ТЕХНОЛОГИЧЕСКАЯ ОБРАБОТКА ОБМОТОК
7-1. ОБЩИЕ СВЕДЕНИЯ
После выполнения всех обмоточных операций на станке обмотка должна еще пройти дополнительную технологическую обработку, прежде чем она может быть окончательно принята ОТК и передана на сборочный участок или склад.
Технологический процесс обработки обмотки включает следующие работы:
а) съем обмотки со станка и укладку на подставки или установку ее в центра;
б) установку емкостных колец и других узлов обмотки, которые не были собраны на оправке заранее, а также пайку и изолировку всех соединений, не выполненных в процессе намотки;
в) установку концевой изоляции;
г) кантование обмотки;
д) установку прессующих приспособлений (плит, шпилек, пружин и пр.) и стяжку в осевом направлении;
е) отделку обмотки;
ж) прессовку до сушки и после нее;
з) сушку в печах или вакуум-сушильных камерах;
и) пропитку обмоток;
к) запекание;
л) распрессовку и демонтаж оснастки;
м) зачистку и окончательную отделку обмотки;
н) контроль ОТК.
В зависимости от габаритов, конструкции и принятой технологии обработки обмотки объем работ и последовательность технологических операций могут существенно меняться.
Например, все обмотки трансформаторов I и II габаритов не стягивают металлическими плитами, а обмотки, изготовленные на вертикальных намоточных станках, нет надобности кантовать и т. п.
Рассмотрим несколько типовых процессов изготовления разных групп обмоток.
Слоевые обмотки из проводов круглого и прямоугольного сечения трансформаторов I—II габаритов
- Снятие обмотки с оправки.
- Стяжка в осевом направлении киперной лентой.
- Сушка в печи.
- Пропитка.
- Запекание.
- Контроль ОТК.
Винтовые и непрерывные обмотки трансформаторов II—III габаритов
- Съем обмотки с оправки или со станка.
- Кантование.
- Установка концевой изоляции и стяжка плитами.
- Отделка.
- Прессовка на гидравлическом прессе.
- Сушка в печи.
- Пропитка.
- Запекание.
- Распрессовка, зачистка натеков лака, демонтаж оснастки.
- Контроль ОТК.
Обмотки винтовые, непрерывные, переплетенные IV—VIII габаритов, намотанные на горизонтально-намоточном станке
- Съем со станка и укладка на подставку или в центре.
- Установка емкостных колец и дисковых катушек входной зоны, пайка и изолировка всех соединений.
- Кантование.
- Стяжка плитами.
- Отделка.
- Прессовка на гидравлическом прессе.
- Сушка в вакуум-сушильном шкафу.
- Повторная отделка и прессовка.
- Контроль ОТК.
Непрерывные и переплетенные обмотки, намотанные на вертикально-намоточных станках
- Съем со станка уже стянутой плитами обмотки.
- Отделка.
- Прессовка на гидравлическом прессе.
- Сушка в вакуум-сушильном шкафу.
- Повторная отделка и прессовка.
- Контроль ОТК.
Разберем теперь более подробно содержание отдельных операций технологической обработки обмоток.
7-2. СТЯЖКА, ПРЕССОВКА И ОТДЕЛКА ОБМОТОК
Чтобы обеспечить механическую прочность обмоток при коротком замыкании трансформатора, как указывалось в гл. 4, их прессуют на гидравлическом прессе или
с помощью специальных устройств заданным усилием, предварительно стянув в осевом направлении двумя металлическими плитами посредством стяжных шпилек, проходящих через отверстия в плитах.
Стяжку обмоток производят на специальных рабочих местах участка, оборудованного гидравлическими прессами различной мощности, кантователями, гайковертами. В специальных стеллажах хранятся прессующие плиты, шпильки, гайки, различные подставки.
Работы по стяжке и прессовке обмоток начинают со сборки обмотки с концевой изоляцией, для чего с обоих концов обмотки устанавливают нужное число дистанционных прокладок, прессующих колец или шайб (рис. 7-1). В соответствии с длиной и диаметром стягиваемой обмотки подбирают соответствующие прессующие плиты 7 и стягивающие их шпильки 4. Диаметр расположения осей отверстий для шпилек в плитах должен быть примерно на 200 мм больше наружного диаметра обмотки, а длина шпилек равна расчетной длине обмотки и подставок с обеих сторон. Поскольку оснастка по опрессовке обмоток является также и грузонесущей конструкцией, расчет числа шпилек, их размеры и конструирование плит должны быть произведены с учетом двух усилий — усилия запрессовки и веса обмотки с оснасткой.
В отверстия нижней плиты устанавливают стяжные шпильки с закрепленными снизу гайками. На плите равномерно по окружности располагают деревянные или металлические подставки (плашки) 1 одинаковой высоты и устанавливают обмотку так, чтобы столбы дистанционных прокладок совпадали с технологическими прокладками. При стяжке обмотки, выполненной на бумажно-бакелитовом цилиндре, цилиндр 11 и рейки 3 нижним торцом должны опираться на подставки 1 (рис. 7-1,а).
