Для изготовления внешней (наружной) изоляции ввода фарфоровых покрышек — применяют склеивание изоляторов после обжига клеем на основе смолы ЭД-20 (рис. 53). Перед склеиванием изоляторы шлифуют (замок, торцы), затем подбирают склеиваемые элементы, которые должны быть одного цвета и мало отличаться по оттенку. Два склеиваемых элемента диаметром до 450 мм не должны иметь отклонения более ±3 мм, диаметром выше 450 мм — более ±4 мм на сторону.
Подобранные склеиваемые элементы устанавливают в замок или торец на торец и тупом проверяют зазор между ними, который должен быть не более 0,1 мм. Если зазор больше 0,1 мм, производят притирку элементов песком, просеянным через сито с отверстиями 0,5 мм и смоченным водой или абразивным камнем.
После притирки песок или абразивную крошку смывают водой и вновь проверяют щупом величину зазора: операция притирки продолжается до получения предусмотренного зазора. Далее приготовляют клей, соблюдая правила техники безопасности и пожаробезопасности.
В состав клея входят: эпоксидная смола ЭД-20 (100 мас. ч.), молотый фарфор, просеянный через сито 10 000 отв/см2 (20 мае. ч.), ацетон (10 мае. ч.), полиэтиленполиамин (расчетное количество в зависимости от содержания эпоксидных групп).
Расчет количества полиэтиленполиамина на 100 мас. ч. смолы ЭД-20 производят (%) по формуле (0,65—0,7)·/С, где К—количество эпоксидных групп. Молотый фарфор предварительно высушивают до нулевой влажности.
Клей приготовляют небольшими порциями в такой последовательности.
Смолу тщательно перемешивают с молотым фарфором и подогревают в термостате под вытяжкой до 60° С (при более высокой температуре смола начинает полимеризоваться), выдерживают при этой температуре 20—25 мин для удаления пузырьков воздуха, затем охлаждают до комнатной температуры. В охлажденную смесь не более чем за 1 ч до применения добавляют ацетон и смесь тщательно размешивают до получения однородной массы в течение 4—5 мин шпателем круговыми движениями без отрыва от дна емкости, чтобы в клей не попал воздух. Затем добавляют расчетное количество полиэтиленнолиамина и смесь тщательно размешивают указанным выше способом. Срок жизнеспособности клея 30— 40 мин при 20° С.
(б):
1 — верхняя часть (при проведении склеивания она внизу); 2 — нижняя часть
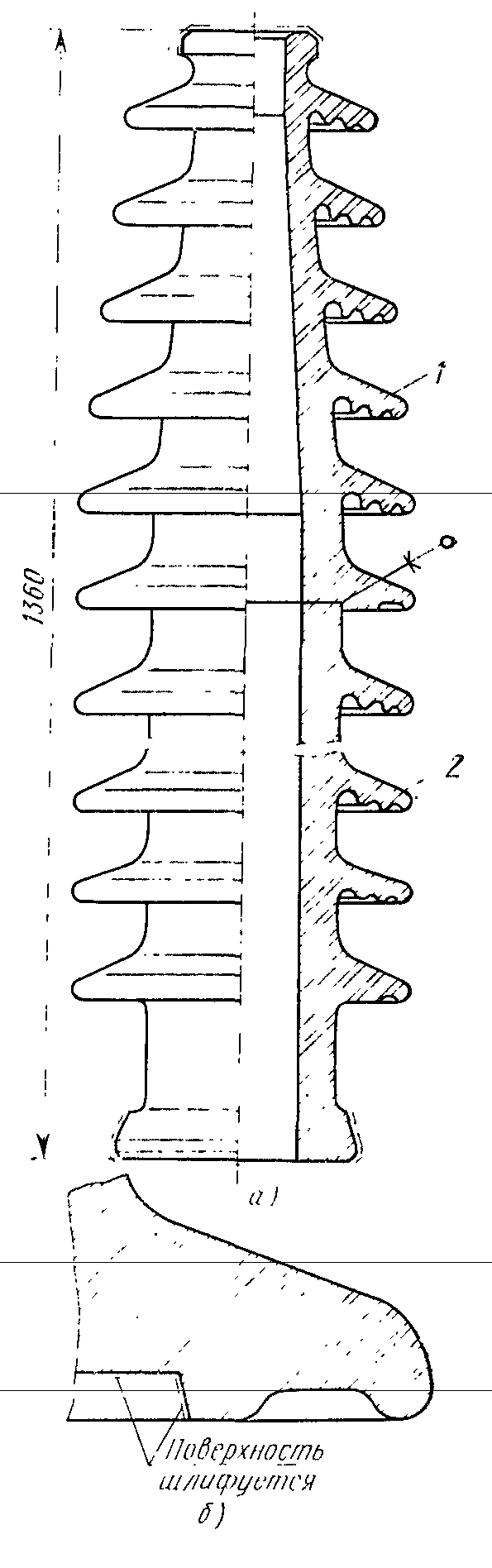
Рис. 53. Покрышка, склеенная из двух частей (а), с замком
Склеивание производят в сухом отапливаемом помещении при температуре не ниже 18° С. Торцовые поверхности элементов подсушивают при 35— 40° С в течение 2 ч для удаления влаги, протирают чистой бязью, смоченной в ацетоне, и выдерживают некоторое время (~10 мин) для удаления ацетона.
Поверхности элементов смазывают ровным, тонким слоем (0,2—0,3 мм) клея и выдерживают для удаления ацетона в течение 20 мин при температуре в цехе и торцов 17—20° С; при более высокой температуре выдержку сокращают, ориентируясь на вязкость клея. Во время выдержки слой клея прорабатывают шпателем для более интенсивного испарения ацетона.
Нижний элемент осторожно опускают на верхний (в замок) и элементы слегка притирают, т. е. 2—3 раза смещают но окружности для равномерного распределения клея. Затем замок заливают клеем. Склеенные элементы остаются на месте не менее 18 ч для изделий небольшого габарита и не менее 48 ч для изделий крупного габарита при температуре не ниже 18° С для отверждения клея.
Если изолятор имеет несколько склеенных швов, склеивание каждого последующего шва производят после полного отверждения предыдущего шва. Отверждение шва проверяют на ощупь; при нажатии клей не должен продавливаться.