- 2. ОСНАЩЕНИЕ ПРОЦЕССА НАМОТКИ ОБМОТОК
Шаблоны и оправки. В настоящее время на трансформаторных заводах для намотки обмоток используются различные конструкции шаблонов и оправок. Выбор той или иной конструкции обусловливается рядом соображений: типом обмотки, сечением и числом проводов, характером производства, оборудованием, используемым при намотке, и др. К шаблонам и оправкам предъявляются следующие основные требования:
- Шаблоны и оправки должны обеспечивать правильность геометрической формы и требуемую точность внутреннего диаметра обмоток с заданными радиальными и осевыми размерами.
![]()
- Они должны обеспечивать намотку обмоток с различным числом реек в определенном диапазоне диаметров, а также удерживать в исходном положении рейки как в процессе намотки, так и при транспортировке, кантовке, опрессовке и сушке.
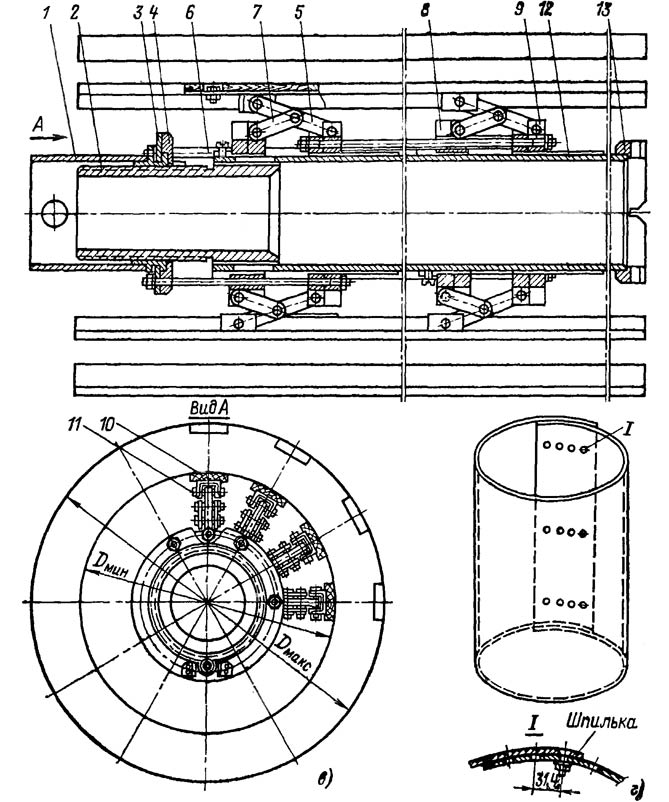
Рис. 6-14. Шаблоны для намотки обмоток.
б — шаблон сварной (цилиндр металлический) для намотки винтовых обмоток
, г —цилиндр универсальный к разжимному шаблону.
- Шаблоны и оправки должны легко извлекаться из обмоток, не повреждая их, быстро и легко устанавливаться и сниматься со станка, быть безопасными в работе: по возможности универсальными или переналаживаемыми, обеспечивать транспортировку и кантовку совместно с обмоткой.
Для изготовления слоевых обмоток трансформаторов небольшой мощности на многих заводах до сих пор применяют деревянные шаблоны с гетинаксовыми щеками. Несмотря на дешевизну их и быстроту изготовления, они могут быть рекомендованы только для выполнения срочных единичных заказов. При длительном хранении они теряют свои размеры, а в процессе эксплуатации быстро изнашиваются.
На рис. 6-14,а показан сборный металлический шаблон для намотки цилиндрических слоевых обмоток трансформаторов малой мощности. Левая упорная щека 1 стационарно закрепляется на оси 4. Стальной цилиндр 2 с обоих торцов имеет внутренние фаски и продольные прорези, благодаря чему он может несколько пружинить и изменять свой диаметр. Съемная щека 3 аналогична щеке /, с одной стороны имеет конусную поверхность, на которую опирается цилиндр 2. Ось 4 с одного конца имеет прорезь для съемной чеки 5 и резьбовое отверстие под болт 6, с помощью которого зажимаются цилиндр 2 между щеками 1 и 3. Для того чтобы снять намотанную обмотку, необходимо ослабить болт 6, вынуть чеку 5, снять щеку 3. Иногда к щеке 1 приваривают зажимное приспособление 7 для крепления концов провода до начала намотки. При использовании одного и того же шаблона для намотки обмоток различной длины необходимо устанавливать кольца 8 требуемой толщины. Основным недостатком этого шаблона является то, что на нем нельзя наматывать обмотки, имеющие различные внутренние диаметры.
