединитель на АС 400. Выполнение соединений проводов взрывом может производиться в любое время года и не требует применения механизмов и наличия подъездных дорог [63].
Места соединения провода или троса в пролетах и заделка проводов в натяжных зажимах должны иметь механическую прочность не менее 90 % временного сопротивления самого провода или троса. Соединительные или натяжные зажимы, а также матрицы для опрессовки зажимов берут строго в соответствии с маркой и сечением монтируемых проводов и тросов. Обе половины матрицы в комплекте должны иметь одинаковый номер. Соединения проводов BЛ бракуются в следующих случаях: если геометрические размеры зажимов не соответствуют требованиям монтажной инструкции; если на поверхности соединителя или зажима обнаружены трещины, следы значительной коррозии и механических повреждений; если падение напряжения или электрическое сопротивление на участке соединения (на соединителе) превышает более чем в 1,2 раза падение напряжения или сопротивление на участке провода той же длины; если кривизна опрессованного соединителя более 3 % его длины; если стальной сердечник опрессованного соединителя расположен несимметрично относительно алюминиевого корпуса соединителя по его длине.
При термитной сварке проводов должны быть выполнены следующие требования: не должно быть пережога проводов наружного повива или нарушения сварки при перегибе соединенных проводов; усадочная раковина в месте сварки не должна быть глубиной более 7з диаметра провода и не должна быть более 6 мм для сталеалюминиевых проводов 150—600 мм2; падение напряжения не должно превышать более чем в 1,2 раза падение напряжения на участке провода такой же длины. Соединения, не удовлетворяющие этим требованиям, бракуют.