Особенно широко эпоксидная изоляция применяется в высоковольтных сглаживающих и в зарядных дросселях, что объясняется устойчивой работой при пульсирующем и постоянном напряжениях.
Малая длительность фронта волны перенапряжения, достигающая в сглаживающих дросселях единиц или десятков микросекунд, может вызвать пробой межвитковой изоляция. Таким перенапряжениям особенно подвержена входная зона обмотки, поэтому эти витки особенно тщательно изолируются. Используется укладка дополнительной межвитковой изоляции, намотка витков с шагом, усиление изоляции внутри секции и между секциями. Указанные мероприятия осуществляют для 5% витков начала и конца обмотки. В случае применения секционной намотки особое внимание уделяется изоляции вывода начала обмотки, который обычно проходит вдоль торца, первой секции.
Известно, что эпоксидная изоляция обладает при пульсирующем и постоянном напряжениях значительно большей электрической прочностью, чем при синусоидальном напряжении частотой 50 Гц, поэтому выбор толщины изоляции в сглаживающих дросселях производится с учетом этого фактора. Бумажно-эпоксидная изоляция может быть рекомендована до напряжений 10 кВ. Допускается применение бумажно-эпоксидной изоляции на рабочие напряжения несколько выше 10 кВ. Для внешней изоляции также не требуются до напряжения 10... ...15 кВ специальных мер, устраняющих частичные разряды. В крупногабаритных изделиях изоляторные части применяют начиная с 15... 20 кВ. Сказанное, естественно, не касается работы в жестких условиях. Разработаны унифицированные дроссели типа ДВ на индуктивность от 0,01 до 80 Гн, ток подмагничивания от 0,06 до 15 А, энергоемкостью от 0,3 до 5 А2-Гн и от 5 до 50 кВ постоянного напряжения.
Ряд дросселей выполнен на ленточных разрезных магнитопроводах ПЛВ. Обмотка наматывается без применения каркаса и после съема с оправки обматывается по образующей стеклолентой, повышая механическую прочность обмотки и создавая буферный слой, снижающий термоупругие напряжения в изоляции.
Крепление обмотки в заливочной форме производится за выводы. Пропитка и заливка компаундом выполняется в вакууме. Выводы дросселей 5, 10 и 15 кВ не имеют изоляторной части. На шпильку выводов надевается гайка со сферической головкой.
Изоляторная часть дросселей на напряжение 20, 25, 30 и 50 кВ в верхней части имеет ребро которое, по мнению авторов разработки, должно увеличивать электрическую прочность внешней изоляции в условиях инея и росы.
Для крепления дросселей типа ДВ предусмотрены металлические буксы, залитые в наружный слой компаунда. Магнитопровод устанавливается на катушке и находится под нулевым потенциалом.
Габариты дросселей от 83X95X78 до 213x310X180 мм.
Применение дросселей с эпоксидной литой изоляцией, взамен применявшейся сухой без заливки, позволяет повысить надежность эксплуатации.
Для определения удельных показателей объема и массы дросселя введем понятие габаритного показателя, который выражается произведением энергоемкости дросселя на его рабочее напряжение: kг.п.д.=I02LU, где I0 —ток подмагничивания; L — индуктивность. Соответственно, удельный показатель объема будет vд = V/kг.п.д., а массы gд=G/kг.п.д..
В табл. 10.3 приведены основные массогабаритные показатели дросселей, близких по своим параметрам, но различающихся по способу изоляции. Из этих данных видно, что конструкция с литой эпоксидной изоляцией позволяет улучшить удельные показатели объема для сглаживающего дросселя почти в шесть раз, а массу — более чем в три раза.
