ГЛАВА ШЕСТАЯ
РЕМОНТ ВВОДОВ
§ 31. Виды неисправностей во вводе
При нарушении правил транспортирования, хранения и эксплуатации вводов в них возникают различные неисправности, которые могут быть устранены в специальных ремонтных мастерских или непосредственно в условиях эксплуатации с применением материалов, удовлетворяющих требованиям соответствующих стандартов и технических условий (ТУ).
Ремонт вводов в условиях эксплуатации без демонтажа с оборудования допускается производить только при отключенном оборудовании.
Наиболее часто встречающимися являются следующие виды неисправностей.
- Увеличение тангенса угла диэлектрических потерь tg δι внутренней изоляции ввода или изоляции измерительного конденсатора tg δ2, предназначенного для подключения к нему в условиях эксплуатации приспособления для измерения напряжения,
- Не полностью заполненный маслом ввод или отсутствие в нем в течение некоторого времени масла из-за следующих повреждений: боя стекла маслоуказателя негерметичного ввода; боя изолятора измерительного или специального вывода; негерметичности деталей из алюминиевого или чугунного литья; негерметичности уплотнений отверстий между деталями и др.
- Снижение характеристик трансформаторного масла, заполняющего ввод или бак давления по сравнению с требуемыми ГОСТами.
- Повреждение манометра у герметичных вводов.
- Несоответствие давления в герметичном вводе графику, приведенному в инструкции по эксплуатации.
