8-2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЭЛЕКТРОИЗОЛЯЦИОННОГО КАРТОНА
Большинство изоляционных деталей в трансформаторе изготовляется из стандартных листов электроизоляционного маслостойкого картона марок А и Б (см. гл. 3). Листы картона имеют большой разброс по толщине, поэтому прежде чем приступить к изготовлению из него деталей, необходимо картон рассортировать по толщине. Кроме того, электроизоляционный картон подвергается выборочному контролю на соответствие стандарту или техническим условиям. Методы испытания механической и электрической прочности электроизоляционного картона, зольности, объемной массы и определение влажности установлены в ГОСТ 4194-68, 7629-66 и 13525.19-71.
Одной из наиболее существенных особенностей электроизоляционного картона является его гигроскопичность, приводящая к изменению его линейных размеров в зависимости от изменения влажности картона. При нормальных условиях хранения листы картона содержат 8—10% влаги. После ее удаления линейные размеры листа уменьшаются по длине примерно на 0,5%, по ширине—до 1,5%.
Поэтому очень важно производить раскрой изоляционных деталей из сухого стабилизированного электроизоляционного картона. Для этого картон надо хранить в сухом отапливаемом помещении пачками небольшой толщины (не больше 50 мм). Пачки обычно складываются в стопы, переложенные деревянными прокладками, и выдерживаются в течение 1—3 мес.
Изоляционные детали, которые будут изготовлены из стандартных листов электроизоляционного картона, можно разделить на две группы: однослойные и многослойные. К однослойным деталям следует отнести детали, толщина которых равна толщине листа исходного картона. Так как отечественная промышленность выпускает картон толщиной только до 6 мм (см. гл. 3), то толщина однослойных деталей не превышает этого размера. При необходимости получения больших толщин применяют многослойные детали, т. е. детали, которые по своей толщине набраны из нескольких слоев (толщин) исходного электроизоляционного картона. Поэтому толщина этих деталей всегда кратна толщине исходного материала.
Как уже было показано в гл. 2, изоляционные детали, изготовленные из электроизоляционного картона, имеют огромное разнообразие форм и типоразмеров. Получение этих деталей из стандартных листов картона достигается за счет различных способов механической обработки, а многослойных дополнительно еще путем склейки их из однослойных заготовок.
Раскрой электроизоляционного картона. Изготовление деталей изоляции трансформатора требует огромного количества полос, прокладок, шайб и прочих заготовок из электроизоляционного картона. Раскрой картона производят как на гильотинных, так и на дисковых ножницах с учетом различных усадок его вдоль и поперек направления волокон. Раскрой производят по картам раскроя, предусматривающим минимальные отходы.
Полосы всевозможных ширин (от 5 до 40 мм) для реек и прокладок нарезаются на гильотинных ножницах по упору. Порезку большого числа узких полос непроизводительно выполнять на гильотинных ножницах. Поэтому, как правило, на гильотинных ножницах режут только полосы, где требуется высокая точность резания (допуск по ширине 0,3 мм), или узкие полосы (шириной до 40 мм). Все полосы большей ширины режут на многодисковых ножницах, разрезая на полосы целый лист.
Для вырезки шайб служат заготовки в виде квадратов, раскраиваемых из листов картона на гильотинных ножницах. Если раскраивают листы маломерного электроизоляционного картона на квадратные заготовки, то вдоль каждого листа по переднему упору обрезают вначале избыточную (по ширине квадрата) полосу — деловой отход, а затем, переставив упор на размер квадрата, разрезают двойную заготовку на квадраты.
При изготовлении заготовок для «мягких» цилиндров (имеющих обычно большие габариты) отрезают заготовку таким образом, чтобы вальцовка цилиндров совпадала бы с направлением волокон.
Для изготовления шайб и полушайб при раскрое заготовок следует вначале скомплектовать всю изготавливаемую партию таким образом, чтобы размеры заготовок (квадрата или прямоугольника) были выбраны по самому большому размеру кольца раскраиваемой партий. Для лучшего использования материала вырезают вначале шайбы (полушайбы) наибольшего диаметра. Из оставшегося диска (являющегося заготовкой для следующей шайбы) вырезают шайбу меньшего диаметра и т. д.
Заготовки для вырезки шайб и полушайб отрезают на вибрационных, дисковых или гильотинных ножницах и подают краном в контейнере к рабочему месту фасонной вырезки. Вырезку деталей сложной конфигурации, полушайб и сегментов большого диаметра производят на вибрационных ножницах по предварительно выполненной разметке. Для этого лист электроизоляционного картона кладут на специальный стол и с помощью циркуля, угольника, линейки и шаблонов цветным карандашом производят разметку детали в соответствии с чертежом. Разметка графитовым карандашом и стальной чертилкой недопустима. Если в детали имеются внутренние отверстия, то вначале вырезают ножом щель для возможности ввода ножей для вырезки внутреннего контура. Размеченный лист кладут на специальные подставки (расположенные с двух сторон станка) и вырезают наружный и внутренний контуры детали. Чтобы деталь не имела острых кромок, заусенцев и отделяющихся частиц картона, ее тщательно зачищают по наружному и внутреннему контурам стеклянной или наждачной бумагой.
Изготовление дистанционных прокладок. Дистанционные прокладки штампуют из листового электроизоляционного картона толщиной от 1 до 3 мм включительно. Форма прокладок показана на рис. 2-9,а. В отечественном трансформаторостроении применяется более 500 типоразмеров прокладок. Наиболее массовые прокладки штампуют на специальных мерных прорубных штампах, а прокладки, изготавливаемые в сравнительно небольших количествах, — на универсальных штампах. Конструкция штампа для вырубки прокладок представлена на рис. 8-7. Прокладка на штампах вырубается сразу по всему периметру, поэтому пуансон и матрица таких штампов имеют довольно сложную форму. Прокладки штампуют на эксцентриковых прессах. Прокладки должны иметь толщину с минимальным отклонением от номинального размера, так как они гарантируют ширину масляного канала между катушками обмотки, и, кроме того, иметь малую усадку в процессе опрессовки обмоток, чтобы обеспечить требуемую ее высоту.
Рис. 8-7. Универсальный штамп для вырубки дистанционных прокладок.

1 — хвостовик; 2— пуансон; 3 — матрица; 4 — подушка; 5 — упор; 6 — съемник; 7 — направляющая планка.
Радикальным решением в этой части является изготовление дистанционных прокладок из малоусадочного (до 1—2%) твердого электроизоляционного картона (см. гл. 3, 4 и 7). Но так как такой электроизоляционный картон отечественной промышленностью пока что выпускается В ограниченных количествах, поэтому на некоторых трансформаторных заводах заготовки, предназначенные для изготовления прокладок, уплотняют на вальцах или на гидропрессе с подогревом. До настоящего времени процесс подачи заготовок в пресс при штамповке прокладок не механизирован и его выполняют вручную. Что же касается отштампованных прокладок, то они ходом пуансона штампа вниз нанизываются своим пазом на технологическую металлическую ленту, установленную снизу каждого штампа. С ленты прокладки снимаются вручную в виде столбиков. Это очень облегчает труд. Штампованные прокладки должны иметь гладкие кромки, непараллельность сторон в пределах допуска.
