в) Дисковые обмотки
Намотку катушек дисковой обмотки выполняют одинарными или двойными катушками. Намотку таких коротких частей обмотки (одна или две катушки) производят на станках, имеющих только одну переднюю бабку, на которой устанавливается универсальный шаблон, как показано на рис. 5-6,а.
Рассмотрим технологический процесс изготовления катушек. Катушки дисковой обмотки могут отличаться внутренним и наружным диаметрами обмотки, сечением и изоляцией обмоточного провода, числом параллельных проводов, радиальными и осевыми размерами, толщиной дополнительной изоляции.
Технологический процесс намотки катушек аналогичен для всех исполнений. Намотку двойных катушек производят либо с пайкой внутреннего соединения между катушками (при внутреннем диаметре более 1500 мм), либо с перемоткой витков одной катушки с помощью специального приспособления. В зависимости от направления намотки (левая или правая) намотку катушек начинают по часовой стрелке при левой намотке и против часовой стрелки — при правой намотке. Если виток состоит из нескольких параллельных проводов, то на внутренних переходах между двумя спаренными катушками выполняют перестановку (транспозицию) параллельных проводов.
Намотку катушек диаметром более 1500 мм производят поочередно с барабанов, установленных по обе стороны станка.
Выполнив в заданном порядке и объеме подготовительные работы, закрепляют конец обмоточного провода в вырезе шаблона и, намотав около 1/4 витка второй катушки, выгибают и изолируют переход в первую катушку. Изоляцию перехода выполняют в соответствии с чертежом (лентами лакоткани с последующей бандажировкой тафтяной лентой вполуперекрытие или крепированной бумагой) до толщины, равной полусумме толщин изоляции двух смежных катушек. С помощью натяжного приспособления регулируют натяжение проводов, обеспечивающее плотную намотку витков, и приступают к намотке первого витка первой катушки. Вначале намотку производят при малой частоте вращения станка, так как в процессе укладки первого витка на шаблон накладывают временный клин из электроизоляционного картона (толщиной 3— 5 мм, шириной 80—100 мм, длиной, равной половине окружности) и шесть — восемь кусков киперной лепты. Затем увеличивают частоту вращения, производят намотку всех витков первой катушки, измеряют радиальный размер и связывают катушку в шести — восьми местах заранее уложенными кусками киперной ленты. Отрезав провод, конец катушки выгибают и закрепляют киперной лентой, а к концу внутреннего витка припаивают конец провода со второго барабана. При намотке второй катушки изменяют направление вращения станка, рабочий-обмотчик меняет рабочее место и продолжает намотку второй катушки обмоточным проводом с другого барабана, установленного с противоположной стороны станка.
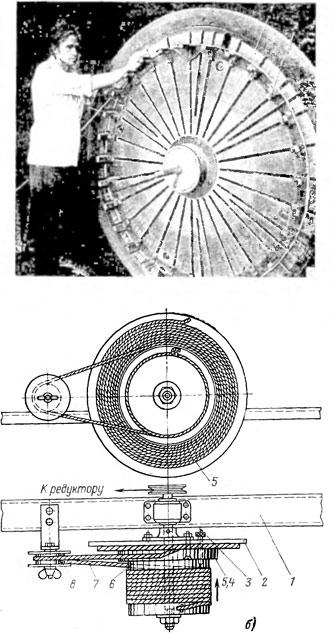
Рис. 5-6. Намотка катушек дисковой обмотки.
а — на универсальном регулируемом шаблоне (1 — упорный диск с прорезями для рабочих площадок; 2 — рабочие площадки; 3 — крепление диска к планшайбе станка; 4 — обмоточный провод); б — на вспомогательном шаблоне (1 — швеллер намоточного станка; 2 — упорный диск; 3 стопорный винт; 4 — шаблон для намотки с наложенной поверх полосой из электроизоляционного картона; 5 — полоса из электроизоляционного картона; 6 — оправка для временной намотки второго диска; 7— обмоточный провод; 8—направляющий ролик).
Намотка катушек с большим радиальным размером (200— 500 мм), а также дальнейшие технологические операции по транспортировке, пайке и изолированию катушек очень трудоемки из-за неудобств, вызванных в основном неустойчивым положением большого числа витков, уложенных один на другой.