Методы устранения перечисленных неисправностей указаны в последующих параграфах.
§ 32. Переборка ввода в ремонтных мастерских
Для устранения неисправностей, связанных с ухудшением тангенса угла диэлектрических потерь внутренней изоляции ввода, заменой фарфоровых покрышек, резиновых прокладок, поврежденных деталей и других неисправностей, в ремонтных мастерских производят полную переборку ввода.
Переборку ввода необходимо производить в сухом, чистом помещении при температуре не ниже 10°С и при наличии соответствующих грузоподъемных механизмов.

Рис. 67. Станок для переборки ввода в горизонтальном положении:
1 — суппорт, 2 — направляющая штанга, 3 — подставка, 4 — каркас, 5 — катки
Ввод на напряжение 110 кВ перебирают в горизонтальном положении на специальном станке (рис. 67). За сутки до переборки ввод очищают от грязи, пыли, подтеков масла и устанавливают в вертикальное положение в помещении. У трансформаторного ввода снимают нижний экран. Из гидравлического затвора негерметичного ввода сливают масло.
Переборку негерметичного ввода — ![]() (рис. 68) производят в такой последовательности.
(рис. 68) производят в такой последовательности.
Сначала отвертывают и снимают контактный зажим, выбивают штифт, снимают контактную шпильку (на рисунке не показано). Затем снимают маслоуказатель 3 (рис. 68, а), отвертывают и снимают уплотняющую 1 и промежуточную 2 втулки.
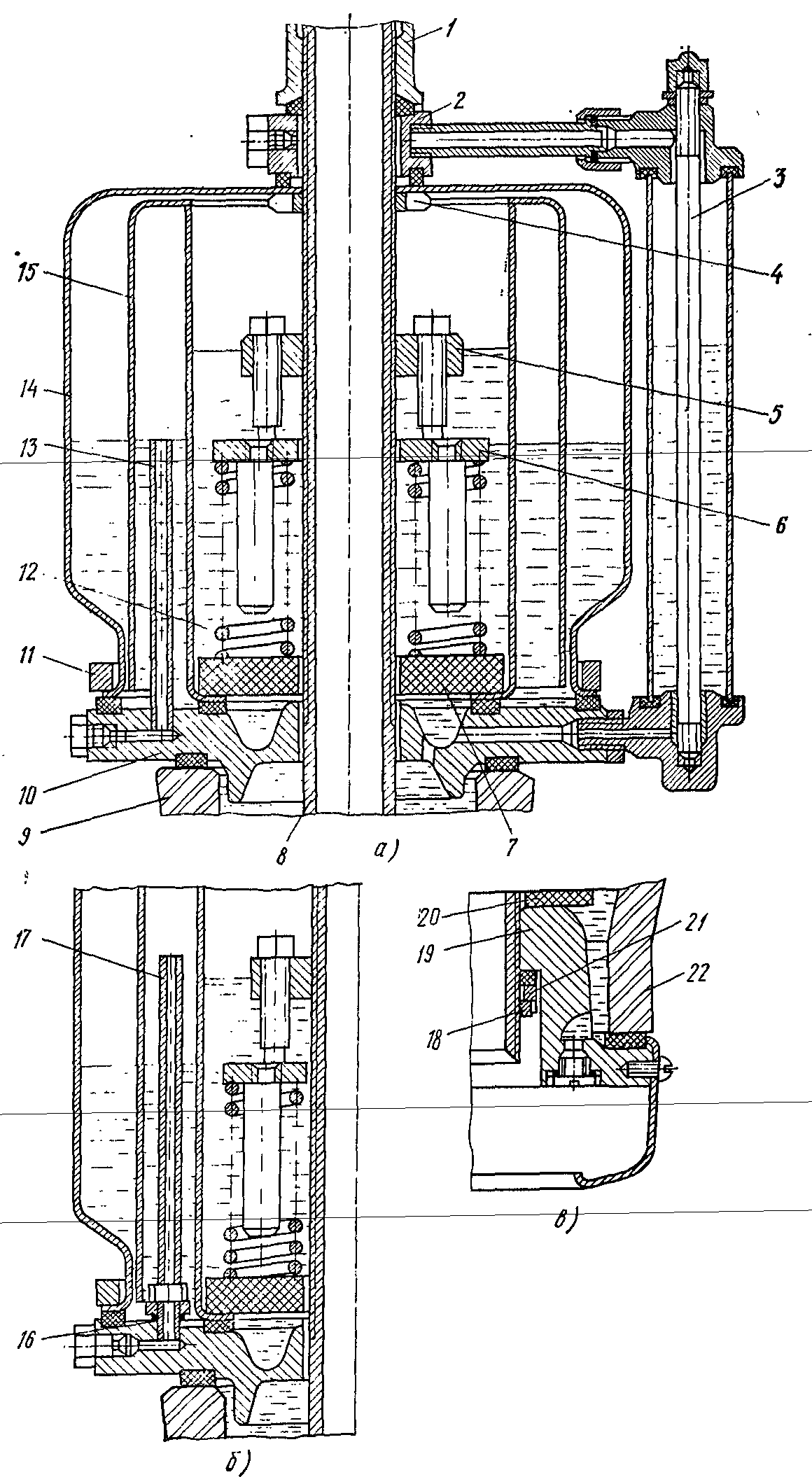
Рис. 68. Ввод![]()