Изготовление реек и прокладок для уравнительной и ярмовой изоляции. Рейки и прокладки ярмовой и уравнительной изоляции относятся к многослойным изоляционным деталям (см. рис. 2-8), и их изготовление осуществляется практически по единой технологии. В качестве заготовок используют полосы, нарезанные из лакированного и нелакированного электроизоляционного картона. Непараллельность продольных торцов полос не более ±0,5 мм.
Сборка заготовок в пакеты выполняется из чередующихся полос лакированного и нелакированного картона в специальном приспособлении. Наружные поверхности пакетов должны быть нелакированными. У Т-образной рейки верхний слой выполняется из полосы большей ширины, чем у полос остальных слоев. Это необходимо для обеспечения зацепления рейки с прокладками,
Пакет собирают толщиной Н+С, где п — толщина готовой изолирующей прокладки; С — технологический припуск на осадку при последующем прессовании. Технологический припуск выбирается по табл. 8-3.
Таблица 8-3
Н, мм | С, мм | Н, мм | С, мм | Н, мм | С, мм |
5—7 | 0,5 | 37—42 | 4,0 | 73—76 | 7,5 |
8—12 | 1,0 | 43—46 | 4,5 | 77—82 | 8,0 |
13—16 | 1,5 | 47—52 | 5,0 | 83—86 | 8,5 |
17—22 | 2,0 | 53—56 | 5,5 | 87—92 | 9,0 |
23—27 | 2,5 | 57—62 | 6,0 | 93—96 | 9,5 |
28—32 | 3,0 | 63—66 | 6,5 | 97 | 10,0 |
33—36 | 3,5 | 67—72 | 7,0 |
|
|
При сборке длинных реек и прокладок (свыше 1100 мм) полосы могут быть составными из двух-трех частей. Стыки полос в смежных слоях должны быть сдвинуты не менее чем на 50 мм относительно друг друга.
Склейку слоев реек и прокладок осуществляют на этажерочном гидропрессе по технологии, приведенной в § 8-3.
Однако прежде чем подать собранный пакет на пресс, его после сборки бандажируют по всей длине бумажной лентой для предупреждения возможного смещения слоев при транспортировке и при прессовании. После склейки деталей бандажную ленту снимают. Операции бандажировки и снятия ленты выполняются почти везде вручную и представляют собой весьма трудоемкий процесс.
Отрезку деталей на необходимую длину производят в приспособлении с упором на циркульной пиле (рис. 8-8).
Обработку фигурной изолирующей прокладки выполняют на ленточной пиле. Все заусенцы и наплывы лака на изолирующих прокладках зачищают на шлифовальном станке. Готовые детали должны быть гладкими без наплывов лака, монолитными, не иметь расслоений.
Сборка реек с дистанционными прокладками. Операция сборки рейки с прокладками введена для того, чтобы заранее установить на рейки нужное число прокладок, чтобы в процессе намотки обмотки обмотчику не нужно было бы добавлять или убирать лишние прокладки. На каждую рейку устанавливаются прокладки в таком количестве, чтобы образующиеся с помощью их каналы в обмотке были заданных размеров, при этом толщина прокладок, соединенных вместе по несколько штук, должна иметь размер несколько больше указанного в чертеже размера канала. Припуск на увеличение толщины принимается в следующих размерах: +0,1 мм при размере канала 5 мм; +0,2 мм при размере от 6 до 10; +0,3 мм при 11—30 мм; +0,5 мм при 31 мм и выше. При этом полагают, что в процессе дальнейшей технологической обработки (сушки, прессовки) электроизоляционный картон высохнет, даст усадку по толщине и размер канала будет соответствовать расчетному, указанному в чертеже.

Рис. 8-8. Циркульная пила.
В некоторых случаях набирают на рейку неполное число дистанционных прокладок, чтобы не обрывалась приклеенная верхушка рейки. При длине реек более 1000 мм набирают на рейку половину или 1/3 их общего числа; остальную часть прокладок набирают на картонные полосы, с которых затем их переснимают на рейку во время намотки обмотки. Перед набором дистанционных прокладок на рейку ее натирают парафином для лучшего скольжения прокладок. Процесс набора прокладок на рейки производится вручную. На некоторых заводах применяются установки, на которых измерение всего набранного на рейки столба прокладок производится при отпрессованных прокладках с давлением 1 МПа, чем обеспечивается точность измерений.
Изготовление опорных колец. Опорное кольцо (см. рис. 2-8,в) представляет собой многослойную деталь, изготовленную путем склейки кольцевых заготовок — шайб, полушайб, сегментов.
Рис. 8-9. Полуавтоматические круговые дисковые ножницы.
Кольцевые заготовки вырезают из квадратных заготовок на круговых дисковых ножницах за два приема: вначале вырезают наружный контур, а затем, перенастроив ножи, в соответствии с размером внутреннего диаметра шайбы вырезают внутренний. Вырезку шайбы за одну установку (по наружному и внутреннему диаметру) производят на станке-полуавтомате, показанном на рис. 8-9.
Вырезку полушайб большого диаметра (более 1500 мм) и сегментов производят на вибрационных ножницах по предварительно выполненной разметке или на
полуавтомате (см. рис. 9-3). Вырезанные детали тщательно зачищают по наружному и внутреннему контурам стеклянной наждачной бумагой, чтобы не было острых кромок, заусенцев и отделяющихся частиц.
Шайбы и полушайбы для опорных колец вырезаются с припуском по наружному и внутреннему диаметрам в соответствии с табл. 8-4.
Таблица 8-4
Наружный диаметр, мм | 60—200 | 201—300 | 301—500 | 501—700 | 701—1000 | 1000 и выше |
Припуск, мм. | + 1 | +2 | +3 | +4 | +5 | +6 |
Внутренний диаметр, мм | 40—180 | 181—290 | 291—490 | 491—С90 | 691—1000 | 1000 и выше |
Припуск, мм. | + 0,5 | + 1,0 | + 2,5 | +з | + 4 | -и |
Вырезанные шайбы и полушайбы лакируют бакелитовым лаком; сушат на воздухе и на специальных столах для сборки колец, производят сборку заготовок в пакет. Сборку колец больших диаметров (более 1000 мм) производят из шайб, сегментов и полушайб, при этом первый и последний слои должны быть из полушайб (если в чертеже нет требования изготовления детали только из целых шайб).
Стыки сегментов должны быть в каждом слое смещены не менее чем на 200 мм друг относительно друга. Последующие слои чередуют, набирая один слой из сегментов, другой — из полушайб. Зазор между стыками не должен превышать 3 мм.
Сборку пакета производят толщиной Н-\-С, где Н — толщина готовой изоляции, С — технологический припуск на осадку при прессовании, который подбирается по табл. 8-3.
Набранные пакеты бандажируют бумажной лентой для предупреждения их смещения и склеивают на этажерочном гидропрессе по указанной выше технологии (см. § 8-3).
После запекания внутренние и наружные торцы колец получаются неровными за счет некоторого несовпадения отдельных шайб и наплыва лака. Поэтому на специальном фрезерном станке кольцо фрезеруют по наружному и внутреннему контурам, как показано на рис. 8-10.

