Глава пятая
ТЕХНОЛОГИЯ НАМОТКИ ОБМОТОК
ТРАНСФОРМАТОРОВ
- 1. ОБЩИЕ СВЕДЕНИЯ
Под операцией намотки обмотки поднимают комплекс работ, выполняемых на одном рабочем месте рабочимнамотчиком и его подручным (при намотке обмоток трансформаторов III—VIII габаритов). Работы по намотке обмотки включают как непосредственно намотку из проводникового материала витков обмотки на бакелитовый цилиндр или шаблон-опраьку, так и выполнение переходов, транспозиций, петель, регулировочных отводов, установку и присоединение емкостных колец, пайку (или сварку) концов катушек или проводов, изолировку мест пайки, установку деталей изоляции (реек, дистанционных прокладок, шайб, коробок), установку бандажей и ряд других работ.
Перед началом намотки обмоток должны быть заранее заготовлены в соответствии с чертежом и картой
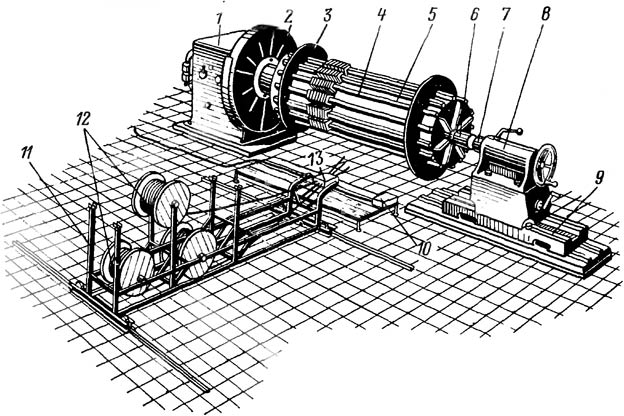
Рис. 5-1. Рабочее место намотчика.
1— передняя бабка; 2—планшайба с поводком; 3 — шаблон для установки реек; 4 — рейка; 5 — шаблон (цилиндр) металлический; 6 — центр; 7 — пиноль; S —задняя бабка; 9 — станина; 10 — педаль (пуск станка); 11 — стойка (каретка); 12 — барабаны с обмоточным проводом; 13 — натяжное приспособление.
технологическогопроцесса необходимые материалы и детали для данного типа обмоток, подготовлен рабочий и мерительный инструмент, отрегулированы и установлены специальные приспособления. Рабочее место обмотчика должно хорошо освещаться, содержаться в чистоте и порядке, рабочий должен знать правила техники безопасности и выполнять их.
Рабочее место намотчика (рис. 5-1) включает намоточный станок с горизонтальной или вертикальной осью вращения, каретки для барабанов с обмоточным проводом (либо отдающие устройства для рулонов с фольгой),
Затяжное устройство, приспособление для осевой подпрессовки обмоток, счетчики витков или программно- счетное устройство, устройство для пайки и фрезеровки проводов под пайку, назначение и устройство которых рассмотрены в гл. 6.
Процессу намотки обмоток трансформатора предшествуют подготовительные работы. К этим работам в первую очередь относится выбор оборудования и приспособлений, с помощью которых будет осуществляться намотка обмотки, а также необходимых материалов и деталей для данной обмотки.
Благодаря сравнительно простой конструкции, надежности в эксплуатации, возможности намотки большинства типов обмоток (цилиндрических, катушечных винтовых, непрерывных, переплетенных) горизонтально- намоточные станки нашли самое широкое применение в производстве обмоток трансформаторов III—VIII габаритов.
Намотка непрерывных и переплетенных обмоток мощных высоковольтных трансформаторов на вертикально-намоточных станках имеет значительные преимущества перед намоткой на горизонтальных станках. Улучшается .качество обмоток. Высокая плотность намотки обмоток как в радиальном, так и в осевом направлениях достигается за счет намотки их без перекладки при одинаковом натяжении. Необходимая плотность обмоток в осевом направлении в значительной мере обеспечивается промежуточной подпрессовкой. Вертикальная намотка обеспечивает намотку катушек с большими радиальными размерами (более 300 мм). Нет необходимости кантовать обмотки после съема со станка, а следовательно, исключаются возможные развалы секций, ослабление или смещение витков и т. п. Совмещаются операции стяжки с намоткой, и они выполняются на станке. Возможна намотка обмоток всей фазы (пофазная намотка), намотка безреечных (прилегающих) обмоток с масляными каналами внутри катушек, переплетенных обмоток на более высокие напряжения (до 1200 кВ). К обмотке имеется хороший доступ со всех сторон; рабочий имеет возможность производить намотку и выполнять ручные операции в удобном положении. Каретка с проводом не должна перемещаться, так как обмотка вместе с планшайбой перемещается по мере намотки. Рабочее место при намотке на вертикальном станке меньше, чем на горизонтальном. Производительность труда увеличивается на 25—30%.
