В производстве вводов применяют пайку при изготовлении различных соединительных трубок (от ввода к баку, к измерительному устройству и т. д.), проводника измерительного вывода, сильфонов и верхней части вводов с твердой изоляцией.
Для пайки ниппелей 2 и 4 к трубке 3 (рис. 51) устанавливают ниппель в приспособление, обеспечивающее центровку паяемых деталей, и зачищают конец медной трубки на длине 15 мм войлочным кругом. Затем надевают гайки 1 и 5 на трубку и зачищенный конец ее протирают чистой ветошью. На зачищенный конец трубки равномерно наносят флюс 209 (окунанием трубки но флюс или кисточкой). Трубку устанавливают подготовленным к пайке концом в ниппель без видимого на глаз перекоса. Далее, регулируя факел пламени горелки, паяемые детали прогревают до полного расплавления флюса, затем в зону пайки вносят пруток припоя ПСр45 и производят пайку по диаметру трубки.
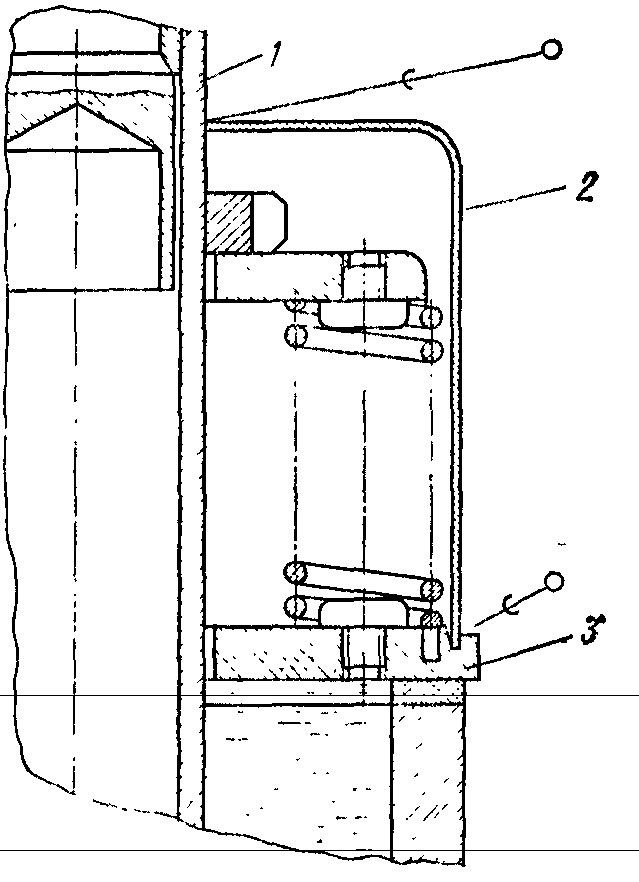
Рис, 52. Верхняя часть ввода с твердой изоляцией: 1— труба, 2 — диафрагма, 3 — фланец
Деталь быстро снимают с приспособления и место пайки промывают в горячей воде при 70—90° С в течение 15—20 мин, а затем в холодной воде в течение 30 мин.
После этого производят испытание паяных швов на герметичность воздушным давлением 0,15 МПа в течение 5 мин. Трубку продувают сжатым воздухом до полного удаления влаги и просушивают при 90±5°С в течение 30 мин.

Рис. 51. Трубка с впаянными ниппелями:
1, 5— гайки, 2, 4 — ниппели, 3 — трубка
Для пайки сильфонов (см. рис. 8) зашкуривают мелкой наждачной бумагой место пайки и обезжиривают его уайт-спиритом.
Сильфон прогревают до 60—70° С в термостате и «плечико» сильфона облуживают (нанесение технологического покрытия) припоем ПОС 61 на высоте 7 мм, используя флюс, состоящий из 22% канифоли, 76% этилового спирта и 2% солянокислого анилина.
Флюс наносят тонким слоем, не допуская попадания его внутрь сильфона. Далее на сильфон надевают подогретый колпачок и, применяя указанный флюс, производят пайку но диаметру но возможности быстро, без лишнего перегрева. Паяльник периодически затачивают и зачищают от нагара флюса насыщенным раствором нашатыря. По окончании пайки производят испытание паяного шва погружением сильфона в ванну с водой.
Пайку верхней части ввода с твердой изоляцией (рис. 52) производят пропановой горелкой припоем ПОС40, применяя флюс, состоящий из 30% канифоли и 70% этилового спирта.
Поверхности деталей над пайку подготовляют нанесением технологического покрытия гальваническим способом - диафрагму и фланец оловянируют. На собранном вводе резиновую прокладку обертывают асбестовой тканью, на место соединения наносят кистью паяльный флюс и разогревают его пламенем пропановой горелки до тех пор, пока-пруток припоя при соприкосновении с деталью не начнет плавиться. Во время пайки непрерывно добавляют припой и флюс, так как при недостаточном количестве флюса нагретая поверхность может окислиться и в результате этого прекратится затекание припоя в зазор соединения. Припой должен полностью заполнить зазор с образованием галтели. Затем паяют диафрагму с трубой. После пайки проверяют паяные швы на герметичность, для чего ввод устанавливают верхней частью вниз и выдерживают в таком положении в течение 6 ч. В местах пайки не должно быть признаков течи.