Рис. 8-10. Фрезерование колец.

Рис. 8-11. Рабочее место сборки клепаной изоляции.
1 — основание шаблона; 2— деревянная подкладка; 3 — фиксатор положения прокладок; 4 — нижний ряд прокладок; 5 — электрокартонная шайба ярмовой изоляции; 6 — шпиндель радиально-свер лильного станка с ограничителем хода сверла; 7 — траверса светильного станка; 8 — рукоятка подачи шпинделя; 9 — рукоятка передвижения суппорта.
Если по чертежу требуется дополнительная обработка (вырез или скос), производят разметку кольца цветным карандашом на ленточной пиле делают срез пли обрезают наружный контур. Наружные и внутренние пазы фрезеруют на специальном фрезерном станке для фрезеровки пазов. Кромки колец после окончательного их изготовления зачищают ножом.
Изготовление ярмовой и уравнительной изоляции и изоляции между ярмом и ярмовыми балками («мостов»). Ярмовая изоляция состоит из шайб с приклепанными к ней с двух сторон прокладками (см. рис. 2-10,а).
Чтобы выполнить ярмовую изоляцию с достаточной точностью, сборку производят в специальных универсальных шаблонах, установленных на вращающемся столе-подставке радиально сверлильного станка (рис. 8-11). Вначале укладывают в имеющиеся на шаблоне гнезда нижний ряд прокладок, выравнивая по упору торцы прокладок. Затем на них накладывают шайбу, вырезанную из электроизоляционного картона толщиной 2—3 мм с необходимыми вырезами (для прохода концов обмоток), или разрезную шайбу с вынимающимся сектором в зоне концов обмоток. На шайбу накладывают верхний ряд прокладок, располагая их в полном соответствии с чертежом (так как отдельные прокладки имеют разную форму), и подравнивают их торцы по внутреннему и наружному диаметру.
На радиально-сверлильном станке сверлят обычно по два отверстия в каждой прокладке и скрепляют прокладки электрокартонными заклепками, предварительно смазанными бакелитовым лаком. Для исключения возможности получения при сверлении сквозного отверстия, что снизит электрическую прочность изоляционной конструкции, на шпиндель станка (или хвостовик сверла) устанавливают ограничитель хода, который ограничивает глубину сверления до размера, указанного в чертеже (3—6 мм).
При сборке изоляции мощных высоковольтных трансформаторов, когда длина прокладки более 300 мм, ставят три заклепки. С целью увеличения механической прочности ярмовой изоляции устанавливают между шайбой и прокладками бакелизированные с двух сторон полосы кабельной бумаги, одинаковые по размерам с с прокладками. После сборки ярмовую изоляцию прессуют и склеивают на этажерочном гидропрессе, чтобы окончательно уплотнить заклепки и запечь бакелитовый лак, имеющийся на заклепках и бумажных прокладках.
Давление пресса 4 МПа, время выдержки под прессом 15—20 мин. После прессовки все прокладки прочно приклеиваются, и на поверхности нет больше неровностей от заклепок. Конструкция ярмовой изоляции трансформаторов класса напряжения 220—500 кВ (см. рис. 2-10,6) выполнена таким образом, что между верхними и нижними прокладками находится не одна шайба, а несколько (до 5 шт.) Поэтому нижние прокладки приклеивают к одной шайбе, верхние — к другой шайбе, а средние листы устанавливают между ними уже при сборке трансформатора. Для обеспечения точности сборки на изоляционном участке следует производить контрольную сборку ярмовой изоляции.
При изготовлении трансформаторов форма ярмовой изоляции и расположение прокладок могут быть различными. Для ее сборки изготавливают специальные шаблоны в соответствии с формой изоляции.
Если изоляция имеет два ряда прокладок с разными числами их в ряду, то сборка такой изоляции производится с помощью универсального шаблона с вращающейся рамкой. Один ряд прокладок укладывается в гнезде шаблона, другой ряд укладывается с помощью рамки.
Уравнительная изоляция из электроизоляционного картона образуется пластинами, к которым с двух сторон приклепаны прокладки не одинаковой толщины (нижние прокладки имеют большую толщину). Пластины имеют форму сегмента и «подковы»; наружное очертание пластин — по дуге окружности несколько большего диаметра, чем наружный диаметр обмотки ВН. Так как ширина и расположение прокладок уравнительной изоляции одинаковы с ярмовой, сборку производят в одних и тех же приспособлениях. Технология изготовления уравнительной изоляции совершенно такая же, как и ярмовой.
Изоляция между ярмом и ярмовыми балками («мосты») выполняется также клепаной. Конструкция их видна на рис. 2-10Д Прокладки могут быть деревянными (трансформаторы I—III габаритов) и из электроизоляционного картона и расположены с одной или с двух сторон пластины. Деревянные планки и картонные полосы укладывают в ячейки приспособления. На радиально-сверлильном станке сверлят в каждой планке по два отверстия и склепывают деревянные планки и электрокартонные прокладки электрокартонными заклепками, смазанными бакелитовым лаком. Опрессовывают изоляцию на гидравлическом прессе и зачищают выступающие части заклепок на шлифовальном станке. Дальнейшая обработка этой изоляции аналогична технологии для ярмовой и уравнительной изоляции.
Значительно упрощается технология изготовления ярмовой и уравнительной изоляции при приклейке прокладок (а не приклепке) изоляционным клеем КМЦ воздушной сушки. Такая технология и оснащение в настоящее время освоены на Тольяттинском электротехническом заводе.
![]()
Рис. 8-12. Стенд для сборки ярмовой и уравнительной изоляции конструкции ТЭЗ.
1 — верхняя плита; 2 — изоляция; 3— защитный кожух; 4 — регулировочные гайки; 5 — стяжной откидной болт; 6 — сборочный стол; 7 — пневмокамера; ч — пневмоарматура; 9— опорная плита.
Процесс сборки изоляции по данной технологии такой же, как и описанный выше. Отличительными особенностями являются ликвидация операций сверления отверстий под заклепки и установка самих заклепок, а также трудоемких операций по транспортировке собранной изоляции к этажерочному прессу и опрессовке и запечке ее на прессе. Соединение прокладок с шайбами (и сегментами) осуществляется путем нанесения на соприкасающиеся с шайбами поверхности прокладок слоя клея КМЦ с помощью кисточки непосредственно на сборочном столе. Здесь же собранная изоляция опрессовывается резиновой пневмокамерой (давление 0,2— 0,5 МПа) и выдерживается в спрессованном состоянии 20—25 мин( рис. 8-12).
Пока по данной технологии изготавливается ярмовая и уравнительная изоляция для трансформаторов на классы напряжения до 110 кВ и ведутся работы по распространению этой технологии на трансформаторы более высокого класса напряжения.
Изготовление сборных («мягких») угловых шайб. Угловые шайбы входят в активную часть трансформаторов. По конструкции они различны. Как видно из рис. 2-10,з, различают прямую и обратную угловые шайбы, фасонную («венок»), воротниковую, специальные угловые шайбы и пр. Рассмотрим изготовление наиболее часто применяющихся сборных «мягких» прямых и обратных угловых шайб. Угловая шайба состоит из цилиндрической части высотой 150 мм и отворота с шириной, равной радиальному размеру обмотки. Толщина шайбы обычно 8 мм.
