е) Намотка винтовых обмоток
Технологический процесс намотки винтовых обмоток одинаков для всех типов силовых трансформаторов. В зависимости от исполнения винтовые обмотки могут отличаться числом параллельных проводов в витке и количеством ходов, радиальным и осевым размерами витков, внутренним и наружными диаметрами, длиной и массой обмотки, сечением и изоляцией обмоточного провода, числом витков и видом транспозиции.

При намотке винтовых обмоток очень важно правильно установить барабаны с намотанным на них проводом и скомплектовать начальный конец (вывод) обмотки. Технологические барабаны устанавливают на каретку в несколько рядов и в два-три яруса так, чтобы все концы проводов от барабанов нижнего яруса подводились к зажиму, располагаясь сверху барабана, а верхнего яруса— снизу каждого барабана.
Намотку одноходовой обмотки с групповыми и общей транспозициями начинают с комплектования начального вывода, как показано на рис. 5-23,а / положение, после чего все провода заводят в натяжное приспособление и начинают намотку. На установленном комплекте реек сдвигают дистанционные прокладки в левую или правую сторону (в зависимости от направления намотки), закрепляют концы обмотки на шаблоне и начинают намотку первого витка обмотки. За каждый оборот станка производят намотку одного многопараллельного витка. Намотку обмотки производят с небольшой частотой вращения 8—16 об/мин, чередуя намотку витков обмотки с установкой прокладок. Для создания опорной поверхности обмотки между винтовой поверхностью крайнего витка и опорным кольцом на каждой рейке устанавливают разные числа прокладок. Для устойчивости прокладок их скрепляют сегментами.
Намотав первый виток, придвигают к нему прокладки, образующие канал между первым и вторым витками, затем наматывают второй виток с шагом, равным толщине провода плюс канал между витками.

Рис. 5-23. Намотка одноходовой винтовой обмотки с групповыми и общей транспозициями.
я — схема намотки; б —схема транспозиции проводов.
После намотки второго витка накладывают симметрично по окружности три-четыре общих бандажа из киперной ленты на оба витка и продолжают наматывать обмотку дальше, разделяя витки прокладками. Производят намотку 1/4 витков обмотки до начала первой транспозиции.
Наметив центр первой групповой транспозиции, закрепляют последний намотанный виток обмотки зажимом и разделяют все провода на две группы: с одинаковым числом — при четном числе проводов в витке и разным — при нечетном (в одной из групп на один провод больше). Эти группы (рис. 5-23, II положение) меняются местами после перекладки их в двух полях, смежных с центром транспозиции. В одном поле выполняются переходы проводов одной группы, а через поле— другой. Каждый провод верхней группы выгибают в отдельности (с помощью приспособления для гибки проводов), затем складывают стопкой все провода, бандажируют тафтяной лентой вполуперекрытие и укладывают рядом с витком. Для предотвращения замыкания смежных проводов первой и второй групп до и после выполнения транспозиции закладывают между группами полосу электроизоляционного картона и дополнительно на изогнутые части витка устанавливают отбортованные прокладки из электроизоляционного картона.
Плавный переход проводов осуществляется с помощью клиньев из электроизоляционного картона, подкладываемых под провода в месте перехода. Клинья выравнивают радиальный размер витков в зоне транспозиции, и на них располагаются обе группы транспонируемых проводов. После выполнения транспозиции обе группы проводов меняются местами: верхняя группа становится нижней, а нижняя — верхней (рис. 5-23, // положение). В зоне транспозиции происходит как бы раздвоение витка, а потом слияние, за счет чего увеличивается канал. Поэтому при выполнении транспозиции следует внимательно контролировать размеры канала (число дистанционных прокладок) на каждой рейке.
Продолжают намотку витков до половины обмотки и выполняют общую транспозицию. Ее начало и конец должны быть симметричными относительно середины обмотки (рис. 5-23, III положение). Для выполнения общей транспозиции в поле, указанном в развертке обмотки, намечают переход на первом (верхнем) проводе, закрепляют виток зажимом и из полос электроизоляционного картона изготовляют два клина. Высота клина должна быть меньше радиального размера витка на толщину одного провода, а длина его определяется длиной части окружности, занимаемой переходами всех проводов витка. Выгнув верхний провод в виде перехода, его изолируют и укладывают рядом с витком на утолщенную часть первого клина. Второй клин своей тонкой частью подкладывают под оставшиеся провода витка. Таким образом, в первом поле параллельные привода витка раздвоились на две группы (рис. 5-23, III положение). В следующем (втором) поле выгибают и изолируют переход, затем укладывают второй провод на первый. В каждом поле изгибают последовательно проводники витка в виде переходов и укладывают их рядом на уже переложенные ранее проводники. После выполнения общей транспозиции местоположение каждого провода в витке изменилось.