После этого устанавливают на каждый столб дистанционных прокладок (или два смежных) технологические подставки 6 так, чтобы они не упирались в рейки и цилиндр и во время прессовки могли свободно перемещаться в осевом направлении вместе с обмоткой. Длину подставок 1 выбирают с учетом дальнейшей усадки обмотки при ее технологической обработке, чтобы верхняя кромка цилиндра, отводы или концы обмотки не упирались в прессующую плиту. Подставки закрепляют
ремнем 12, как показано на рис. 7-1,6. На них укладывают верхнюю прессующую плиту 7 так, чтобы центр плиты совпадал с осью обмотки. Продев через отверстия в плитах шпильки 4, начинают равномерно затягивать гайки, производя таким образом стяжку обмотки.
Стяжку обмотки можно производить и в горизонтальном положении, для чего с обеих сторон обмотки, уложенной на подставке, устанавливают (прислоняют) прессующие плиты, поддерживая их во время стяжки краном, вставляют в отверстия плит стяжные шпильки и равномерно затягивают ключом все гайки, после чего стянутую таким образом обмотку кантуют в вертикальное положение.
Кантование — перемещение обмоток из горизонтального в вертикальное положение или наоборот — производят на кантователях консольного типа (рис. 7-2) с помощью крана.
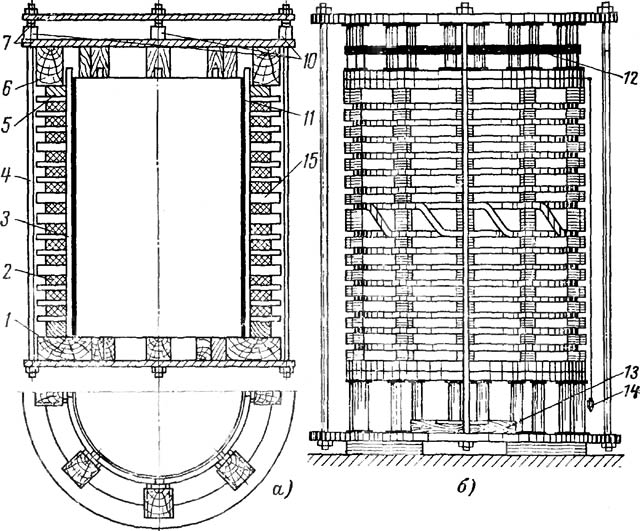
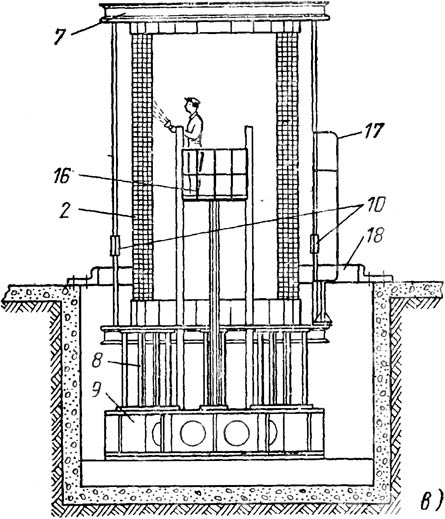
Рис. 7-1. Стяжка и отделка обмоток.
а — стяжка обмотки, намотанной на бумажно-бакелитовом цилиндре; б, в — отделка обмотки (1 — нижняя подставка; 2—обмотка: 3 — рейка с дистанционными прокладками; 4— стяжные шпильки; 5 — кольца изолирующие; 6 — верхняя подставка; 7 — прессующие плиты; 8— технологические подставки; 9 — механизм подъема обмоток; 10 — пружины; 11 — цилиндр бумажно-бакелитовый; 12 — ремень:
13 — уровень; 14 — отвес; 15 — дистанционные прокладки; 16 — площадка для подъема рабочего; 17 — приспособление для выравнивания столбов дистанционных прокладок; 18 — настил раздвижной).
При выполнении работ по кантованию обмоток с помощью мостового крана и других подъемных механизмов необходимо знать и выполнять правила техники безопасности. К этой работе можно допускать только рабочих, прошедших обучение и сдавших экзамены квалификационной комиссии, имеющих соответствующее удостоверение.
В работе следует использовать лишь исправные чалочные приспособления (канат, стропа, траверсы), имеющие клейма или бирки с обозначением грузоподъемности, а также подбирать необходимые для работы палочные канаты в соответствии с весом и размером обмотки, числом ветвей чалочного приспособления и углом наклона их к вертикали. Работы по кантованию обмоток описаны в [2].
Перед прессовкой обмотка подвергается отделке. Операция отделки (см. рис. 7-1,е) представляет собой комплекс работ по обеспечению полного соответствия геометрических размеров обмотки требованиям чертежа. Столбы дистанционных прокладок выравнивают по отвесу или с помощью специального приспособления. Допустимая непараллельность оси столба прокладок относительно линии отвеса составляет не более 3 мм по высоте обмотки. С помощью специальных клиньев устраняют наклон катушек, добиваясь их строго перпендикулярного расположения относительно вертикальной оси обмотки.