Шайбу собирают из отдельных заготовок. Отмотав и отрезав от рулона заготовку электроизоляционного картона толщиной 0,5 мм, режут ее на рычажных ножницах по упору на полосы, ширина которых равна высоте цилиндрической части шайбы плюс ширина отворота и технологический припуск 30—50 мм. Допуск на непараллельность реза до 3 мм. Нарезанные полосы собирают в пакет, размечают цветным карандашом и надрезают на ленточной пиле на глубину, равную ширине отворота.
Собирают угловую шайбу на универсальном приспособлении, как показано на рис. 8-13. Установив наружный диаметр приспособления в соответствии с внутренним диаметром шайбы, наматывают двойную полосу первого слоя, временно закрепляя ее двумя тремя оборотами киперной ленты по цилиндрической части приспособления. Затем наматывают полосу второго слоя, располагая места разрезов так, чтобы они были посередине двух смежных разрезов первого слоя. Остальные слои накладывают таким же образом.
При сборке угловой шайбы слои наращивают встык. Расстояние между стыками должно быть не менее 1,5—2 шага заготовки. При совпадении разрезов на заготовках первого и второго слоев заготовку второю слоя отрезают ножом и передвигают на полшага. Намотав все слои на цилиндрическую часть угловой шайбы, по наружному диаметру накладывают и закрепляют бандажом временную полосу из электроизоляционного картона толщиной 2—2,5 мм по высоте приспособления и надевают нижнюю элекгрокартонную шайбу. С помощью деревянного молотка (киянки) надрезанные края полос отгибают под углом 90° и на них кладут верхнюю электрокартонную шайбу. Для скрепления всех элементов шайбы просверливают дрелью четыре — шесть отверстий в отбортованной части и связывают шнуром.

Рис. 8-13. Сборка «мягкой» угловой шайбы (прямой).
1—универсальное приспособление; 2 — заготовки электроизоляционного картона; 3 — вспомогательные шайбы; 4 — дрель; 5 — связка отворота шайбы.
Приспособление переворачивают и угловую шайбу снимают легким постукиванием деревянного молотка. Временный бандаж и временную электрокартонную полосу снимают с угловой шайбы и цилиндрическую часть шайбы прошивают так же, как и отворот. На ленточной пиле обрезают выступающие за шайбу лепестки и зачищают ножом и наждачной бумагой от заусенцев.
Сборка обратной угловой шайбы аналогична прямой. При этом отгибание лепестков производится в обратную сторону, а так как развертка заготовок по ширине рассчитана так, что при отгибании лепестки не выходят за изолирующие шайбы, то обрезка на ленточной пиле не требуется.
Изготовление «жестких» угловых шайб. В настоящее время резко возросла потребность в трансформаторах большой мощности. Создание таких трансформаторов сдерживается предельными габаритами и массами, ограниченными возможностями их транспортировки. Одним из условий уменьшения габаритов и массы трансформатора является уменьшение изоляционных промежутков, которые можно обеспечить за счет создания надежно фиксированных минимальных масляных каналов. Размер такого канала в большой степени зависит от углового изоляционного барьера — угловой шайбы, охватывающей край обмотки, где напряженность электрического поля наибольшая. Чем ближе форма угловой шайбы совпадает с эквипотенциальной кривой электрического поля в углу обмотки, тем больше ее электрическая прочность, а следовательно, можно допустить меньший изоляционный промежуток между обмоткой и шайбой. Это объясняется тем, что электрическая прочность электроизоляционного картона нормально поверхности значительно превышает электрическую прочность вдоль поверхности, а при приближении формы шайбы к эквипотенциальной кривой уменьшается составляющая вектора электрического поля, направленная вдоль поверхности. Однако сборные «мягкие» угловые шайбы, полученные из нескольких слоев тонкого электроизоляционного картона, с отбортовкой из надрезанных лепестков, изготовление которых было описано выше, не обладают строгой геометрической формой. Радиус перехода поверхности цилиндрической части в плоскую у них мал и не постоянен, поэтому такие шайбы не могут быть поставлены в самых напряженных местах электрического поля обмотки, например у ее края. В связи с наличием надрезов в отбортованной части шайбы ее электрическая прочность примерно в 2 раза ниже, чем цельного электроизоляционного картона такой же толщины. Это обстоятельство также приводит к увеличению масляного промежутка между радиальными барьерами обмотки, так как цилиндрическая часть угловых шайб устанавливается именно в эти промежутки. Кроме того, в процессе эксплуатации трансформатора набранная из отдельных полос шайба «разбухает» в масле, затрудняя циркуляцию последнего между барьерами, а это приводит к перегреву обмоток и снижению надежности трансформаторов. В связи с указанными недостатками «мягких» угловых шайб их стремятся заменить «жесткими», имеющими стабильные геометрические размеры. Известны три метода получения «жестких» шайб или других фасонных деталей: метод литья, метод формирования и метод прессования.
Метод литья. Впервые в Советском Союзе были разработаны технологический процесс и комплекс оборудования и оснащения изготовления угловых шайб методом литья на Запорожском трансформаторном заводе [23] В качестве сырья используются отходы электроизоляционного картона, из которых приготавливается специальная бумажная масса.
Важными факторами являются степень и характер помола волокна. Режим получения бумажной массы в ролле рассчитывается только на «расчесывание» волокон без рубки их.
Отходы электроизоляционного картона в необходимом количестве (выбранном из расчета получения в ролле концентрации 5%) размачиваются в специальном баке в течение 8—10 ч, после чего куски картона загружают в ролл (при поднятом барабане) небольшими партиями при постепенном заполнении ролла водой. Состав массы в ролле может быть различным.
Для придания деталям, полученным методом литья из бумажной массы, механической прочности вводят в массу пульвербакелит в виде эмульсии непосредственно перед началом размалывания. Процесс размола длится 4—4,5 ч. Дальнейшее размалывание массы ухудшает ее литейные свойства, кроме того, масса быстро забивает сетчатые пуансон и матрицу.
Размалывающий барабан ролла поднимается, открывается спускной клапан и масса спускается в бак. Остатки массы смываются водой. В баке разбавляют массу водой так, чтобы ее концентрация была 2% (это оптимальная концентрация для литья угловых шайб, установленная опытным путем), и, перемешав массу с помощью сжатого воздуха, приступают к формовке угловых шайб.
Изготовление угловых шайб производится в рабочей ванне, куда из бака масса перекачивается с помощью насоса. В рабочей ванне масса разбавляется водой до концентрации 0,6—1%, так как эта концентрация является оптимальной для литья угловых шайб.
Устанавливают на подъемнике рабочей ванны форму заданного размера, подключив предварительно к ней вакуум-провод. Перемешав массу сжатым воздухом, включают вакуумный насос и опускают подъемник с формой в массу. Выдерживают форму в ванне в течение времени, необходимого для насасывания заданной толщины шайбы при данной концентрации. Формование шайб производится при остаточном давлении 6,5— 13,3 кПа (рис. 8-14).

Рис. 8-14. Схема формования и опрессовки угловой шайбы.