Продолжают намотку до 3/4 витков всей обмотки и делают вторую групповую транспозицию аналогично первой, т. е. две группы проводников снова меняют свое местоположение (рис. 5-23, IV положение). После выполнения всех трех транспозиций проводники оказываются расположенными в обратном порядке по сравнению с их начальным положением. В процессе намотки последнего витка обмотки винтовую поверхность выравнивают разным числом прокладок на каждой рейке.
Закончив намотку всей обмотки, снимают приспособление для установки реек, закрепляют последний виток струбциной, обрезают концы обмоточного провода и комплектуют конечный вывод обмотки. Выгнув провода под прямым углом (каждый в отдельности), их располагают так, чтобы обеспечить возможность вывода концов через специальные отверстия или углубления в опорном кольце катушки. Чтобы отдельные проводники не замыкались, каждый провод в месте изгиба изолируют крепированной бумагой. Конец обмотки изолируют лакотканью или полосами крепированной бумаги и закрепляют между двумя рейками.
При выполнении одноходовой обмотки с транспозициями Бюда намотку обмотки производят аналогично описанному ранее, чередуя намотку витков с установкой дистанционных прокладок. При выполнении групповой транспозиции закрепляют зажимом последний намотанный виток, все параллельные провода витка делят на четыре группы и каждую группу меняют местами согласно схеме на рис. 1-14,6. Перекладку каждой группы проводов производят через поле, поэтому вся групповая транспозиция занимает семь полей (рис. 5-24,а). В первом поле изгибают в виде перехода провода первой группы и укладывают их рядом с витками. Таким образом, виток как бы разделяется на два с разными радиальными размерами. Для выравнивания радиального размера катушки под первую (в новом витке) и четвертую группы (в оставшемся витке) подкладывают и бандажируют клинья (рис. 5-24) из полос электроизоляционного картона так, чтобы к седьмому полю после начала транспозиции четвертая группа была поднята до уровня верхней группы, а первая группа была опущена до уровня нижней группы. В третьем поле изгибают проводники второй группы и кладут на уже уложенную группу проводов. Проводники третьей группы изгибают в четвертом поле и укладывают на вторую группу проводников; в шестом поле изгибают последнюю (бывшую нижнюю) четвертую группу проводов и укладывают ее на верх третьей группы.
Из рис. 5-24,а видно, что при групповой транспозиции четыре группы проводов поменялись местами: серединой транспозиции является поле, находящееся на 1/4 высоты обмотки, относительно которого симметрично расположены переходы первой, второй, третьей и четвертой групп. Места переходов всех групп изолируют; под средние перекладываемые группы подкладывают полосы толщиной 2 мм и шириной, равной сумме двух осевых размеров провода и каналов между ними, длиной на 10 мм меньше длины поля; под первую и последнюю перекладываемые группы (на неизгибаемую часть витка) устанавливают полосу и отбортованные прокладки из электроизоляционного картона толщиной 1 мм, длиной на 10 мм меньше длины поля, высотой 10 мм и бандажируют киперной лентой вполуперекрытие. Намотку витков обмотки продолжают до начала общей транспозиции.
Для выполнения общей транспозиции все провода витка делятся на две группы, а затем провода каждой группы меняют местами относительно середины своей группы, т. е. провода верхней группы меняют местами относительно середины этой группы, а провода нижней группы — относительно середины своей группы.

Рис. 5-24. Выполнение транспозиции Бюда.
а — групповая транспозиция; б — общая: транспозиция.
В результате крайние провода занимают после транспозиции места средних проводов, а средние — крайних (в своих группах), как показано на рис. 5-24,6. В каждом поле изгибают два проводника (по одному из каждой группы). Транспозиция занимает число полей, равное половине числа параллельных проводов витка плюс одно поле, находящееся в середине транспозиции. Начинают выполнение общей транспозиции с изгиба переходов на первом верхнем (7) и последнем нижнем (20) проводах. Между изогнутыми проводами 1 и 20 (рис. 5-24,6) укладывают клин из электроизоляционного картона так, чтобы к концу транспозиции эти провода находились рядом — в середине переложенного витка обмотки. Второй такой же клин вставляют между средними проводами (нижним проводом 10 верхней половины и верхним проводом нижней половины) перекладываемого витка обмотки. Второй и предпоследний провода изгибают во втором поле и укладывают соответственно на первый и под последний провод и т. д. Так изгибают и перекладывают все провода до конца транспозиции. В рассматриваемом примере при общем числе параллельных проводов 20 транспозиция занимает 11 полей. Все переходы изолируют прокладками из электроизоляционного картона.