На ряде заводов успешно применяют новую технологию — склейку витков в процессе намотки клеем, по которой на обмоточный провод с помощью специального приспособления наносится тонкий слой метилцеллюлозного клея. Катушка со склеенными витками получается монолитной, жесткой, удобной для транспортировки и выполнения технологических операций изолирования и сборки.
Намотку катушек внутренним диаметром менее 1500 мм производят без внутренней пайки аналогично намотке непрерывной обмотки, но с перемоткой (а не перекладкой) витков одной катушки. Намотку производят с одной стороны станка, изменяя только направление вращения планшайбы. Вначале производят временную намотку одной катушки на вспомогательный шаблон (рис. 5-6,6). закрепленный неподвижно на одном шпинделе с основным шаблоном. Витки укладывают рядом, как при намотке слоевой обмотки: длина провода, намотанного на вспомогательный шаблон, должна соответствовать длине всех. витков одной катушки. Закончив временную намотку, выгибают и изолируют переход в первую катушку и на основном шаблоне производят намотку первой катушки. После намотки последнего витка отмечают требуемую длину конца, закрепляют его струбциной, связывают катушку в трех — шести местах киперной лентой, обрезают конец обмоточного провода и отгибают конец катушки.
Для намотки второй катушки изменяют направление вращения станка и используют провод, ранее намотанный на вспомогательный шаблон. Освободив фиксацию вспомогательного шаблона (теперь он может вращаться на шпинделе), пропускают провод первого витка (считая от перехода) через натяжное приспособление и свободно вращающийся ролик, установленный на тормозной стойке, производят намотку второй катушки рядом с уже намотанной первой. Обе катушки имеют одинаковое направление намотки. Концы каждой катушки маркируют, выбивая клеймом номер катушки и фазу обмотки. При проверке катушек измеряют сечение и сопротивление изоляции обмоточного провода, радиальный размер, число витков, внутренний и наружный диаметры, а также правильность выполнения переходов и их изоляции.
В обмотках ВН на напряжение 110—330 кВ иногда дисковые катушки применяются в качестве так называемых «входных», т. е. первых, воспринимающих перенапряжения, возникающее в трансформаторе, полому особое внимание уделяют их изоляции.
Входные катушки изготовляют из проводов с усиленной изоляцией; кроме того, каждая катушка подвергается еще дополнительной изоляции и технологической обработке.
После сборки намотанных катушек во временные группы и технологической обработки их изолируют — накладывают дополнительную изоляцию, общую для всех витков одной катушки. При плотной намотке витков катушки ее изолируют сразу после намотки, без пропитки лаком.
![]()
Дополнительную изоляцию накладывают бумажными лентами вполуперекрытие. Соответственно кривизне катушки бумажные ленты несколько сближаются у внутреннего и расходятся у наружного слоя. Это обусловливает разную толщину слоя изоляции вдоль радиального размера катушки. Принято выдерживать перекрытие лент на среднем диаметре.
Перед наложением первого слоя бумажной ленты катушку натирают парафином, что позволяет плотнее затянуть ленту. Для придания большей эластичности бумаге рулоны предварительно увлажняют. Перед тем как приступить к общей изолировке, необходимо наложить изоляцию в таких местах катушки, где ее невозможно плотно заизолировать. Такими местами являются поверхности катушки, непосредственно прилегающие к переходу и концам.
Для предварительного изолирования катушки вначале размечают (с помощью специального шаблона) и затем отгибают оба конца с таким расчетом, чтобы можно было свободно наложить изоляцию на поверхности катушки между ее концами. При этом переход из одной катушки в другую не захватывается, так как его необходимо изолировать самостоятельно на 3Д толщины изоляции катушки. Точно так же отдельно изолируют и концы катушки. Изолирование переходов и концов обычно производят полосами лакоткани шириной 10—15 мм или лентами крепированной бумаги, так как они более эластичны, чем бумага, и позволяют получить плотную изоляцию в неудобных местах.
Чтобы у начального конца катушки, а также у внутреннего перехода при этом не получилось разрыва, наружный конец катушки и внутренний переход сначала изолируют «на конус», как показано на рис. 5-7,6. Длину корпуса изоляции / выполняют не менее

Рис. 5-7. Изолирование катушек и емкостных колец.