а — разрез верхней части ввода с трубкой уровня масла, б— разрез верхней части ввода с дыхательной трубкой, в — разрез нижней части ввода; 1, 2 —уплотняющая и промежуточные втулки, 3 — маслоуказатель, 4, 5, 18 — гайки, 5, 7, 21 — шайбы, 8 — труба, 9, 22 — верхняя и нижняя покрышки, 10 — поддон, 11 — кольцо консерватора, 12 — пружины, 13 — трубка уровня масла в гидравлическом затворе, 14 — наружный кожух консерватора, 15— кожух гидравлического затвора, 16 — уплотнение, 17 — дыхательная трубка, 19 — стакан, 20 — изоляция
Рис. 70. Ввод ГМТБ-45-110/630 У1:
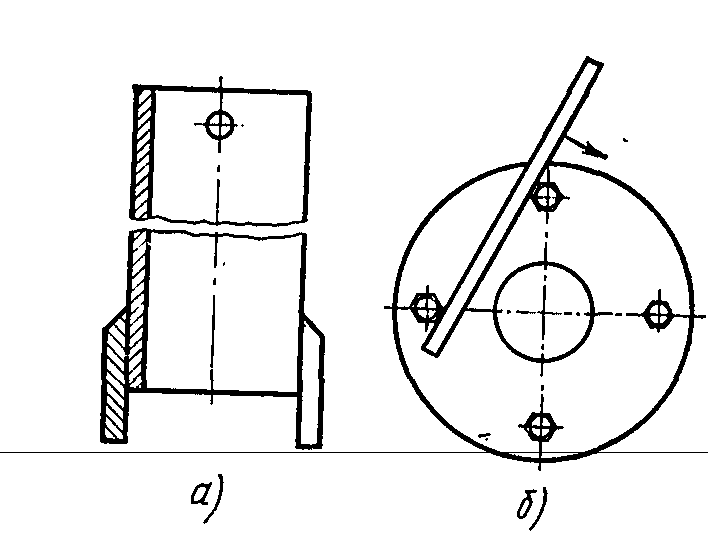
Рис. 69. Ключ для отвертывания специальных гаек (а) и рычаг для завертывания гаек или стакана (б)
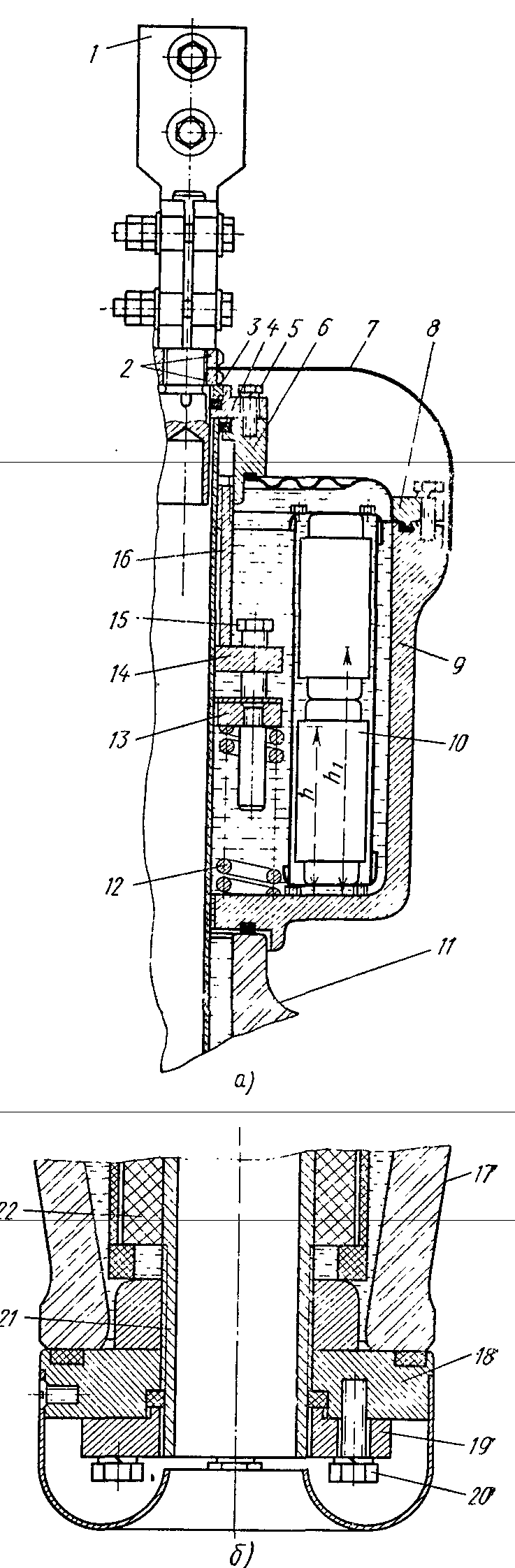
а — разрез верхней части, б— разрез нижней части; 1 — контактный зажим, 2 — гайка, 3 — фланец с упором, 4, 19 — фланцы, 5, 20 — болты, 6 — фланец с диафрагмой, 7 — защитный кожух, 5 — кольцо, 9 — корпус, 10 — сильфонный расширитель, 11, 17 — верхняя и нижняя покрышки, 12 — пружины, 13, 14 — диски, 15 — установочные винты, 16 — резьбовая втулка, 18 — стакан, 21 — труба, 22 — изоляция
После этого отвертывают шесть болтов Ml0 кольца 11 и снимают наружный кожух консерватора 14. Чтобы не смять болтами кожух, который изготовлен из алюминия толщиной 2 мм, болты сначала отвертывают наполовину, кожух приподнимают, а затем полностью его снимают.
Для того чтобы правильно собрать ввод, при разборке фиксируют положение гайки 4 на трубе 8.