Намотку витков обмотки продолжают до второй групповой транспозиции. Для предотвращения перехлестывания проводов между собой при выполнении второй групповой транспозиции переходы изгибают в сторону уже намотанной части обмотки. Поэтому при намотке последнего витка канал плавно увеличивают перед транспозицией до ширины, равной сумме ширины провода и двух каналов. После окончания транспозиции канал плавно уменьшают до размера канала, следующего за транспозицией. Суммарное число прокладок в увеличивающемся и уменьшающемся каналах сохраняют постоянным. После выполнения транспозиций продолжают намотку витков до конца обмотки согласно чертежу.
В обмотках НН крупных трансформаторов в целях снижения перегрева концов увеличивают их сечение путем припаивания дополнительных проводок основным проводам обмотки. Каждый дополнительный проводник припаивают плашмя к основному; пайки изолируют лакотканью. Расклад проводов и закрепление концов обмотки выполняют, как описано выше.
Последней операцией, выполняемой на станке, является прошивка обмотки наружными рейками (или полосами), после чего выравнивают столбы дистанционных прокладок по специальной рейке, измеряют размеры полей и обмотку предъявляют на проверку ОТК.
Намотка полувинтовых обмоток. При намотке полувинтовых обмоток в целях уменьшения осевого размера зазоры между витками поочередно выполняют в виде каналов, образованных набором дистанционных прокладок или установкой между витками разрезных шайб из электроизоляционного картона. Иногда вместо шайб ставят по одной прокладке толщиной 1 мм.
При установке в обмотку разрезных шайб нужно следить, чтобы они плотно прилегали к электрокартонным рейкам и изолировали два смежных витка по всему радиальному размеру. Стыки шайб обычно располагают в одном поле.
Намотка двухходовой обмотки. Технологический процесс намотки двухходовой обмотки (рис. 5-25) аналогичен намотке одноходовой винтовой обмотки. двухходовые обмотки выполняются с полной, равномерно распределенной транспозицией (транспозиция Хогарта), имеют по две ветви (хода). Рассмотрим особенности их намотки.
Обмоточные провода, установленные в стойке, комплектуют в две ветви. Одну ветвь собирают из проводов нижнего и верхнего ярусов одного ряда, вторую — второго ряда. Провода первой (правой) ветви заводят слева, провода второй (левой) ветви — справа и вкладывают в соответствующие отделения распределительного зажима, который служит для натяжения обмоточного провода во время намотки и в то же время для удобства перекладывания проводов при транспонировании (рис. 5-25,6).
На ряде заводов для тех же целей применяют другое приспособление, схема которого показана на рис. 5-25,в. Провода одной ветви заводят сверху в отверстия обоих дисков, другой ветви— снизу. Поворачивая второй приводной диск относительно первого, можно «закрутить» или «раскрутить» провода, избегая таким образом перехлестывания их при транспонировании.
Намотку двухходовой обмотки начинают с изгиба под прямым углом начальных концов обмотки, изолирования и закрепления их, как показано на рис. 5-26,а. За каждый оборот станка производят намотку одного витка, состоящего из двух ходов. Выравнивают винтовую поверхность крайнего витка, как показано на рис. 5-26,6. Выполнение транспозиции заключается в том, что в указанном месте верхний провод ветви II укладывают на верх ветви /, а нижний провод ветви I перекладывают на низ ветви //, как показано на рис. 5-27,е. Для того чтобы произвести такую перекладку проводов, в скомплектованных ветвях временно выводят из ветви промежуточную планку зажима 5 (рис. 5-25,6). Размечают места переходов верхнего провода в одной ветви и нижнего — в другой. Изогнув и заизолировав переходы, продолжают намотку витков до следующей перекладки.
Расстояния (каналы) между витками и ходами устанавливают дистанционными прокладками, размещенными на рейках. Вторую перекладку выполняют аналогично первой, описанной ранее. Так продолжают намотку витков обмотки, уплотняя витки в осевом и радиальном направлениях и выполняя все перестановки, указанные в чертеже. Число перекладок обычно равно числу параллельных проводов в обмотке [Ю, 5].