а — формование прямой угловой шайбы; б — схема прессовки на гидропрессе; 1 — рабочая ванна с массой; 2 — шайба; 3 — сетчатая форма с вакуум-приводом; 4 — резиновый пуансон.
Закончив формование, медленно поднимают подъемник с формой из рабочей ванны, продолжая вакуумировать форму. С помощью грузоподъемного механизма снимают форму с подъемника ванны и приступают к уплотнению и сушке шайбы.
Индивидуальные и мелкосерийные шайбы изготавливаются разрезными. Их формуют на форме большего (чем требуется) диаметра, а затем отформованную и обкатанную форму разрезают и снимают с формы и сушат. Угловую шайбу уплотняют на форме либо с помощью приспособления для обжатия шайб, либо резиновым пуансоном (рис. 8-14,6).
Так как полученная шайба имеет большую влажность (до 55%), ее сушат в вакуум-сушильной печи на раздвижной оправке. В зависимости от конструкции формы сушку производят по-разному.
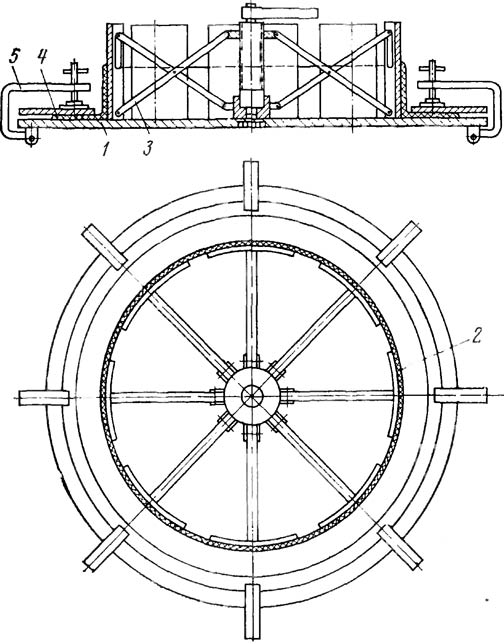
Рис. 8-15. Сушка разрезанной угловой шайбы.
1 — плита; 2 — шайба; 3 — разжимная оправка; 4, 5 — прижимный диск и струбцина.
Серийные шайбы, каждый размер которых формуют на отдельной форме, сняв с формы, кладут на плиту, затем цилиндрическую часть шайбы надевают на разжимную оправку (размер которой установлен по внутреннему диаметру шайбы) и загружают в вакуумную сушильную печь. Плавно поднимают температуру с 60 до 120СС, производят сушку в течение 10 ч.
Разрезанную шайбу устанавливают на плите приспособления для сушки (рис. 8-15). Влажную угловую шайбу соединяют внахлест на разжимной оправке, установленной на требуемый диаметр, и закрепляют бандажом, после чего на плоскую часть угловой шайбы устанавливают прижимный диск, стягивают струбцинами и загружают в печь. После сушки выгружают оправку из печи и снимают с нее шайбу.
Новая технология производства литых изоляционных деталей позволит получить детали самых сложных форм, так необходимых в трансформаторостроении. В настоящее время освоено производство крупносерийных деталей — угловых шайб под шпильки магнитопровода размерами: наружный диаметр 80 мм, внутренний диаметр 35 мм, высота цилиндрической части 11 мм. Потребность четырех типоразмеров таких угловых шайб составляет до 3000 шт. в месяц. Исходя из малой номенклатуры и большого числа шайб одного размера на ЗТЗ была спроектирована и изготовлена установка для получения изоляционных деталей на базе имеющейся литьевой машины (рис. 8-16).
Принцип работы литьевой машины заключается в следующем.
B нижней части цилиндра установлена сетчатая матрица 13 с направляющим штоком 11 (для формования внутреннего отверстия шайбы) и цилиндром, на штоке которого закреплен сетчатый пуансон 12. Пуансон и матрица соединены с вакуум-проводом. В люк литьевого цилиндра заливается определенное количество бумажной массы. Включается вакуумный насос, в результате чего волокна, имеющиеся в массе, оседают на матрице и цилиндрической сетчатой части штока. Вода проходит через сетку в вакуум-провод и затем в канализацию (или в бак оборотной воды). Опускаясь, пуансон 12 опрессовывает (уплотняет) массу и формует цилиндрическую часть шайбы — буртик. Опрессованная шайба сжимается пуансоном, к которому перед его подъемом подключается вакуум. Съем шайбы с пуансона производится сжатым воздухом. На ЗТЗ изготовлена четырехцилиндровая литьевая машина для таких шайб.
Отформованная шайба имеет влажность 55% поэтому ее необходимо высушить. Сушка шайб производится на воздухе в течение 24 ч, после чего шайбы опрессовываются в предварительно нагретой до 140°С пресс-форме на прессе с выдержкой 1—2 мин.
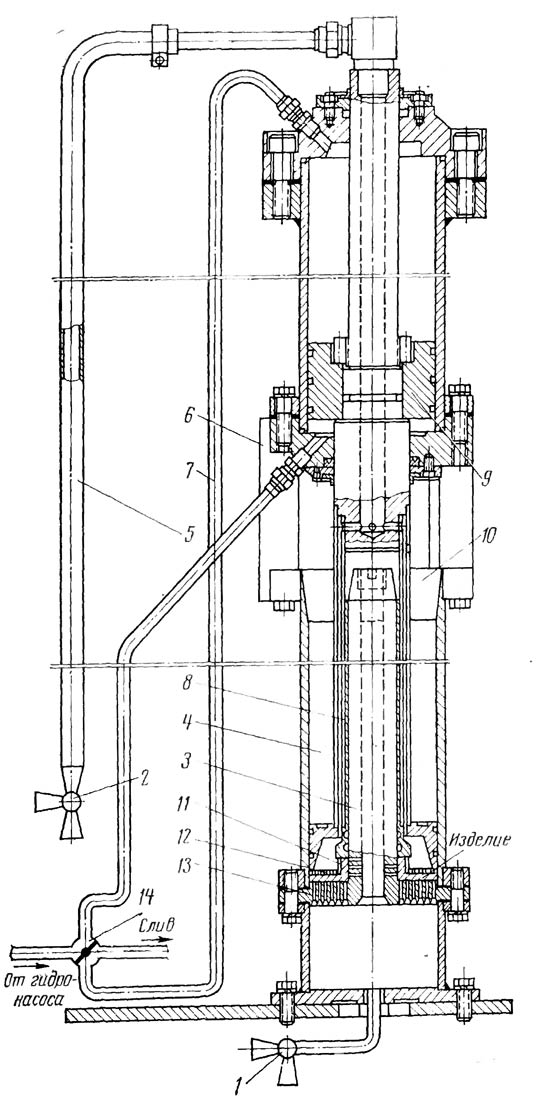
Рис. 8-16. Формовка угловых шайб магнитопровода на литьевой машине.
1 —кран для отвода воды и связи с атмосферой; 2 — кран подвода вакуума; 3 — шток матриц; 4 — цилиндр рабочий; 5 — шланг; 6 — корпус; 7 — трубопровод гидросистемы; 8 — шток пуансона; 9 — поршень; 10— люк для заливки массы; 11 — направляющий шток; 12 — пуансон; 13 — матрица; 14 — золотник.