Гайку отвертывают специальным ключом (рис. 69, а). С этой же целью измеряют высоту пружины 12 (см. рис. 68, а) в сжатом состоянии и отвертывают гайку 5, причем трубу удерживают от проворачивания газовым ключом и последовательно снимают шайбу 6 на пружинах, пружины, шайбу 7 под пружинами, кожух гидравлического затвора 15 и поддон 10. Затем вывертывают трубки 13 уровня масла в гидравлическом затворе, дыхательную трубку 17, снимают верхнюю фарфоровую покрышку 9 и отпаивают проводник измерительного вывода. Специальным ключом ввертывают гайку 18 из стакана 19 и снимают шайбу 21.
С помощью временных болтов и рычага (рис. 69, б) стакан отворачивают, при этом во избежание проворачивания остова трубу поддерживают газовым ключом. Далее снимают нижнюю фарфоровую покрышку 22 (см. рис. 68, в), вынимают изоляцию 20 из соединительной втулки и укладывают ее на деревянные подставки:
После разборки ввода все детали тщательно осматривают: поддон проверяют на соответствие расположения трубок чертежу, фарфоровые покрышки — на отсутствие трещин и сколов и тщательно очищают их от загрязнений. Па изоляции проверяют качество обвязки киперной лентой, отсутствие сползания слоев бумаги, следов разрядов по поверхности и следов пробоя (в случае необходимости изоляцию подвергают сушке в термовакуумной печи). Проточки в деталях под прокладки промазывают клеем 88Н и в них укладывают новые резиновые прокладки.
Металлические детали очищают от загрязнений и ржавчины, при наличии течи через раковины и трещины литые детали восстанавливают. Вмятины на алюминиевых колпаках выправляют.
Все детали перед сборкой промывают маслом. При сборке соблюдают чистоту и осторожность, чтобы не повредить фарфоровые покрышки и стекло маслоуказателя.
Сборку ввода производят в последовательности, обратной разборке, но при этом обращают особое внимание на следующее:
при замене фарфоровых покрышек необходимо сравнивать их длину с заменяемыми покрышками. Длины заменяемых покрышек могут быть на 20 мм короче, но не длиннее;
перед установкой поддона проверяют соответствие расположения трубок и пробок и с помощью продувки убеждаются в отсутствии закупорки отверстий;
при ввертывании дыхательной трубки устанавливают уплотнение 16 (см. рис. 68, б), если оно отсутствовало;
сжатие пружин производят в соответствии с измеренным ранее размером, а при замене покрышек — с учетом изменений их размеров.
После сборки ввод устанавливают на специальный стенд для вакуумной обработки и заполнения маслом, а затем подвергают испытаниям избыточным давлением масла (0,15 МПа) в течение 30 мин и электрическим испытаниям.
Переборку ввода ГМТБ-45-110/630 У1 (рис. 70) производят в последовательности, приведенной ниже. Сначала снимают контактный зажим 1, отвертывают гайку 2 и снимают защитный кожух 7. Отвернув вторую гайку 2 под защитным кожухом, снимают фланец 3 с упором. Для того чтобы снять фланец 4 и кольцо 8, уплотняющее диафрагму с фланцем 6 (диафрагма припаяна к фланцу), отвертывают крепящие их болты.
Для правильной сборки ввода положение резьбовой втулки 16 на трубе фиксируют после того, как снимут диафрагму с фланцем 6. Далее вынимают сильфонный расширитель 10, измеряют размер пружины 12 в сжатом состоянии (h и hi) и отвертывают установочные винты 15, резьбовую втулку 16, диск 14. Затем снимают диск 13 пружины и корпус 9.
Сняв верхнюю фарфоровую покрышку 11, отпаивают проводник измерительного вывода, отвертывают болты 20 и вынимают фланец 19. После этого, зафиксировав положение стакана 18 на трубе 21, его отвертывают, придерживая трубу газовым ключом, снимают нижнюю фарфоровую покрышку 17 и вынимают изоляцию 22 из соединительной втулки. Вентиль и измерительный вывод из соединительной втулки не вынимают. Все детали подвергают тщательному осмотру, промывают и в случае необходимости ремонтируют.
