- 2. МЕТОДЫ НАМОТКИ РАЗЛИЧНЫХ ТИПОВ ОБМОТОК: ЦИЛИНДРИЧЕСКИХ, ДИСКОВЫХ, НЕПРЕРЫВНЫХ, ПЕРЕПЛЕТЕННЫХ, ВИНТОВЫХ
а) Намотка цилиндрических обмоток
Обмотка НН из провода прямоугольного сечения. Намотка слоевых цилиндрических обмоток НН из провода прямоугольного сечения производится обычно на бумажно-бакелитовый цилиндр или гильзу, склеенную из картона поливинилацетатным клеем. Концы проводов заданной длины изгибают под прямым углом, в местах изгиба между параллельными проводами прокладывают кабельную бумагу или лакоткань и изолируют киперной лентой в полуперекрытие начальный вывод обмотки.
Вывод обмотки укладывают в прорези упорной шайбы шаблона и закрепляют винтовым зажимом.
а — укладка первого витка на шаблоне; б — укладка последнего витка перед переходом на второй слой (1 — шаблон; 2 — опорная шайба; 3 — уравнительный клин; 4 — затяжные петли; 5 — отвод; 6 —бандаж).

Рис. 5-2. Намотка цилиндрических обмоток из прямоугольного провода.
Для выравнивания винтовой поверхности крайнего витка на шаблон одевают разрезанное бумажно-бакелитовое клинообразное кольцо (или электрокартонный клин) и, закрепляя его петлями из киперной ленты (в форме восьмерки), как показано на рис. 5-2,0, начинают намотку витков первого слоя.
Намотку производят с частотой вращения шпинделя станка, равной 18—36 об/мин. В процессе намотки витки скрепляют петлевыми стяжками из киперной ленты, последовательно пропуская ее поверх провода и под проводом. Каждый виток укладывают вплотную к предыдущему, рядом с ним вдоль оси обмотки. Продолжают намотку заданного числа витков первого слоя, подбивая витки деревянным клином в малых обмотках или используя приспособление для осевой и радиальной прессовки при намотке крупных обмоток. Не доматывая четырех-пяти витков до конца обмотки, закладывают три-четыре стяжные петли, которыми закрепляют последние витки слоя.
В процессе намотки натяжение провода подлежит строгому контролю.
При укладке последнего витка первого слоя обмотки намечают место перехода витка во второй слой, и к нему прикрепляют бандажом уравнительное кольцо, которое затягивают петлей, как показано на рис. 5-2,6. Затем укладывается межслоевая изоляция из кабельной бумаги и наматывается следующий слой обмотки.
В обмотках, имеющих между слоями масляный канал, на межслоевую изоляцию укладывается специальная гофрированная картонная прокладка или дистанционные рейки (из картона или дерева). Аналогично описанному выравнивают торцы обмотки кольцами или клиньями.
Закончив намотку всех витков обмотки, отмечают длину и место изгиба выводного конца обмотки и обрезают провода. Конец обмотки изгибают под углом 90°, изолируют и закрепляют в вырезе упорной шайбы шаблона. На готовую обмотку по концам или по. всей длине накладывают бандаж из отбортованной кабельной бумаги или киперной ленты вполуперекрытие. Сняв готовую обмотку с шаблона, ее связывают в осевом направлении четырьмя стяжками киперной ленты и подают на проверку числа витков, а затем на сушку или пропитку в лаке.
Если производится пропитка обмоток в лаке, то обмотки загружают в решетчатые (сетчатые) контейнеры, которые вначале вместе с обмотками погружают в бак с лаком, а затем ставят в печь для запекания обмоток.
Многослойные цилиндрические обмотки ВН из провода круглого сечения. Изготовление этих обмоток имеет
некоторые особенности. Намотка обмоток ВН производится с большой частотой вращения— 102—163 об/мин. Плотную намотку и укладку витков осуществляют с помощью натяжного устройства и укладчика витков (см. гл. 6).
Изготовление многослойных обмоток из круглого провода начинают с изгиба и изолирования конца обмотки, который затем закрепляют на шаблоне. Установка и закрепление опорной концевой изоляции каждого слоя, обмотки («бортика») производятся, как показано на рис. 5-3,а.
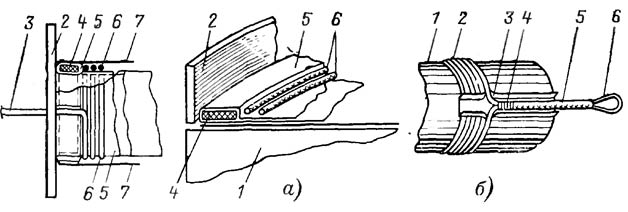
Рис. 5-3. Намотка многослойных обмоток из круглого провода.