Сравнение показывает, что шайбы полностью отвечают техническим требованиям: их геометрические размеры соответствуют чертежным; при затяжке шайб исключено какое-либо нарушение целостности; шайбы выдерживают давление на сжатие 24 МПа, выдерживают напряжение 2 кВ в течение 1 мин.
Метод формования из картонной массы. Французская фирма «Вазьен-Паскаль», производящая электроизоляционный картон, освоила выпуск «жестких» изоляционных деталей сложной формы из картонной массы методом формования. Технологический процесс фирмой не раскрывается, но в общих чертах он выглядит следующим образом [51].
Специальная свежая картонная масса, условно названная «крафт» и «крафборт», вручную накладывается на шаблон, выполненный в виде угловой шайбы, по которому формуется деталь. Шаблоны деревянные. Затем на отформованную деталь с шаблоном надевают специальный резиновый мешок, из-под которого откачивается воздух. Благодаря этому производится опрессовка детали с одновременным удалением влаги. После опрессовки отформованная деталь надевается на алюминиевый шаблон, имеющий точные окончательные размеры готовой детали, и производится сушка. Отформованные детали после сушки требуют внешней отделки (фрезеруются по кромкам, зачищаются шлифовальным кругом). Детали имеют высокую электрическую прочность — напряжение пробоя при толщине детали 5 мм составляет не менее 60 кВ. На рис. 8-17 показаны различные формы изоляционных деталей, полученных методом формования.
Угловые и воротниковые шайбы изготавливаются различных размеров, вплоть до диаметра 22С0 мм. Шайбы, как правило, изготавливаются разрезные с одним стыком внахлест.
Кромки стыка сфрезерованы под углом для возможности получения толщины шайбы в месте стыка, одинаковой с толщиной в неразрезанной части. Иногда по требованию заказчиков выпускают цельноформованные шайбы, но обычно это детали небольших размеров.
Угловые и воротниковые шайбы сложной формы с выходом для концов обмоток изготовляются с двумя стыками, т. е. участок фасонной формы изготавливается отдельно и стыкуется с шайбой внахлест с фрезеровкой стыков под углом.
Кроме угловых шайб, фирма изготавливает таким методом разрезные и цельные изоляционные цилиндры, трубки и другие детали.

Рис. 8-17. Изоляционные детали, полученные методом формования.
а — прямая угловая шайба с выводом для конца обмотки; б — обратная угловая шайба с выводом для конца обмотки; в — крестовина; г — втулка.
Аналогичным методом изготавливает фасонные изоляционные детали швейцарская фирма «Вайдман».
Технология получения изоляционных деталей, примененная фирмами «Вазьен-Паскаль» и «Вайдман», может быть осуществлена только на предприятиях, выпускающих электроизоляционный картон, так как в качестве исходного материала используется сырая картонная масса.
Транспортировка таких деталей потребителю из-за больших размеров, сравнительно малой прочности и гигроскопичности электроизоляционного картона приводит к большим трудностям. Метод формовки деталей из картонной массы мало механизирован и трудоемок. Указанные недостатки заставляют искать другие пути и методы получения изоляционных деталей сложной формы.
Метод прессования. Одним из наиболее перспективных, поддающимся полной механизации и достаточно производительным можно считать метод получения угловых шайб или других фасонных деталей из листовых (полосовых) заготовок электроизоляционного картона путем прессования в специальных формообразующих 268 штампах [52]. Этот принципиально новый метод разработан во Всесоюзном институте трансформаторостроения. Метод прессования основан на способности электроизоляционного картона к пластической деформации. Хотя вопросы пластической деформации картона еще требуют своего изучения, однако на некоторые конкретные вопросы можно ответить, исходя из условий максимально допустимых предельных значений относительного
![]()
Рис. 8-18. Схема осевой отбортовки угловых шайб методом прессования.
а — внутренней для получения прямых угловых шайб; б — наружной для получения обратных угловых шайб.
удлинения (или сжатия) картона при прессовании. Из проведенных исследований установлено, что для электроизоляционного картона марки А, из которого в основном изготавливаются угловые шайбы, максимальное предельное относительное удлинение достигает при увлажнении картона 12—14% и составляет е=0,1, или 10%. Исходя из этого, можно определить геометрические параметры деталей, которые можно получить из электроизоляционного картона методом прессования. Фасонные детали типа угловых шайб методом прессования получают двумя способами: осевой и радиальной отбортовкой. Осевая отбортовка — это способ, при котором в процессе прессования отбортовывается бурт в направлении оси шайбы. Радиальная отбортовка — это способ, при котором в процессе прессования отбортовывается бурт в радиальном направлении шайбы. Этими двумя способами можно получить как прямые, так и обратные угловые шайбы.
а) Осевая отбортовка характеризуется тем, что с помощью пуансона (или матрицы) часть плоской поверхности заготовки отбортовывается в цилиндрическую (рис. 8-18). Различают две разновидности осевой отбортовки — внутреннюю и внешнюю. Прямые угловые шайбы получают внутренней осевой отбортовкой, когда отбортовывается бурт по внутреннему диаметру (рис. 8-18,а). Обратные угловые шайбы получают внешней осевой отбортовкой, когда отбортовывается бурт по наружному диаметру (рис. 8-18,6).
Процесс осевой отбортовки соответствует процессу гибки, но в значительно более сложных условиях, с наличием растягивающе-сжимающей зоны в осевом, радиальном и тангенциальном направлениях.
Заготовкой для получения прямой угловой шайбы способом внутренней осевой отбортовки является плоская кольцевая заготовка с наружным диаметром D3 и внутренним d, определяемым аналитическим путем исходя из предельно допускаемого относительного удлинения е.
При отбортовке волокна, лежащие по периметру отверстия d, растягиваясь, переходят на периметр, образуемый буртом шайбы по диаметру D2. Таким образом,
![]()
![]()
Весьма важно для определения геометрических размеров шайбы установить зависимость между высотой шайбы с и ее внутренним диаметром DB. Эту зависимость можно установить с достаточной степенью точности по формуле
(8-25)
(8-26)
Как видим, высота шайбы с зависит не только от предельно допустимого относительного растяжения е для данной марки электроизоляционного картона, из которого изготавливается шайба, но и от геометрических параметров шайбы DB и г, которые принимаются конструктивно, но не меньше допустимых значений.
Если принять предельно допустимое относительное растяжение е=0,1, то c=0,045DB+0,43r;
Заготовкой для получения обратной угловой шайбы способом наружной осевой отбортовки служит плоская кольцевая заготовка с внутренним диаметром d, равным внутреннему диаметру шайбы DB, и наружным диаметром D3, определяемым аналитическим путем исходя из предельно допустимого относительного сжатия ф. При отбортовке волокна, лежащие по периметру заготовки шайбы D3, сжимаясь, переходят на периметр, образуемый буртом шайбы по 0 D2.
![]()
Таким образом,
(8-27)
![]()
Связь между высотой шайбы с и наружным диаметром DB можно установить по формуле
(8-28)
(8-29)
Как видим, высота шайбы с зависит не только от предельно допустимого относительного сжатия для данной марки электроизоляционного картона, из которого изготавливается шайба, но и от геометрических параметров шайбы DH и г, которые выбираются конструктивно.