Затем производят сборку ввода в обратной последовательности, причем для удобства во время стяжки пружин устанавливают картонную обойму, которую вынимают после стяжки. Далее ввод подвергают вакуумной обработке, заполняют маслом, производят испытания избыточным давлением масла (0,3 МПа) в течение 30 мин, электрические испытания и в зависимости от температуры окружающего воздуха устанавливают давление во вводе.
Переборка вводов для масляных выключателей аналогична переборке вводов для трансформаторов с той лишь разницей, что в нижней части вводов для масляных выключателей вместо стакана расположен контактный наконечник. Кроме того, нижнюю покрышку некоторых вводов для масляных выключателей центрируют кольцом, а верхнюю — механически крепят к соединительной втулке.
Таким образом, при разборке вводов для масляных выключателей, для того чтобы снять верхнюю покрышку, необходимо отвернуть механическое крепление, а нижнюю — снять центрирующее кольцо и отвернуть наконечник.
При сборке вводов для масляных выключателей, имеющих механическое крепление верхней фарфоровой покрышки к соединительной втулке, необходимо сначала установить это крепление, а затем произвести стяжку ввода пружинами. Переборку вводов на напряжение 150 кВ производят как в вертикальном, так и в горизонтальном положениях, на напряжения 220 кВ и выше — в вертикальном положении.
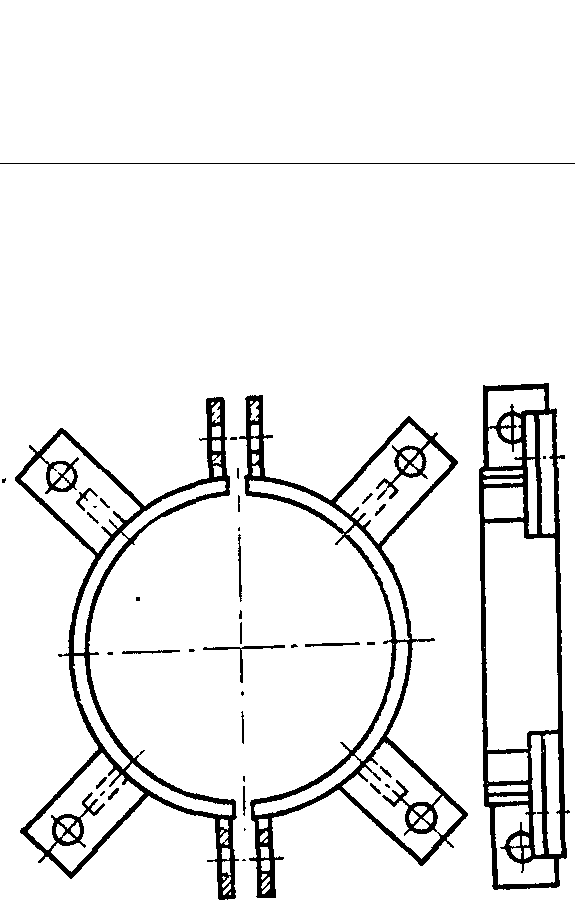
Рис. 71. Хомут для стяжки соединительной втулки с нижней фарфоровой покрышкой
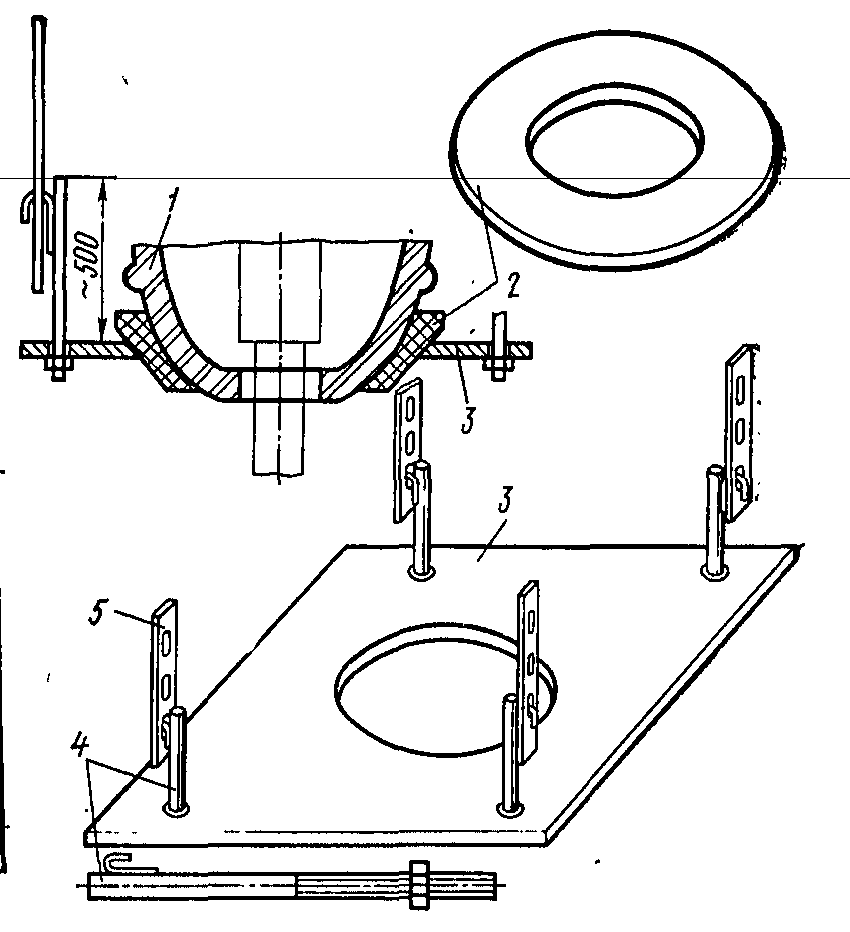
Рис. 72. Приспособление для крепления нижней покрышки к соединительной втулке ввода:
1 — нижняя фарфоровая покрышка, 2 — резиновая шайба, 3 — стальная плита, 4 — стяжные шпиль· ки MI6, 5 — стальная планка
Если во вводах отсутствует механическое крепление нижней фарфоровой покрышки к соединительной втулке, для сборки применяют приспособления, показанные на рис. 71, 72.