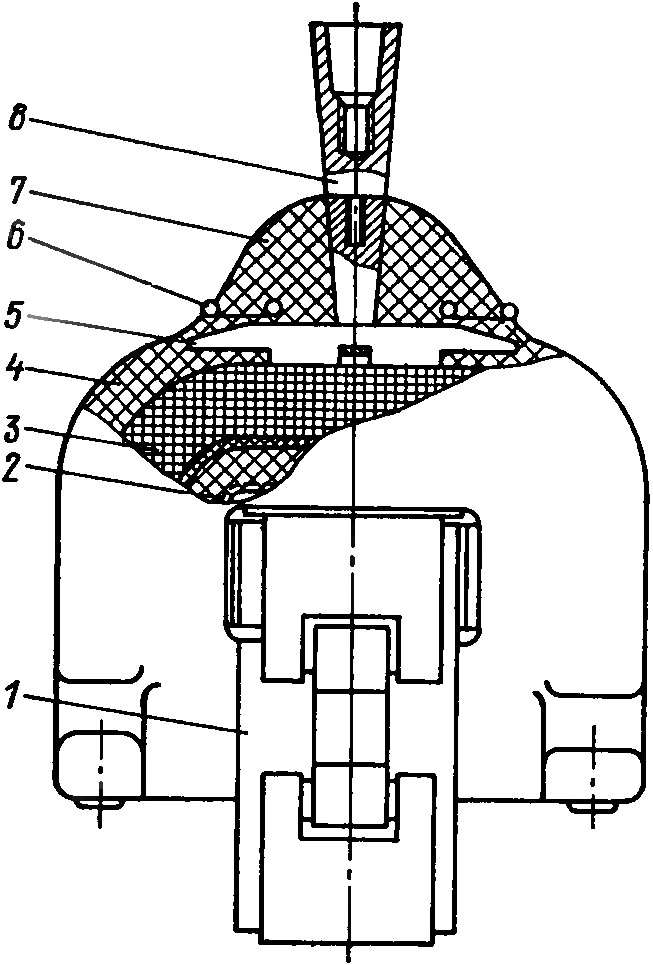
Рис. 10.10. Зарядный высоковольтный дроссель напряжением Uр=20 кВ
I — магнитопровод; 2 — металлизация обмотки; 3 — обмотка; 4 — компаунд; 5 — панель; 6— заземленный электростатический экран; 7— изоляторная часть; 8 — вывод-экран
У зарядных дросселей один конец обмотки заземляется, что позволяет ограничиться одним высоковольтным выводом. На рис. 10.10 показан такой дроссель с изоляторной частью катеноидной формы. Низкий потенциал относительно земли первого слоя обмотки обусловил использование для намотки латунного каркаса, на который после небольшой изоляции уложены начальные витки. Дроссель залит за один технологический цикл. Установка в заливочной форме обмотки производится посредством панели, прочно закрепленной на самой обмотке.
Таблица 10.3
Характеристика | Значение характеристики для изоляции | |
сухой пропитанной | литой эпоксидной | |
Индуктивность, Гн | 0,25 | 0,50 |
Ток подмагничивания, А | 25,00 | 16,00 |
Напряжение, В | 5,00 | 12,00 |
Габариты, м | 0,85 X 0,48 X 0,85 | 0,58 X 0,28 X 0,71 |
Объем, м3 | 0,35 | 0,11 |
Масса, кг | 650,00 | 350,00 |
Габаритный показатель Удельный показатель: | 780,00 | 1536,00 |
объема, см3/(А2-Гн-кВ) | 4,45 ·10~4 | 0,75-10~4 |
массы, кг/(А2-Гн-кВ) | 0,84 | 0,23 |
В длинноволновой и средневолновой радиотехнике для дискретной настройки выходных контуров применяют воздушные катушки индуктивности, а для плавной — вариометры. В длинноволновых устройствах намотка осуществляется высокочастотным проводом, состоящим из транспонированных изолированных проволочек диаметром от 0,07 до 0,13 мм в зависимости от частоты контура. Токопроводящая жила имеет пучковую скрутку с чередованием направления скрутки стренг и жил. Такая конструкция обмоточного провода снижает до минимума явление поверхностного эффекта и эффекта близости, которые имеют место в проводах на высоких частотах. Уменьшение потерь в проводе эквивалентно уменьшению его омического сопротивления. Повышается добротность катушек. В настоящее время кроме высокочастотного провода марки ЛЭЛОР с лавсановой оплеткой на напряжение до 500 В используется новый провод марки ПВВЭП с полиэтиленовой изоляцией до 3 кВ, а также провод на основе кремнийорганического каучука марки ПВЭПК на напряжение до 1 ... 1,5 кВ. Электрические характеристики провода ПВВЭП приведены в табл. 10.4.