Для намотки обмоток трансформаторов большой мощности пока еще применяются сварные шаблоны-цилиндры. На рис. 6-14,6 показана одна из конструкций сварного шаблона для намотки крупных винтовых и непрерывных обмоток. Основным элементом шаблона является цилиндр 1, в который введены четыре диска 2 и 3. Сквозь диски проходит труба 7 с запрессованными в нее втулками 9. По торцам шаблона приварены ребра жесткости 4 с отверстиями 8 для подъема. В ребра введены втулки 6 для ведущих пальцев поводка. Для правильного расположения деревянных реек параллельно оси шаблона приварены два упора 5. Иногда приваривают две или три пары таких упоров, фиксирующих положение каждой рейки. Такие шаблоны-цилиндры довольно просты в изготовлении и прочны, но так как на каждом шаблоне можно наматывать только обмотки одного диаметра и длины, необходимо иметь большой парк шаблонов, что требует большого расхода металла и значительных площадей для их изготовления и хранения. Кроме того, при использовании металлических шаблонов-цилиндров требуется большое число деревянных реек с продольными канавками для установки картонных реек с дистанционными прокладками. Изменяя высоту деревянных реек, можно несколько изменять диаметр намотки. Для изготовления деревянных реек требуется много материала, специального оборудования и дополнительные площади для их изготовления.
На рис. 6-14,6 показана одна из конструкций разжимного шаблона, применяемого для закрепления бумажнобакелитового цилиндра или регулируемого металлического цилиндра (рис. 6-14,г) при намотке обмоток на вертикально-намоточных станках.
Шаблон устанавливается на планшайбу вертикальнонамоточного станка опорным кольцом 13, имеющим четыре паза, соответствующих по размерам ведущим планкам на планшайбе. Центральная труба 12, к которой приварено кольцо 13, надевается на штырь планшайбы, обеспечивающей вертикальное положение и соосность оправки со шпинделем. Снаружи на трубе закреплены два кольца 8 с пазами и отверстиями для крепления рычагов 7. Два кольца 9 с закрепленными в них шпильками 6 могут перемещаться вдоль по трубе. Движение передается гайкой 3, перемещающейся по резьбовой втулке 2 при вращении трубы 1. Гайка 3 передвигает кольцо 4, соединенное с ней в осевом направлении. В кольце закреплены шпильки 6, передвигающие кольца 9, ас ними концы рычагов 5. При подъеме колец вверх рычаги 5 отклоняются, поворачиваясь на пальцах 11, раздвигая лучи 10.
Существуют аналогичные конструкции разжимных шаблонов для работы на горизонтально-намоточных станках. У этих оправок по торцам имеются элементы для закрепления их на станке.
На Минском электротехническом заводе для намотки обмоток на замкнутые пространственные магнитопроводы силовых трансформаторов I—II габаритов мощностью 25—250 кВ-А (см. рис. 5-5) применяются разрезные оправки. Такая оправка представляет собой полый тонкостенный, состоящий из трех частей металлический цилиндр. Его внутренний диаметр на несколько миллиметров больше диаметра стержня магнитопровода, наружный диаметр равен внутреннему диаметру обмотки, а длина несколько больше длины обмотки (для возможности закрепления оправки в планшайбах станка).
На Московском электрозаводе широко применяется сборный шаблон (рис. 6-15,а) для намотки непрерывных и винтовых обмоток. Шаблон собирают, как описано выше, на специальной установке из отдельных деталей и полностью собранным, с установленными рейками подают на намоточный станок.
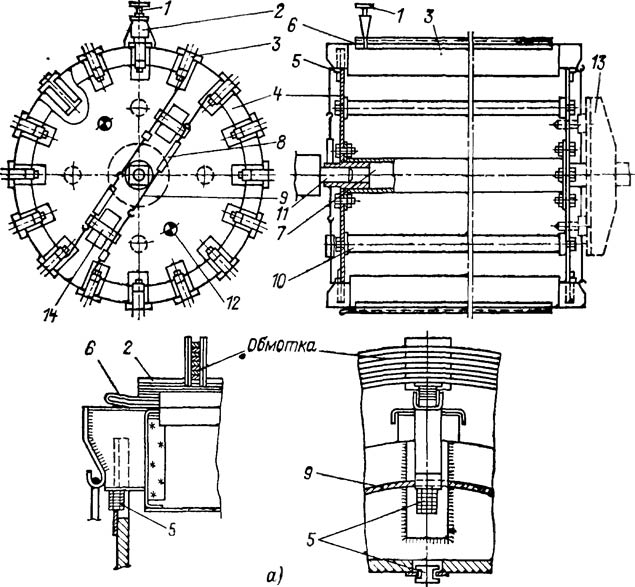
Рис. 6-15. Универсальные оправки.
а — конструкции МЭЗ (1 — струбцина; 2 — рейка обмотки; 3 — балка сварная; 4 — диск торцевой; 5 — прокладка: б — прокладка; 7—труба центральная; 8 — талреп; 9 — трос стальной; 10 — труба распорная; 11 — центр станка; 12 — отверстие для поводка; 13—поводок намоточного станка; 14 — валик для подъема); б — конструкции ВИТ; в — конструкции ТЭЗ.
Для закрепления шаблона на станке вращающийся центр 11 входит в отверстие центральной трубы шаблона, а пальцы поводка 13—в имеющиеся в дисках отверстия 12. Этот шаблон не требует применения деревянных реек, более универсален, чем сварные цилиндры, требует меньше места для хранения.