Переборку ввода —220/1600У1 (рис. 73) производят в такой последовательности: сначала нижнюю покрышку стягивают с соединительной втулкой приспособлением (см. рис. 71, 72) и под нижнюю часть трубы устанавливают домкрат.


Рис. 73. Ввод ![]()
___ а— верхняя часть ввода, б — общий вид, 1— контактный зажим, 2,8, 9, 12, 13, 20;
21 — гайки, 3 — колпак, 4 — шайба, 5 — фланец, 6— контактная шпилька, 7 — втулка,
10, 22 — шпильки, 11 — консерватор с гидравлическим затвором, 14 — верхний держатель, 15 — стекло маслоуказателя, 16—маслоуказатель, 17 — поддон, 18 — пружины, 19 — нажимной диск (звездочка), 23 — труба, 24 — нажимное кольцо, 25 — мембрана, 26, 27, 30 — верхняя, средняя и нижняя покрышки, 28 — соединительная втулка, 29 — изоляция
После этого снимают контактный зажим 1 (см. рис. 73, а), гайку 2, колпак 3, вторую гайку 2, шайбу 4, фланец 5, контактную шпильку 6, нажимное кольцо 24 и отвертывают втулку 7 с мембраной 25 и гайкой 8. Далее снимают маслоуказатель 16, отвертывают гайку 9 и снимают консерватор 11 с гидравлическим затвором с поддона 17. С помощью гаек 21, навернутых на шпильки 22 до упора в звездочку 19, слегка сжимают пружины 18. Затем отвертывают гайку 20, причем ее положение на трубе 23 фиксируют, а трубу придерживают газовым ключом.
После снятия поддона со звездочкой и пружинами и поочередного снятия верхней 26 (см. рис. 73, б) и средней 27 фарфоровых покрышек с помощью ременного или пенькового каната отпаивают проводник вывода от изоляции, а у вводов с измерительным конденсатором отсоединяют проводник от соединительной втулки 28 и удаляют клинья, центрирующие изоляцию 29. Поддерживая изоляцию, домкрат регулируют так, чтобы изоляции плавно опустилась до упора в нижнюю фарфоровую покрышку 30.
Затем фиксируют длину трубы, выступающей из стакана, снимают шайбу и отвертывают стакан, причем при отвертывании гаек пользуются ключом (см. рис. 69, а), а при отвертывании стакана в него ввертывают технологические болты и ломиком, как рычагом, отворачивают стакан (см. рис. 69, б).