а — закрепление опорной концевой изоляции (1 — шаблон; 2 — упорная шайба; 3 — отвод; 4— концевая изоляция; 5 — телефонная бумага; 6 — витки обмотки; 7 — междуслоевая изоляция); б — отвод петлей и его изолирование (1 — шаблон; 2 — витки обмотки.; 3 — электрокартонная коробочка; 4 — бандаж петли; 5 — трубка из лакоткани; 6—конец петли).
В зависимости от направления намотки на установленный бумажно-бакелитовый цилиндр слева или справа укладывают бортик и наматывают первый виток обмотки так, чтобы виток прижимал телефонную бумагу и упирался в электрокартонную полоску. Следующие витки укладывают плотно один к другому, при этом бумажная лента зажимается крайними витками обмотки, а бортик надежно изолирует торец обмотки.
За пять-шесть витков до конца первого слоя устанавливают бортик вплотную к опорной шайбе шаблона и производят намотку витков обмотки так, чтобы последний виток первого слоя упирался в электрокартонную полосу. Место перехода во второй слой изолируют телефонной или кабельной бумагой.
В некоторых конструкциях обмоток полоса электроизоляционного картона приклеивается бакелитовым лаком к цилиндру обмотки (а в последующих слоях — к межслоевой изоляции) в процессе намотки. Иногда (при большом сечений провода) с обеих концов обмотки в каждом слое устанавливают бумажно-бакелитовые кольца и в процессе намотки прикрепляют их к виткам петлями из киперной ленты.
Межслоевая изоляция, как показано на рис. 5-3,а, укладывается по всей высоте обмотки, включая высоту бортиков, причем начало первого слоя изоляции, обычно выполняемой из кабельной бумаги в два-три оборота, закладывается под второй-третий виток, если считать от конца слоя, и эти витки наматывают вместе с межслоевой изоляцией так, что первый виток обмотки следующего слоя выходит из-под последнего оборота кабельной бумаги. Далее аналогично предыдущему слою укладывают концевую изоляцию (бортик), наматывают второй слой и т. д.
Для образования осевого канала равномерно по окружности укладывают рейки из дерева или электроизоляционного картона. Чтобы сохранить круглую цилиндрическую форму обмотки, кроме постоянных реек, устанавливают временные технологические рейки, чередуя их с постоянными. Рейки закрепляют киперной лентой, накладывают концевую изоляцию и наматывают первые витки очередного слоя обмотки. Сняв ленту, закрепляющую рейки, продолжают намотку. В некоторых обмотках для образования какала применяют специальную прокладку из гофрированного картона [31]. При этом ширина каналов равна высоте гофр. Прокладка из гофрированного картона укладывается на витки предыдущего слоя обмотки вместо кабельной бумаги. На эту прокладку наматывается очередной слой обмотки. Гофрированная прокладка по всей окружности образует множество каналов для циркуляции масла.
Регулировочные отводы обмотки выполняются собственным проводом в виде петли (рис. 5-3,6). Петля нужной длины скрепляется тафтяной лентой, и на нее накладывается хлопчатобумажный чулок. Под отвод подкладывается картонная коробочка, и он укладывается в паз с торца шаблона. Для обмоток трансформаторов большей мощности отводы для регулирования напряжения изготавливают из полоски ленточной меди сечением, равным сечению провода, к которому паяют отвод. Изолирование отвода производится лакотканью с прокладыванием с обеих его сторон полосок (или коробочек) из электроизоляционного картона. На готовую обмотку накладывают бандаж из тафтяной ленты или кабельной бумаги, и обмотка поступает в сушку (или пропитку).
В ряде случаев намотку обмотки ВН удобно выполнять непосредственно на уже намотанную обмотку НН. При этом на обмотку НН устанавливают дистанционные рейки и цилиндр (бумажно-бакелитовый или «мягкий») обмотки ВН, после чего наматывают саму обмотку, как описано выше. Это--так называемое «пофазное» производство обмоток, широко рекомендуемое для трансформаторов I—II габаритов при изготовлении обмоток без пропитки лаком.
Многослойные цилиндрические обмотки высоковольтных трансформаторов. Существует ряд отечественных конструкций мощных высоковольтных трансформаторов, имеющих многослойные цилиндрические обмотки. Намотку обмоток производят проводом круглого и прямоугольного сечения, в последнем случае с расположением провода как на ребро, так и плашмя.