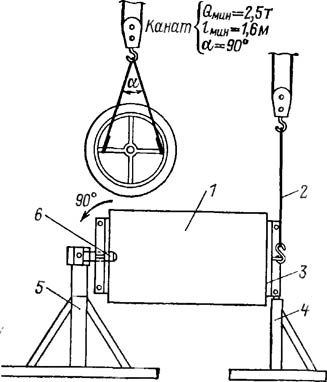
Рис. 7-2. Кантование обмоток на кантователе консольного типа.
1—обмотка; 2 — трос с крючком; 3— оправка; 4 — под- 1 ставка опорная; 5 — рама кантователя; 6 — штырь поворотный.
При повреждении изоляции обмоточного провода поврежденные участки изолируют кабельной бумагой; если есть смещенные или изогнутые витки обмоточного провода, их выравнивают. Поправляют смещенные полосы изоляции под переходами, подтягивают бандажи на концах, регулировочных петлях и отводах, устраняют и другие обнаруженные дефекты.
Осевая стяжка и прессовка обмоток, выполняемые вручную, не обеспечивают достаточного уплотнения изоляции обмотки, а фактическое усилие опрессовки обмотки не поддается измерению. Кроме того, для создания значительного усилия опрессовки затрачивается большой
физический труд. Поэтому предварительно стянутую обмотку прессуют на специальных гидравлических прессах, позволяющих плавно создавать заданное усилие, равномерно распределяемое по всем столбам прокладок. Прессовку обмоток (рис. 7-3) в зависимости от требований технологии производят на гидравлических прессах с усилием 1000—350 000 Н.
Усилие начальной запрессовки обмоток FH длительное время рассчитывалось (и обеспечивалось с помощью пресса) исходя из рекомендуемого давления рн и общей опорной площади прокладок:
![]()
где Sn—aXbXn — опорная площадь дистанционных прокладок; а и Ъ — соответственно радиальный размер и ширина прокладок; п — число столбов прокладок.
При этом давление рн рекомендовалось принимать одинаковым для всех обмоток, равным 4—6 МПа.
В результате исследований [30] установлено, что даже в пределах одной обмотки давление рн не остается постоянным, а изменяется в зависимости от детальных характеристик каждого элемента обмотки. Так, на давление в значительной степени влияют геометрические размеры провода, из которого выполнена обмотка, толщина витковой изоляции, размеры и число радиальных каналов в обмотке. Методика определения рн, Sn и Fn изложена в [23, 26, 30]. Правильный расчет усилий начальной запрессовки обмотки обеспечивает необходимую точность фактически получаемого осевого размера обмотки при ее опрессовке.
Технологический процесс механической прессовки обмотки (рис. 7-3) заключается в следующем: обмотку /, стянутую прессующими плитами 2 с пружинами 5, устанавливают на специальную тележку 3, подложив под нижнюю прессующую плиту деревянные бруски (чтобы стяжные шпильки и гайки не касались пола тележки). Тележку с обмоткой закатывают на стол пресса, включают электропривод и опускают верхнюю плиту 4 пресса только до соприкосновения нажимных подставок с верхней прессующей плитой обмотки. Давление в гидравлической системе пресса, необходимое для прессовки, указано в чертеже данной обмотки, и его значение устанавливают на шкале электроконтактного манометра.
Прессовку производят подъемом нижнего стола пресса, который получает движение от гидравлического цилиндра. Включив двигатель гидравлического насоса, создают давление в гидравлическом цилиндре. Только после проверяя правильности всех деталей установки продолжают прессовку обмотки, доводя давление пресса до заданного для данной обмотки, после чего автоматически прекращается подача масла.
При, первой прессовке обмотки происходит ее основная усадка, составляющая 6—8% осевого размера.
Ряс. 7-3. Прессовка переплетенной обмотки ВН 500 кВ на гидравлическом прессе.
При изготовлении прокладок из жесткого электроизоляционного картона плотностью более 1250 кг/м3 со стабильными характеристиками при прессовке можно ограничиться только одноразовым сжатием обмотки (без тренировочных циклов).
При изготовлении дистанционных прокладок из электроизоляционного картона марки Б рекомендуется проводить три цикла нагрузки — разгрузки. Наибольшая усадка изоляции обмотки имеет место при первом цикле и составляет до 80% полкой. После двух-трех циклов нагрузка — разгрузка давлением до 10 МПа изоляция упрочняется и усадка обмотки от давления практически прекращается.
При соответствии осевого размера обмотки чертежу затягивают гайки стяжных шпилек. После прессовки осевой размер обмотки должен соответствовать размеру по чертежу с учетом последующей сушки и прессовки, расстояния между столбами дистанционных прокладок должны быть одинаковыми, столбы прокладок— параллельными, а дистанционные прокладки — перпендикулярны оси обмотки.
Оформив на обмотку карту пооперационного обмера обмотки, ее отправляют на дальнейшую технологическую операцию — сушку.