Далее вынимают изоляцию из ввода и укладывают ее на деревянные опоры. Осматривают все детали, при необходимости ремонтируют и промывают чистым сухим маслом. После этого переходят к сборке ввода. Во все проточки укладывают резиновые прокладки.
На штуцер маслоотборного устройства надевают поливинилхлоридную трубку и опускают ее в нижнюю покрышку. В соединительную втулку и нижнюю покрышку вводят до упора изоляцию и разворачивают ее так, чтобы «окно» для припайки проводника вывода находилось на одной линии с выводом на соединительной втулке.
На нижний конец трубы навертывают стакан на величину, зафиксированную при разборке. С помощью крана изоляцию приподнимают до упора стакана в нижнюю покрышку и под стакан устанавливают домкрат. Далее буковыми клиньями расклинивают изоляцию в соединительной втулке, снимают стропы и припаивают проводник от вывода на соединительной втулке к изоляции. На соединительной втулке винтом М5 закрепляют проводник от заземляемой обкладки.
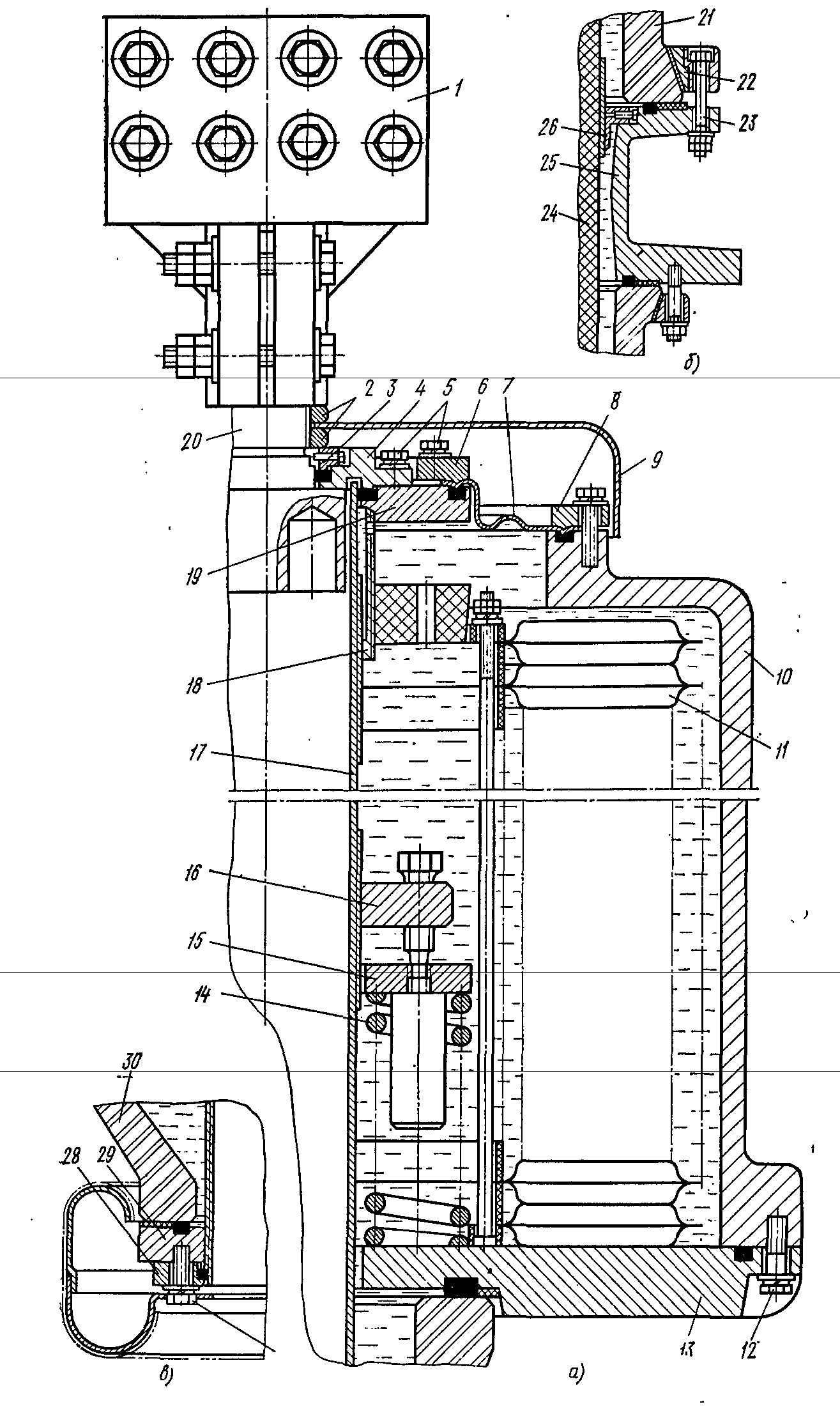
Рис. 74. Ввод ГМТА-45-220/2000 У1:
а — верхняя часть, б — средняя часть с соединительной втулкой, в — нижняя часть; 1— контактный зажим, 2 — гайка, 3, 4, 6, 8, 19, 28 — фланцы, 5, 12, 23, 27 — болты, 7 — диафрагма, 5—защитный колпак, 10 — корпус, 11— сильфонный расширитель, 13 — поддон, 14— пружины, 15 — шайба для пружины, 16 — диск, 17 — труба, 18 — резьбовая втулка, 20— константная шпилька, 21, 30 — верхняя и нижняя покрышки, 22, 26 — вкладыши, 24 — изоляция, 25 — соединительная втулка, 29 — стакан
Установив среднюю фарфоровую покрышку на фланец соединительной втулки, их центрируют относительно друг друга. Затем верхнюю покрышку устанавливают на среднюю, в которую предварительно укладывают резиновую прокладку, а поддон на верхнюю покрышку. (Поддон заранее комплектуют пружинами, стянутыми звездочкой.)
Далее на трубу навертывают гайку до упора в звездочку и отвертывают гайки со шпилек, затем на поддон устанавливают консерватор с гидравлическим затвором (расширитель) так, чтобы концы шпилек прошли через отверстия в верхней части консерватора, и навертывают гайки.