Таблица 10.4
Параметр | Значение параметра |
Сопротивление постоянному току, Ом/м | (0,58... 0,62) -10_3 |
Сопротивление изоляции, МОм/км | (1,2... 1,33)· 10 |
Тангенс угла диэлектрических потерь при напряжении, кВ: | (5,3... 6,2) · 10~4 |
3,6 | (3,0... 5,5)-10 |
Пробивное напряжение 50 Гц, кВ: при ступенчатом подъеме | 18...32 |
при плавном подъеме | 46... 49 |
Напряжение возникновения частичного разряда при чувствительности схемы 10-10 пКл, кВ | 6,8... 6,9 |
Данные таблицы свидетельствуют о высоких электрических свойствах провода. В частности, напряжение возникновения частичного разряда почти в 2 раза превосходит требуемое для рабочего напряжения 3 кВ, которое должно иметь значение Uo = l,2UP = 3,6 кВ.
Провод марки ПВВЭП позволяет заменить в высоковольтных катушках требуемую по электрической прочности между витками намотку провода ЛЭЛОР; с шагом 20... 30 мм намоткой виток к витку и в несколько слоев.
Несущие детали и изоляционные элементы конструкции катушек индуктивностей и вариометров, намотанных проводом ЛЭЛОР, составляют более 50% массы всей катушки.
Они изготавливаются из высокочастотного гетинакса, фторопласта и других дефицитных материалов различными технологическими способами в виде прессованных или клееных гребенок, прокладок и каркасов. Детали сложны в изготовлении и требуются В большом количестве для каждой конструктивной единицы.
Намотка провода ЛЭЛОР с шагом и применение диэлектрических крепежных деталей увеличивают габариты и массу катушек, среднюю длину витка и электрическое сопротивление намотки, в результате чего снижается добротность катушки: Q = ωL/r.
В результате снижается КПД катушки, а следовательно, и всего радиотехнического устройства. Уменьшение добротности катушки при намотке с шагом может иногда оказать влияние на резонансные явления и КПД контура.
При намотке виток к витку индуктивность увеличивается в результате увеличения потокосцепления и уменьшения рассеяния электромагнитного поля.
Собственная емкость катушек определяется межвитковой емкостью и емкостью катушки относительно земли. Первая зависит от диэлектрической проницаемости зазора между площадью обкладок, которыми являются медные части соседних проводов с учетом температуры и влажности окружающего воздуха. Емкость относительно земли определяется диэлектрическими свойствами каркасов и площадью поверхности катушки, обращенной к «земле». Уменьшение размеров катушки при намотке виток к витку положительно сказывается на снижении собственной емкости вследствие сокращения площади обкладок из-за снижения средней длины витков.
Диэлектрические потери возникают в поле собственной емкости изоляции катушки.
В процессе эксплуатации при изменении окружающей температуры и влажности нарушается стабильность индуктивности катушки, намотанной проводом ЛЭЛОР. Влияние влажности вызывает увеличение межвитковой и собственной емкости за счет роста диэлектрических потерь в каркасе и крепежных деталей.
Новый принцип изготовления галет и собранной из них катушки характеризуется сваркой провода в процессе укладки виток к витку на специальном приспособлении.
Механическая прочность сваренных между собой витков провода ПВВЭП с площадью сечения 10 мм2 и выше позволяет отказаться от каркаса, прижимных планок и других элементов конструкции.
Сохранение электрической прочности полиэтиленовой изоляции провода в процессе сварки, размеров и формы самой галеты, катушки или ротора и статора вариометра обеспечивается следующим:
применением непрерывного режима контактно-экструзионной сварки с оптимальной скоростью и температурой; сварка производится с помощью специального сварочного устройства;
использованием специального прижимного ролика, размеры которого, удельные усилия нажатия и скорость вращения оправки выбраны оптимальными с целью сохранения электрической прочности изоляции провода, исключения вредных деформаций в изоляции и сварного шва при сохранении максимальной прочности сварки;
разработкой режима термостатирования конструкции после сварки для снятия внутренних напряжений, возникающих при намотке, сварке и изготовлении самого провода.
Сваренные галеты стянуты между собой диэлектрическими трубами посредством диэлектрических фланцев, которые одновременно являются изоляторами катушки относительно земли. Галеты между собой изолированы диэлектрическими прокладками, на которых устанавливаются зажимы для внутреннего и внешнего монтажа.
Длина сварной катушки в 2 раза меньше аналогичных с такими же параметрами. Уменьшается расход активных изоляционных и конструкционных материалов на единицу индуктивности, повышается электрическая прочность и надежность эксплуатации катушек индуктивностей и вариометров.
Сварная конструкция лучше противостоит вибрационным и ударным механическим воздействиям. Изготовление ее менее трудоемко и поддается, в отличие от изготовления каркасных катушек из провода ЛЭЛОР, механизации и автоматизации.