Если принять г|)=0,1, то
c=0,055DH+0,43r.
б) Радиальная отбортовка характеризуется тем, что полосовая заготовка с помощью пуансона и матрицы постепенно изгибается по заданному радиусу с одновременным отгибом полки шайбы в радиальном направлении (рис. 8-19). Радиальная отбортовка, так же как и осевая, может быть внутренняя и наружная.
Прямые угловые шайбы получают путем наружной радиальной отбортовки, когда отбортовывается бурт в сторону наружного диаметра шайбы (рис. 8-19,а).
Обратные угловые шайбы получают путем внутренней радиальной отбортовки, когда отбортовывается бурт в сторону внутреннего диаметра шайбы (рис. 8-19,в).
При прессовании угловых шайб способом радиальной отбортовки из-за несовпадения направления силы
![]()
Рис. 8-19. Схема радиальной отбортовки угловых шайб методом прессования из плоской заготовки.
а — наружной для прямой угловой шайбы; б — наружной для спаренной прямой угловой шайбы; в — внутренней для обратной угловой шайбы; г — внутренней для спаренной обратной угловой шайбы.
прессования с осью симметрии поперечного сечения возникают значительные скручивающие усилия, вызывающие искажения формы детали. Поэтому целесообразно этим способом прессовать так называемые «спаренные шайбы», т. е. шайбы со швеллерообразным поперечным сечением (рис. 8-19,6 и г), из которых затем путем механической разрезки получают две угловые шайбы. При прессовании спаренной шайбы усилие прессования направлено по оси симметрии поперечного сечения, благодаря чему исключается скручивание заготовки. Кроме того, это позволяет увеличить производительность труда, так как одновременно прессуются две шайбы. Заготовкой для получения угловой шайбы способом радиальной отбортовки является плоская прямоугольная заготовка, по ширине равная периметру срединной линии поперечного сечения спаренной шайбы. При придании плоской полосовой заготовке формы прямой угловой шайбы происходит сложное формоизменение с изгибом заготовки по радиусу RB и образованием полок шайбы Ь.
Связь с геометрическими параметрами шайбы RH, RB и Ъ можно установить путем введения коэффициента отбортовки k:
![]()
(8-30)
Решая полученное выражение относительно /?в и Ъ, имеем:
![]()
(8-31)
Как видим, при заданном коэффициенте отбортовки k высота полки b прямо пропорциональна RB.
Предельное значение коэффициента k зависит от условий наружной радиальной отбортовки спаренной угловой шайбы, т. е. прессовке непосредственно из плоской заготовки или из заготовки швеллерообразного сечения.
Схема получения спаренной прямой угловой шайбы из плоской заготовки способом наружной радиальной отбортовки приведена на рис. 8-19,6. При этом способе прессования крайние волокна заготовки с периметра, характеризующегося внутренним радиусом RB, растягиваясь, переходят на периметр, характеризующийся наружным радиусом RB. Предельный коэффициент отбортовки в этих условиях может быть определен исходя из максимально допустимого относительного удлинения волокон шайбы для данной марки электроизоляционного картона
![]() (8-33)
(8-33)
Отсюда
k—\J (1+е). (8-34)
Подставляя в уравнения (8-31) и (8-32) значение k из уравнения (8-34), получаем:
![]() (8-35)
(8-35)
b=eRB. (8-36)
Зная предельно допустимое значение е, можно найти предельно допустимый размер полки при заданном RB и наоборот. Для электроизоляционного картона марки А можно принять ®0,1. Тогда
![]()
Из приведенного видно, что в реальных условиях коэффициент к не может быть меньше 0,91.
Высота бурта шайбы с при данном методе прессования не регламентируется и принимается конструктивно исходя из предельно возможных размеров штампов.
Схема получения спаренной обратной угловой шайбы из плоской заготовки способом внутренней радиальной отбортовки приведена на рис. 8-19,в. Как видим, при этом способе прессования крайние волокна заготовки с периметра, характеризующегося наружным радиусом RH, сжимаясь, переходят на периметр, характеризуется внутренним радиусом RB.
Предельный коэффициент отбортовки k в этих условиях может быть определен исходя из максимально допустимого относительного сжатия крайних волокон шайбы для данной марки электроизоляционного картона:
![]() (8-37)
(8-37)
Отсюда
k=l—y. (8-38)
Подставляя значение k из уравнения (8-38) в уравнение (8-31) и (8-32), получаем:
(8-39)
![]() (8-40)
(8-40)
Исходя из условий практики для электроизоляционного картона марки А, можно приняты
ф=0, 1, тогда![]()
![]()
Рис. 8-20. Схема радиальной отбортовки спаренных угловых шайб методом прессования из швеллерообразной заготовки.
а — наружной для получения прямых угловых шайб; б — внутренней для получения обратных угловых шайб.
Сравнивая эти значения со значениями, полученными аналогичным способом для прямых угловых шайб, можно видеть при e=t|), что путем сжатия волокон при прессовании можно получить несколько увеличенные геометрические параметры угловых шайб, чем путем растяжения волокон. Высота бурта шайбы с, как и при получении прямых угловых шайб, не регламентируется и выбирается исходя из предельно возможных размеров штампов.
Схема получения спаренной прямой угловой шайбы из заготовки швеллерообразного сечения способом наружной радиальной отбортовки приведена на рис. 8-20,а.
В процессе прессования заготовка изгибается по радиусу RB. При этом волокна, находящиеся выше оси нейтрального напряжения, растягиваются, а лежащие ниже сжимаются.
Ось нейтрального напряжения лежит на расстоянии х от внутренних волокон шайбы.
Как видно, коэффициент отбортовки k при данном способе прессования зависит не только от относительного удлинения е или сжатия яр, но и от высоты полки b шайбы и расстояния до нейтральной оси напряжений х. Сравнивая уравнение (8-43) с уравнением (8-36), можно видеть, что при одном и том же внутреннем радиусе размер полки b по данному способу можно получить больше на л:(1 + е). Расстояние х зависит от геометрических размеров поперечного сечения и от соотношения относительного удлинения е и относительного сжатия яр. Можно записать:
х=ту, (8-48)
где т — коэффициент, учитывающий соотношение е и if»; у— расстояние от внутренних волокон до оси, проходящей через центр тяжести сечения.
Таким образом, при внутренней радиальной отбортовке коэффициент отбортовки k не может быть меньше &=0,82.
Наиболее эффективным с точки зрения использования исходного электроизоляционного картона и стоимости технологического оборудования и оснастки является способ радиальной отбортовки.
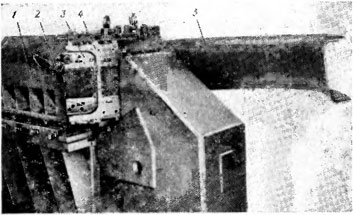
Рис. 8-21. Прессовая установка для получения спаренных угловых шайб методом прессования.
I — подвижная каретка; 2 — нагреватели; 3 — пуансон; 4 — матрица;
5 — спаренная угловая шайба.
Способ осевой отбортовки следует применять только при условии невозможности получения требуемой высоты полки угловой шайбы методом радиальной отбортовки.