Навернув гайку на трубу, устанавливают мембрану, уплотняют ее нажимным кольцом и, уложив прокладку навертывают специальную втулку; убрав домкрат, в стакан укладывают шайбу и навертывают гайки. После этого уплотняют все отверстия на вводе пробками с льняным уплотнением и ввод подвергают вакуумной обработке, заполняют маслом, производят испытания избыточным давлением (0,15 МПа) масла и электрические испытания.
Переборку ввода ГМТА-45-220/2000 У1 (рис. 74) производят в такой последовательности. Предварительно отвернув гайку 2 (рис. 74, а), снимают контактный зажим 1, затем защитный колпак 9 и, отвернув вторую гайку 2, снимают фланец с упором 3. Вывернув болты 5, снимают фланцы 4, 6 и 8, диафрагму 7 и контактную шпильку 20.
Фиксируя положение резьбовой втулки 18 на трубе 17 и фланца 19 на резьбовой втулке, втулку отвертывают. Далее снимают корпус 10, вывертывая болты 12, и вынимают сильфонный расширитель 11. Проверив отсутствие механических повреждений компенсирующих элементов, фиксируют положение диска 16 на трубе и размер сжатых пружин 14. Отвернув диск 16, устанавливают домкрат под стакан, снимают шайбу 15, пружины и нижнюю часть корпуса 13 (поддона).
Для того чтобы снять верхнюю покрышку 21 (см. рис. 74, б), отвертывают болты 23 механического крепления к соединительной втулке 25 и вынимают вкладыши 22. Затем удаляют вкладыши 26 механического крепления изоляции и отпаивают проводник измерительного вывода. Чтобы вынуть изоляцию из соединительной втулки и нижней покрышки 30 (см. рис. 74, в), отвертывают болты 27 и снимают фланец 28.
Сборку ввода ведут в обратной последовательности, а затем ввод подвергают вакуумной обработке, заполнению маслом, испытанию избыточным давлением масла и электрическим испытаниям. Во вводе устанавливают давление согласно установочной кривой, приведенной в инструкции по эксплуатации.
Перед началом разборки ввода с баком давления бак от ввода отсоединяют, а после сборки и испытаний присоединяют вновь.