Намотку обмоток трансформаторов производят на станках разных типов, применяя различную специальную технологическую оснастку, приспособления и устройства (см. гл. 6). В соответствии с заданными параметрами и типом обмотки по технологической карте подбирают требуемый тип станка и необходимую технологическую оснастку. Ниже приводится описание основных работ, выполняемых перед намоткой различных типов обмоток.
Намотку обмоток производят либо на бумажно-бакелитовом цилиндре, остающемся в виде каркаса в обмотке после ее изготовления, либо на оправке, которую, вынимают по окончании намотки.
На рис. 5-1 показаны оборудование и оснащение, расположенные в таком порядке, как это требуется для начала намотки непрерывных и винтовых обмоток на оправке — металлическом цилиндре. Для намотки выбран горизонтально-намоточный станок, для установки барабанов 12 с обмоточным проводом — пятиместная каретка 11 с натяжным пневматическим устройством 13. Каретка перемещается по рельсам вдоль оси обмотки по мере смещения зоны намотки обмотки. Оправку 5 закрепляют с одной стороны в поводок планшайбы 2, второй конец оправки поддерживается вращающимся центром 6, установленным в пиноль 7 задней бабки станка. Для закрепления реек используют шаблоны 3.
В соответствии с чертежом подбирают требуемые размеры реек с набором дистанционных прокладок, устанавливают и укрепляют их на оправке, как показано на рис. 5-1.
Перед началом намотки следует проверить соответствие наружного диаметра указанному в чертеже размеру. Наружный диаметр подготовленной установки, измеренный по рейкам, должен соответствовать размеру внутреннего диаметра обмотки, указанного в чертеже.
Намотку цилиндрических обмоток НН трансформаторов I—III габаритов производят на специальном шаблоне (см. рис. 6-14,а), который представляет собой тонкостенный металлический цилиндр, разрезанный вдоль по образующей. При закреплении шаблона на станке торцевые шайбы конусными ступицами разжимают цилиндр. После того как обмотка намотана, отвинчивается гайка, крепящая оправку на шпинделе станка.
Конусные ступицы выходят из шаблона, диаметр шаблона уменьшается, и намотанная обмотка легко снимается с шаблона.
При намотке обмоток III—IV габаритов на бумажно-бакелитовом цилиндре его вначале устанавливают на разжимную универсальную оправку и закрепляют на ней. Затем с помощью мостового крана или другого подъемного приспособления оправку с цилиндром устанавливают и закрепляют в центрах намоточного станка.
При намотке небольших обмоток на бумажно-бакелитовом цилиндре последний закрепляется на шпинделе станка гетинаксовыми шайбами, и по окончании намотки готовая обмотка снимается со шпинделя станка вместе с цилиндром.
Обмоточный провод прямоугольного сечения, намотанный на барабаны, устанавливают на специальные каретки. При этом измеряют сечение провода и толщину изоляции на каждом устанавливаемом барабане. Для создания регулируемого натяжения провода на стойке устанавливают натяжные приспособления, основные конструкции которых представлены на рис. 6-8 и 6-9.
При намотке цилиндрических обмоток проводом круглого сечения бухта провода устанавливается в разматывающее устройство, а провод заправляется в натяжное устройство, в укладчик витков.
В зависимости от сечения провода натяжным приспособлением устанавливают необходимое натяжение, контролируемое пружинным динамометром. Для этого, один крючок динамометра закрепляют к проводу, а другой тросиком соединяют со шпинделем намоточного станка. Включив станок, натяжным устройством регулируют натяжение провода, затем динамометр снимают, а провод вручную протягивают к цилиндру (или оправке), установленному на намоточном станке.