Вначале рассмотрим обмотку наиболее распространенной конструкции цилиндрической регулировочной обмотки (РО), которая состоит из двух концентров: «грубой» и «тонкой» регулировки. Концентр «грубой» регулировки изготовляют как обычную цилиндрическую обмотку из прямоугольного провода, укладываемого плашмя или на ребро. Концентр «тонкой» регулировки наматывают как бы восьмизаходным, т. е. обмотка состоит из восьми ходов (ветвей), наматываемых одновременно. Каждый такой «ход» может состоять из одного или нескольких прямоугольных проводников, располагаемых рядом плашмя или на ребро. Намотку обмоток РО производят на раздвижных оправках как на горизонтальных, так и на вертикальных намоточных станках. В зависимости от положения провода при намотке (на ребро или плашмя) его концы пропускают через соответствующее натяжное приспособление и начинают намотку первого слоя обмотки, укладывая витки непосредственно на бумажно-бакелитовый цилиндр.
Начальный вывод фиксируют в вырезе клинового изоляционного опорного кольца и закрепляют стяжным бандажом (или струбциной). В процессе укладки первый виток закрепляют бандажами из киперной ленты; при намотке последующих витков концы ленты переплетают, пропуская их поочередно сверху и снизу витка, скрепляя таким образом между собой первые витки обмотки. В процессе изготовления производят прессовку витков обмотки в осевом и радиальном направлениях с помощью приспособления, установленного на штанге намоточного станка. Отрегулировав пружины механизма прижима валика, создают стабильное радиальное давление на наматываемые витки обмотки. В процессе намотки механизм прижима, передвигаясь по винту, обеспечивает и осевую прессовку обмотки. Последние пять- шесть витков обмотки скрепляют бандажом киперной ленты, как и первые. Закончив намотку всех витков первого слоя, устанавливают на цилиндр второе выравнивающее кольцо, прижимают струбциной последний виток и изолирующее кольцо, а заизолированный конец укладывают в вырез изолирующего кольца и закрепляют металлическим бандажом.
Для намотки наружного слоя снимают стяжные бандажи (или струбцины), закрепляющие кольца и начальные выводы. Конструкцией данного типа обмотки предусмотрена межслоевая изоляция, состоящая из электро- картонных реек с намотанным на них цилиндром из листов электроизоляционного картона. Для точной раскладки большого числа реек, образующих осевой канал, на оправке вплотную к торцам цилиндра устанавливают приспособления для фиксации реек. В выступах приспособления фиксируют рейки, а на рейки укладывают листы картона с нахлестом 60—80 мм и плотно затягивают их специальным приспособлением. На образовавшийся «мягкий» цилиндр требуемого диаметра по краям устанавливают изолирующие кольца и закрепляют их металлическими бандажами. Размечают места изгиба всех проводников, изгибают и изолируют концы, располагая их вплотную к образующей выравнивающего кольца в заданных полях. Для фиксации положения ходов в начальном выводе обмотки устанавливают специальные приспособления и закрепляют все проводники струбцинами.
Для направления обмоточных проводов во время намотки их укладывают в распределительный зажим, прикрепленный тросом к каретке, и начинают изготовление обмотки. При укладке витков наружного слоя за каждый оборот станка наматывают одновременно восемь витков обмотки — по одному витку в каждом ходу. Первые (и последние) витки скрепляют бандажом из киперной ленты. Во время намотки подпрессовывают витки в осевом и радиальном направлениях. По окончании снимают приспособления, фиксирующие рейки, бандажи и струбцины, крепящие кольца и концы, а на крайние витки для предохранения их от раскручивания устанавливают металлические стяжные бандажи с вырезом для концов. Обмотку снимают со станка и отправляют на участок стяжки, где (во избежание деформации) ее немедленно поднимают в вертикальное положение и стягивают в прессующих плитах. Хранение таких обмоток в горизонтальном положении не разрешается. Не рекомендуется также до сборки трансформатора снимать металлические бандажи, удерживающие концы обмотки от раскручивания. После опрессовки и технологической обработки обмотки снимают металлические бандажи и устанавливают изоляцию специальной конструкции, препятствующую раскручиванию начальных витков обмотки. Затем устанавливают электрокартонные хомуты, стягивают их шпильками и гайками из пластмассы и обмотки передают на сборку трансформатора.
В конструкциях мощных высоковольтных трансформаторов в настоящее время применяются в качестве обмоток ВН и НН многослойные цилиндрические обмотки, витки которых состоят не всегда из одного провода. Намотка витков в слое этих обмоток аналогична рассмотренным обмоткам РО. Переходы из слоя в слой выполняют поочередно с верхнего и нижнего концов обмотки. Например, обмотка имеет пять слоев. В этом случае переходы из первого во второй и из третьего в четвертый будут выполнены вверху, а переходы из второго в третий и -из четвертого в пятый — внизу обмотки.
Особенностью намотки обмоток с укладкой в слое двух и более проводников является выполнение групповых транспозиций в начале каждого слоя, когда две группы проводов одного слоя меняются местами. Изготовление многослойных цилиндрических обмоток, имеющих главную изоляцию из кабельной бумаги, успешно осваивается отечественными трансформаторными заводами.