В настоящее время на ряде заводов страны широко применяется универсальная разжимная оправка, показанная на рис. 6-15,6 [42]. Такие оправки предназначены для намотки обмоток силовых трансформаторов на горизонтально- и вертикально-намоточных станках. Оправки дают возможность производить намотку обмоток всех типов и классов напряжения, имеющих внутренний диаметр не менее чем 600 мм и массу не более 42 000 кг. Восемь типоразмеров оправок, разработанных Всесоюзным институтом трансформаторостроения, охватывают диапазон диаметров 600—2800 мм; по осевому размеру возможна намотка обмоток длиной 500—3200 мм.
Преимущество этой оправки очевидно: широкий диапазон регулирования диаметров оправок каждого типа (до 500 мм) позволяет производить намотку большого числа разных по диаметру обмоток. Настройка оправок на требуемый диаметр производится быстро и с большой точностью. При этом направляющие рейки располагаются на одинаковом расстоянии, обеспечивая, таким образом, настолько высокую точность размеров полей обмотки, что отпадает необходимость выравнивать их размеры при отделке. Оправка может сжиматься, и ее легко вынуть из стянутой обмотки через отверстие в верхней прессующей плите. Ее можно собирать с разным числом направляющих планок разной длины, т. е. одна и та же оправка обеспечивает намотку обмоток различной длины с разным количеством реек. Ее основой является вал 1 переменной длины; стопорение вала на определенный размер производится болтами 2. По концам вала насажены диски 3 с кольцевыми Т-образными пазами, в которых закрепляются лучи 5 с помощью болтов 4. Каждый луч состоит из корпуса, в котором помещены выдвижная пиноль 7 и винт, а снаружи укреплена шестерня, находящаяся в зацеплении с зубчатым колесом 6.
На выдвижные пиноли 7 закрепляются с помощью болтов направляющие планки 8. При вращении центрального вала, на котором жестко закреплены зубчатые колеса 6, будут синхронно вращаться все шестерни лучей 5, находящиеся с ними в постоянном зацеплении, а следовательно, будут выдвигаться или втягиваться в корпуса пиноли 7 и изменяться диаметр оправки. Для увеличения диапазона диаметров оправок и длин применяются сменные комплекты пинолей и направляющих планок. Так, например, заменив в оправке, предназначенной для намотки обмоток с внутренним диаметром 1300—1800 мм, пиноли на более длинные (длиннее на 250 мм), можно превратить ее в оправку для намотки обмоток диаметром 1800—2300 мм, а при удлинении пинолей на 500 мм —2300—2800 мм. Все лучи 5, выдвижные пиноли 7 и направляющие планки 8 должны быть выполнены с требуемой точностью, чтобы обеспечивалась их взаимозаменяемость.
На Тольяттинском электротехническом заводе разработана гамма разжимных оправок, позволяющих производить намотку обмоток всех типов длиной до 2500 мм в диапазоне диаметров 430—1800 мм. На рис. 6-15,в изображена одна из конструкций такой оправки. Основными элементами оправки являются корпус 1, изготовленный из трубы большого диаметра, в котором по краям и середине расточены в шахматном порядке отверстия под втулки 2, полый вал 3 с жестко закрепленными на нем конусами 4, пиноли 5 и направляющие планки 6 со втулками 7. По торцам корпуса прикреплены диски 8 и 9. В диске 8 закреплена ось 10 для центрирования вала 3, а в диске 9 на подшипниках качения установлен винт 11, входящий в зацепление с гайкой 12, закрепленной в полом валу. Вращая этот винт, полый вал 3 будет смещаться в осевом направлении с закрепленными на нем конусами 4, которые будут разжимать пиноли 5. Для того чтобы оправка могла сжиматься и не выпадали планки 6, последние стягиваются между собой резиновыми жгутами 13. Раздвижение оправки с помощью конусов 4 позволяет изменять диаметр в диапазоне до 100 мм. Выдвигая пиноли 5 из втулок 7 и закрепляя их в новом положении болтами 14 или заменяя пиноли на более длинные, можно увеличивать диаметр оправки, т. е. оправка будет пригодна для намотки обмоток в новом диапазоне диаметров.
Каждая оправка может быть настроена на одно из следующих количеств полей: 16, 18, 28, 32 и 36. Вкратце настройка оправки сводится к следующему: во втулки 2 корпуса 1 вставляется требуемое количество пинолей 5, соответствующее количеству реек в обмотке, затем надеваются направляющие планки 6 со втулками 7 и закрепляются болтами 14 и жгутами 13. С помощью винта 11 производится настройка оправки на требуемый диаметр. Точность настройки оправки на диаметр и по расположению реек по полям будет полностью зависеть от точности изготовления деталей оправки. Чем больше размеры оправки, тем больше будут погрешности. Применение оправок этого типа в диапазоне диаметров до 1800 мм обеспечивает требуемую точность наматываемых на них обмоток по диаметру и расположению реек. Оправки хорошо зарекомендовали себя в условиях производства Тольяттинского электротехнического завода.