Всесоюзным институтом трансформаторостроения разработана и изготовлена промышленная прессовая установка (рис. 8-21) для изготовления спаренных прямых и обратных шайб из полосового электроизоляционного картона методом радиальной отбортовки. Установка состоит из гидравлического горизонтального пресса, сменных штампов, гидрооборудования и системы автоматики . Формообразующая поверхность пуансона и матрицы определяется кривизной и геометрией поперечного сечения спаренной шайбы и имеет две зоны: прямолинейную и криволинейную.
В прямолинейной зоне плоская заготовка электроизоляционного картона формуется в швеллерообразную, а в криволинейной — уже швеллерообразная заготовка формуется в спаренную угловую шайбу. Благодаря этому, как это было уже отмечено выше, можно обеспечить более низкий коэффициент отбортовки, т. е. получить увеличенные размеры отбортованной полки шайбы.
В процессе прессования заготовка электроизоляционного картона подвергается сложному изгибу в продольном и поперечном направлениях. Если относительное удлинение или сжатие волокон картона при прессовании достигнет предельно допустимых для этой марки картона при данных условиях, то шайба либо порвется, либо будет иметь недопустимые складки — гофры. Если шайбы, полученные в процессе прессования, имеют повышенную остаточную влажность, то их геометрические размеры изменяются со временем при изменении влажности. Поэтому в процессе прессования шайбы подсушивают до остаточной влажности 6—7%, при которой геометрические размеры удерживаются значительное время. Подсушка шайб осуществляется за счет нагрева штампа до 90—100°С в удлиненной его криволинейной зоне.
Полученная спаренная угловая шайба на вибрационных ножницах разрезается посредине на две равные угловые шайбы. В зоне нахлеста торцы шайбы срезаются на скос, с перекрытием 100—150 мм. Скос можно получить предварительно в заготовке.
Изготовление фасонных единичных деталей. П-образные прокладки (см. рис. 2-8,а) изготовляют аналогично многослойным прокладкам. Набирают и склеивают пакет из полос, длина которых равна выпрямленной длине прокладки. После этого размечают прокладку и на дисковой пиле производят в нужных местах надрезы. Затем стамеской скалывают по слою избыточную толщину в средней части, оставляя только одну нижнюю полоску электроизоляционного картона, и сгибают по чертежу. При этом способе изготовления, набирая пакет из полос, следует следить, чтобы нижняя (не надрезанная) полоса электроизоляционного картона имела заданную толщину.
Фигурную изолирующую прокладку (см. рис. 2-Ъ,а) вырезают по разметке на ленточной пиле из заготовки требуемой толщины.
Коробочки различных размеров для изолировки транспозиции (см. рис. 2-9,6) изготавливаются из рольного электроизоляционного картона толщиной 0,5 мм. Порезав на гильотинных ножницах заготовки — полосы 1000 хА, где А — ширина заготовки, задается равной ширине обмоточного провода с изоляцией плюс две высоты бортика, равные обычно 3 мм, обрезают их концы.
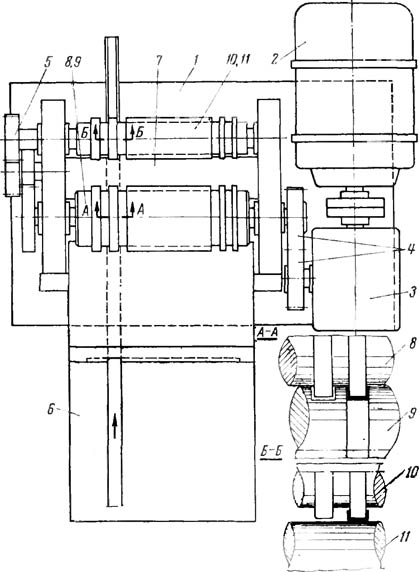
Рис. 8-22. Вальцы для формовки коробочек.
1 — станина; 2 — электродвигатель; 3 — редуктор; 4, 5 — шестерни; 6 — приемный стол; 7— плита; 8— верхний формующий вал; 9— нижний формующий вал; 10— верхний эвакуирующий вал; 11 — нижний эвакуирующий вал.
Протягивая заготовки через валки формовочного приспособления, получают отбортованную с двух сторон коробочку в виде длинной полосы. Собрав пучок полос, его режут на отдельные детали-коробочки на ленточной пиле.
На Некоторых заводах коробочку формуют роликами из заготовки — непрерывной полосы заданной ширины (рис. 8-22).
Изоляция, показанная на рис. 2-10,е, похожа на ярмовую. Ее изготавливают следующим образом.
Фигурные листы вырезают на вибрационных ножницах по разметке; изготовление П-образной прокладки описано выше. На изоляционном участке комплектуют все листы изоляции и связывают их хлопчатобумажной лентой. Прокладки укладывают в ящик с сопроводительным ярлыком, на котором указывают номер позиции, номер сборочного чертежа и число прокладок. Установку прокладок производят при сборке активной части. Каждую прокладку сгибают посредине и надевают на листы изоляции, располагая их равномерно по окружности таким образом, чтобы они совпадали с прокладками ярмовой и уравнительной изоляции.
Щиты состоят из листов электроизоляционного картона, прокладок и коробок, связанных между собой. Листы заданных размеров вырезают по разметке на вибрационных ножницах. Прокладки и коробки изготавливают, как описано выше. Для сборки щитов вначале на листах электроизоляционного картона размечают места расположения прокладок. Затем комплектуют листы прокладками и коробочками и по разметке сверлят их на радиально-сверлильном станке. Зачистив заусенцы, связывают листы с прокладками через просверленные отверстия льняным шнуром и отправляют на сборку. Барьеры и междуфазные перегородки устанавливают между обмотками ВН для повышения электрической прочности, поэтому в зависимости от класса напряжения трансформатора они имеют различную конструкцию. Междуфазные перегородки состоят из отбортованных листов и двух видов прокладок — горизонтальных и вертикальных.
Перегородки (см. рис. 2-10,ж) изготавливают по следующей технологии. На изоляционном участке цеха вырезают по заданным размерам листы электрокартона, комплектуют пофазно и связывают их хлопчатобумажной лентой. Разметив линии гиба и центра отверстий на верхнем листе, на кромкогибочном станке сгибают (бортуют) скомплектованные листы (сначала верхнюю часть, а затем нижнюю). В приспособлении-столе закрепляют скомплектованные листы и, просверлив отверстия электрической дрелью (или пробив пневмоили гидропробойником), зачищают заусенцы. Горизонтальные прокладки, сгибаемые при сборке посередине, укладывают в ящик с сопроводительным ярлыком, на котором указывают номер позиций, номер сборочного чертежа и число прокладок; комплект вертикальных прокладок связывают хлопчатобумажной лентой и отправляют на участок сборки трансформаторов. Установка вертикальных и горизонтальных прокладок производится при сборке выемной части.
Барьеры изготовляют из нескольких листов электроизоляционного картона толщиной 2 мм. Заготовки комплектуют на столе, размечают центры отверстий и линии гибов. Сверлят отверстия на радиально-сьерлильном станке, гнут (бортуют) на кромкогибочном столе по разметке, каждую заготовку отдельно. Затем комплектуют барьеры и скрепляют их.