В двухходовых винтовых обмотках, имеющих четное число параллельных проводов (каждый ход имеет одинаковое число проводов), перекладку выполняют в одном поле; при нечетном числе (число параллелей хода отличается на один провод) — в двух смежных полях. Первым выполняют наружный переход из хода, имеющего большее число параллельных проводов, в ход с меньшим числом проводов.
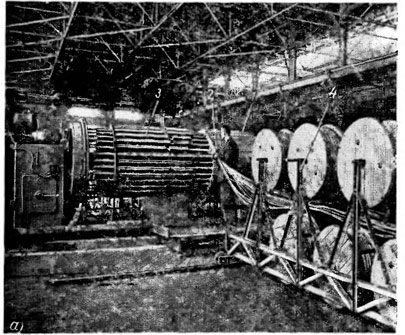
Рис. 5-25. Намотка двухходовой винтовой обмотки НН.
а — намотка на металлическом шаблоне (1 — обмотка; 2— натяжное приспособление, закрепленное на цепи; 3 — шаблон с комплектом реек и дистанционными прокладками; 4 — стойка 16-местная); б — зажим для намотки двухходовых винтовых обмоток (1 — параллельные провода витка; 2 шпилька с барашковой гайкой; 3 — трубка, свободно надетая на шпильку; 4 — зажимные планки; 5 — промежуточная откидная планка; б скоба; 7 цепь); в — приспособление для транспонирования проводов во время намотки обмотки (1 — обмотка; 2 — натяжное устройство; 3 — диски с отверстиями; 4 провода; 5 — барабаны с проводом).
При выполнении двойной полной равномерно распределенной транспозиции (рис. 5-27,6) каждый провод обмотки дважды проходит все стадии своего положения. При этом одна полная транспозиция выполняется на одной половине обмотки; а вторая — на другой. Направление перекладывания в одной и другой половинах обмотки различно, т. е. перекладывают верхние провода в одной половине слева направо (верхний провод из первого хода на верх второго и нижний провод из второго хода на низ первого), во второй половине перекладывают провода справо налево (верхний провод из второго хода на верх первого и нижний провод из первого хода на низ второго). Во второй половине обмотки происходит раскручивание пучка проводов, идущих с барабанов, которые в первой половине закручивались. В случае резкого увеличения (или уменьшения) канала, указанного па чертеже, изменение размера канала выполняют плавно, добавляя (или убавляя) по Несколько дистанционных прокладок на каждой рейке.
![]()
В трехходовых винтовых обмотках средний ход обмотки содержит на один провод меньше, чем два других хода. В обмотке выполняется полная двойная равномерно распределенная транспозиция Хобарта. При этом сначала выполняется перекладка провода из верхнего хода в средний, затем (через поле) перекладка из среднего в верхний, следующая перекладка из нижнего хода в средний и через поле — из среднего в нижний. В верхней половине обмотки сначала производят перекладку верхнего наружного провода, а затем нижнего, в нижней половине обмотки перекладку нижнего провода, а затем верхнего. Число перекладок равно удвоенному числу параллельных проводов.

Рис. 5-26. Начало намотки двухходовой винтовой обмотки.
а — выгиб, комплектовка и закрепление начальных концов двухходовой обмотки (1 — дополнительные прокладки из электрокартона; 2 — дистанционные прокладки; 3 — продольные рейки; 4 — бандажи из киперной ленты; 5 — дополнительные временные рейки; 6 — витки обмотки); б — выравнивание опорной поверхности двухходовой винтовой обмотки трансформатора средней мощности (1 —сегмент; 2, 3 — опорные кольца; 4 — прокладки).
Правильность направления намотки, выполнение транспозиции, радиальный размер, размеры обмоточного провода и изоляции, количество параллельных проводников, расположение и размер каналов, изолирование выводных концов обмотки и выполнение силовых бандажей контролируются.
Каждая винтовая обмотка перед снятием со станка должна быть проверена с помощью мегаомметра или контрольной лампы:
а) на отсутствие замыкания между параллелями;
б) на отсутствие замыкания между ходами обмотки (в двух- и многоходовых обмотках);
в) на правильность выполнения транспозиции.
Для проверки изоляции между проводами прикасаются одним наконечником мегаомметра к одному из проводников и, оставляя его постоянно подсоединенным, вторым, поочередно касаясь каждого проводника, проверяют обмотку на отсутствие электрической цепи. Переставив наконечник на следующий проводник, вторым концом проверяют каждый проводник. Аналогичную проверку производят в каждом ходе обмотки. После проверки мегаомметром отсутствия замыканий между параллелями каждую параллель каждого хода необходимо заземлить.