При намотке многопараллельных обмоток на рабочем месте в каретки или стойки устанавливаются барабаны с проводом. Число барабанов должно соответствовать числу параллелей обмотки, которое колеблется иногда в больших пределах и в отдельных случаях достигает 100 и более.
На практике очень часто количество провода нужного сечения, необходимого для намотки комплекта одинаковых обмоток текущего заказа, поставляется на барабанах, число которых меньше числа одновременно наматываемых параллелей. В этом случае производят перемотку провода на технологические барабаны. Длина провода, наматываемого на каждый технологический барабан, должна равняться (или быть кратной) длине одной параллели с учетом технологического припуска.
При намотке транспонированного провода длина провода на технологическом барабане должна соответствовать длине всех витков одного хода обмотки.
Установка барабанов в каретки и укладка проводов при комплектовании начального вывода производятся в определенном порядке так, чтобы при выполнении .транспозиций было бы наименьшим скручивание проводов и не происходило бы повреждения изоляции проводов.
Перемотка провода осуществляется на специальных перемоточных установках, как правило, состоящих из намоточного станка, в центрах которого крепятся технологические барабаны, и каретки с установленными на ней барабанами с проводом. Между намоточным станком и кареткой устанавливается счетное устройство для определения длины провода: Часто в качестве намоточного станка используются станки типов ТТ-21 и ТТ-23.
В процессе перемотки рабочий визуально следит за качеством провода и изоляции, а также за правильной раскладкой провода. С целью исключения повреждения изоляции через каждые два слоя перемотанного провода прокладывают бумагу. В случае обнаружения повреждения изоляции это повреждение устраняется или наносятся на изоляцию провода пометки цветным карандашом (на расстоянии 200 мм с двух сторон от места повреждения) для того, чтобы впоследствии обмотчик устранил это повреждение при намотке обмотки. Для предотвращения повреждения провода при перемотке на щеки технологических барабанов с внутренней стороны устанавливают шайбы из электроизоляционного картона, а на цилиндрическую часть наматывают полосу электроизоляционного картона.
Перемотке подвергаются как одинарные, так и подразделенные и транспонированные провода, если они предназначены для намотки многоходовых винтовых обмоток или обмотки из нескольких параллелей в витке.
Перемотка подразделенных и особенно транспонированных проводов довольно трудоемкая операция, поэтому следует заказывать кабельному заводу изготовление проводов требуемой длины.
Для сокращения затрат и трудоемкости подготовительных работ применяют трех- и четырехсекционные барабаны, на которых размещается нужное число одновременно наматываемых проводов.
Металлические барабаны должны соответствовать ГОСТ 5151-71. Для подразделенных проводов применяют барабаны с внутренним диаметром 630 мм, а для транспонированных — 1100 мм.
С целью сокращения транспортных операций перемотка и контроль проводов осуществляются на специализированных рабочих местах, в непосредственной близости от склада обмоточного провода. Описание автоматизированного склада обмоточных проводов было приведено в гл. 4. Подача барабанов с проводом на рабочее место обмотчика осуществляется с помощью внутрицехового транспорта. Настройка шаблонов-оправок для намотки обмоток производится на специальных станках (см. рис. 6-12), что позволяет значительно повысить коэффициент использования машинного времени намоточных станков. Способы настройки различных конструкций оправок на требуемый размер приведены в гл. 6.
Основными документами рабочего-намотчика являются чертеж обмотки и технологическая карта на ее намотку. В технологической карте указаны основное оборудование, оснащение, рабочий и мерительный инструмент, а также последовательность выполнения операций и режимы работ. Приведены технические требования на выполнение элементов обмотки: переходов, транспозиций, изоляции и пр.
В таблице обмоточных данных чертежа обмотки указаны провод (марка, сечение), число витков, катушек, слоев, основные размеры катушки и обмотки. В развертке обмотки занумерованы каждая катушка и рейка и изображены все переходы, транспозиции, отводы, концы обмотки. В чертеже указаны все изоляционные детали обмотки и их места расположения, а также тип и направление намотки. В зависимости от направления намотки (левая или правая) намотку начинают справа налево — при левой намотке, или слева направо — при правой намотке; при этом рабочий-намотчик находится с рабочей стороны передней приводной бабки станка.
При намотке обмоток диаметром свыше 500 мм, как правило, намотчику придается подручный, который в процессе намотки находится с противоположной стороны обмотки и помогает основному рабочему в процессе работы.