а — изолирование одинарных катушек на станке (У — ролик; 2 — рулон ленты кабельной бумаги; 3— намоточная головка; 4— клиновые ремни; 5 — подающие ролики; б —катушка дисковая (емкостное кольцо); 7 — нажимные шайбы) ; б — предварительное изолирование конца катушки и сопрягаемой с ним части обмотки перед изолированием на станке (1 — изоляция бумажной лентой; 2 — предварительная изоляция лакотканью; 3 — внутренний переход; 4 — витки; 5 — наружный конец катушки).
10-кратной толщины изоляции катушки, но не менее 50 мм. Только после такой предварительной подготовки всю поверхность катушки изолируют лентами из бакелизированной (с односторонним лаковым покрытием) кабельной бумаги шириной 15—30 мм и толщиной 0,12 мм. Толщина изоляционного слоя h обычно составляет 1,5-12 мм на сторону.
Первый слой бумажной лепты изолирует катушку до начала предварительно выполненной «на конус» изоляции. Второй слой частично накрывает сам конец и переход, сопрягаясь с выполненной «на конус» изоляцией, третий слой еще дальше накрывает конус и т. д. При таком способе изолирования не будет отверстий в изоляции, а возможный путь перекрытия от начала конуса катушки наружу и вдоль него имеет значительную длину.
Изолирование дисковых катушек производят как на изолировочных станках, так и вручную. На станках изолируют одинарные катушки. Двойные катушки изолируют пока вручную. При изолировании на станке (рис. 5-7, а) предварительно вручную изолируют катушку, как описано выше. Подготовленную таким образом катушку кладут на ведущие валки изолировочного станка. Ленты кабельной бумаги навивают на катушку вручную, поворачивая несколько раз «обмотчик» станка, затем включают пневмоприжимы и привод станка. При установке рулончиков бумаги на «обмотчик» станка ленту располагают лакированной стороной вниз. Подачу и частоту вращения «обмотчика» подбирают таким образом, чтобы каждая лента в наматываемом слое перекрывала наполовину ленту в предыдущем слое. Натяжение лент кабельной бумаги регулируют прижимной гайкой «обмотчика». Привод главной подачи (вращение катушки) имеет реверс. Первый слой бумажной ленты изолирует катушку до начала «конуса» изоляции, выполненного предварительно вручную. Второй слой изолирует большую дугу обмотки, а последний слой полностью закрывает «конус» предварительно выполненной изоляции (рис. 5-7,6). Предпоследний слой изоляции накладывают в разгон (шаг 25— 30 мм) лентой кабельной бумаги, располагая ее лакированной стороной наружу, и катушку бандажируют одним слоем отбортованной кабельной бумаги. По окончании изолирования обрезают концы лент и подклеивают их к катушке бакелитовым лаком, затем снимают заизолированную катушку с помощью крана и специального приспособления.
При изолировании дисковых катушек кабельной бумагой дополнительная изоляция получается все же недостаточно плотной. Для того чтобы во время эксплуатации трансформатора катушечная изоляция не вспучивалась и не закрывала охлаждающие каналы, изолированные катушки проходят дополнительную обработку. Стянутые в плиты и опрессованные на гидропрессе катушки загружают в вакуум-сушильную камеру, где в течение 10—24 ч при температуре 100—105°С происходят удаление влаги из бумажной изоляции и запекание лаковой пленки. При сушке обмотки должны находиться под давлением груза или сильных пружин. В первый период сушки лаковая пленка размягчается и плотно склеивает все витки изоляции между собой и с торцевой поверхностью катушек. В конце процесса запекания лак полимеризуется. По окончании процесса сушки обмотки выгружают из сушильной камеры и после остывания их распрессовывают. После такой обработки наложенная бумажная изоляция становится монолитнои и хорошо держится па обмотке, не разбухает в горячем масле и не закрывает охлаждающих каналов обмотки.
Изготовление дисковых обмоток — весьма трудоемкий технологический процесс. Он существенно упрощается при намотке их на вертикально-намоточных станках [38].