Рис. 5-27. Намотка двухходовой обмотки с равномерно распределенной транспозицией.
о — схема одинарной транспозиции; б — схема двойной транспозиции; в — транспонирование проводов.
Для проверки изоляции между ходами обмотки зачищают изоляцию всех параллелей обмотки на длине 20—30 мм, обвязывают медной проволокой (или зажимают струбциной) все параллели одного хода. Так же связывают в отдельные пучки линейные концы обмотки. Отсутствие электрической цепи при проверке указывает на отсутствие замыканий между ходами обмотки. В многоходовых обмотках проверяют отсутствие замыкания между всеми ходами обмотки. Отсутствие электрической цепи между ходами и параллелями указывает на правильность выполнения транспозиций в ходах обмотки.
Намотка винтовых обмоток значительно упрощается при применении транспонированных проводов. Намотка обмотки, виток которой состоит из одного транспонированного провода (как бы одноходовой), производится аналогично простой (однослойной) цилиндрической обмотке с той только разницей, что после намотки каждого витка устанавливают дистанционные прокладки между витками. Транспозицию не делают, гак как провод транспонирован и расположен на обмотке в один слой. В процессе намотки витков радиальную и осевую подпрессовку выполняют с помощью устройства, показанного на рис. 6-10. Обмотки НН трансформаторов большой мощности выполняют из двух, трех или четырех ветвей транспонированного провода. Намотка таких обмоток сложнее. Здесь выполнение транспозиций обязательно, так как витки обмотки состоят из нескольких проводов (ветвей), уложенных один на другой в радиальном направлении. Выполняют обычно три транспозиции— посредине обмотки и на 4/4 от конца обмотки аналогично общей и групповой транспозициям, рассмотренным выше для одноходовой обмотки. Выгибают переходы на специальных гидравлических гибочных приспособлениях, радиальный размер выравнивают с помощью электрокартонных прокладок, подкладываемых под транспонированный провод, а осевой размер — набором дистанционных прокладок, имеющих скос, для размещения изогнутого перехода.
Переходы транспозиции транспонированных проводов выполняют в двух полях, как показано на рис. 5-28,а.
а — выполнение переходов транспозиций; б— схема транспозиции проводников одного хода; в — схема транспозиции ходов.
![]()
Рис. 5-28. Намотка двухрядной шестиходовой обмотки из транспонированного провода.
Наиболее сложную технологию намотки имеют обмотки НН трансформаторов мощностью более 500 кВ-А когда возникает необходимость выполнить винтовые обмотки двухрядными, многоходовыми и многопараллельными.

Рис. 5-29. Рабочее место намотки обмоток из транспонированного провода.
На рис. 5-28,6, в показаны транспозиции проводов одного хода и транспозиции ходов обмотки при переходе витков внутреннего слоя в наружный. Витки этой обмотки состоят из трех транспонированных проводов, расположенных в радиальном направлении; число ходов — 6, обмотка двухрядная.
На рис. 5-29 показано рабочее место намотки обмоток из транспонированного провода. Намоточный станок 1 типа РТ-28 предназначен для изготовления обмоток диаметром до 3200 мм, длиной до 3500 мм, массой до 20 т. Рабочий-обмотчик стоит на механизированном стеллаже 2, стеллаж перемещается по рельсам; площадка стеллажа может перемещаться вверх и вниз (в соответствии с размерами наматываемой обмотки). Управление станком (изменение частоты вращения, реверс), а также подъем и опускание рабочей площадки стеллажа осуществляются с пульта управления станком 3. Включение станка ножное с помощью выключателя 4, расположенного на рабочей площадке стеллажа. В стойках на стеллаже находятся необходимые приспособления—гидрогибы, пневмозубила; в тумбочке в — ручной инструмент и небольшой запас изоляционного материала и припоя. Сверху тумбочки на специальной подставке 5 устанавливают чертеж и технологическую карту, требуемые для намотки данной обмотки 8. Стеллаж имеет решетчатое ограждение и лестницу 7. Намотку обмоток 8 из транспонированного провода производят на универсальной разжимной оправке 9. Уплотнение витков и катушек производят с помощью механизма для осевой и радиальной подпрессовки 10, счет витков осуществляют с помощью программно-счетного устройства 11. Барабаны с транспонированным проводом 12 устанавливают в один или два яруса на каретку рамного типа 13. Разматываемый с барабанов провод проходит между направляющими роликами и натяжными устройствами 14 обеспечивающими заданные направление и натяжение провода при намотке обмотки.