Прокладка кабелей производится с учетом особенностей того или иного участка кабельной линии с таким расчетом, чтобы максимально уменьшить усилия тяжения кабелей, а также объем выполняемых подготовительных работ, численность монтажного персонала, трудоемкость и длительность работ в процессе прокладки.
Прокладка кабелей может производиться: в секцию стального трубопровода, в том числе с тяжением через смежные секции при поставке кабелей на барабанах или в контейнерах;
через медные трубы разветвления в стальной трубопровод;
в медные трубы разветвления.
Прокладка кабелей выполняется при температуре не ниже —5 °С и не выше +35 °С. Прокладку разрешается Производить, если:
захваты для кабелей, приспособление против закручивания и качество крепления тяговой лебедки испытаны нагрузкой 98 кН;
подготовлены и испытаны соответствующие приспособления для временной герметизации кабелей в трубопроводе;
рабочие и вспомогательные тросы тщательно протерты; применение оцинкованных тросов с пеньковым сердечником при протягивании кабеля запрещается;
надежно закреплены медные трубы разветвлений и сооружены опорные конструкции для концевых муфт или вводов в трансформаторы;
проверена работа вакуумных насосов со сливными баками;
подготовлена оснастка и материалы, необходимые для прокладки кабелей и их ремонта в случае повреждения.
Перечень оборудования, приспособлений и материалов, необходимых для прокладки кабелей, указан в приложении 5.
Прокладка кабелей в секции стального трубопровода с тяжением через смежные секции в основном применяется при сооружении кабельных линий на ГЭС, когда параллельно прокладывается несколько кабельных линий и не представляется возможности на входе и выходе каждой секции установить необходимое монтажное оборудование. По этой причине тяжение через смежные секции применяется и при сооружении кабельных линий в городах. При этом представляется возможным с одной монтажной площадки проложить кабели в несколько секций кабельной линии или обеспечить прокладку кабелей в трубопроводы нескольких кабельных линий. В последнем случае необходимо заменить направляющий трубопровод на участке от монтажной площадки до входа в трубопровод соответствующей кабельной линии.
При прокладке кабелей в свинцовой оболочке с металлических или деревянных барабанов с тяжением через смежные секции и использованием специальной монтажной площадки расстановка оборудования производится согласно схеме, указанной на рис. 7.6.
Для выполнения работ по прокладке кабелей сооружается специальная монтажная площадка, над которой устанавливается шатер. В шатре поддерживается температура окружающего воздуха 18—25 °С и влажность не более 50%. Барабаны с кабелем во временной свинцовой оболочке устанавливаются на отдающих устройствах в специальном приямке так, чтобы место схода кабеля с барабана находилось на одном уровне с осью машин для снятия временной свинцовой оболочки. При этом на участке от барабана до машины кабель не должен иметь изгиба в вертикальной плоскости, так как при установке барабанов на площадке без приямков на участке от барабана до машины для снятия свинца кабель изгибается и на свинцовой оболочке в верхней ее части образуются гофры. Наличие гофров затрудняет снятие свинцовой оболочки и может привести к повреждению лент экрана и наружных слоев изоляции при снятии оболочки. Барабаны с кабелем устанавливаются в шатре, или под передвижным навесом, или в палатке с торца шатра.
На всем пути кабелей от барабанов до машин для снятия свинцовых оболочек равномерно по длине устанавливаются и надежно закрепляются стойки с направляющими роликами. Высота и ширина стоек уточняются по месту. Расстояние между стойками составляет 1,5 м. Снятие свинцовой оболочки с трех фаз кабеля производится одновременно с помощью однофазных машин (рис. 7.7). Принцип действия машины заключается в том, что устройство для снятия свинца при своем вращении с помощью ножа, расположенного под углом к плоскости сечения кабеля, надрезает свинцовую оболочку по винтовой линии. Одновременно два планетарных рифленых валика захватывают и сматывают полоску свинца с кабеля.
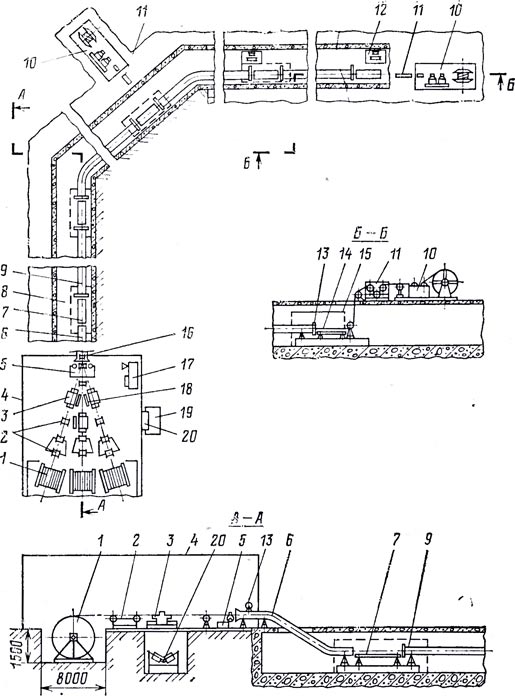
Рис. 7.6. Схема расположения оборудования при прокладке кабеля в стальной трубопровод при сооружении кабельной линии на ГЭС:
1 — барабан с кабелем; 2 — направляющие ролики; 3 — машина для снятия свинцовой оболочки; 4 — шатер, устанавливаемый над монтажной площадкой; 5 — стол для осмотра кабелей при входе их в трубопровод; 6 — направляющая труба; 7 — направляющий лоток; 8 — туннель; 9 — стальной трубопровод кабельной линии; 10 — лебедка для прокладки кабелей; 11—устройство для регистрации усилий тяжения; 12 — лебедка для чистки внутренней поверхности стального трубопровода; 13—переходное кольцо соединительной муфты; 14 — трос лебедки; 15 — палатка, устанавливаемая над местами выхода и входа кабелей в трубопровод; 16 — лебедка для прокладки кабеля от барабана до машины для снятия свинцовой оболочки; 17 — пульт управления; 18 — лоток для свинца, поступающего на транспортер; 19 — контейнер для свинца; 20 — транспортер для свинца
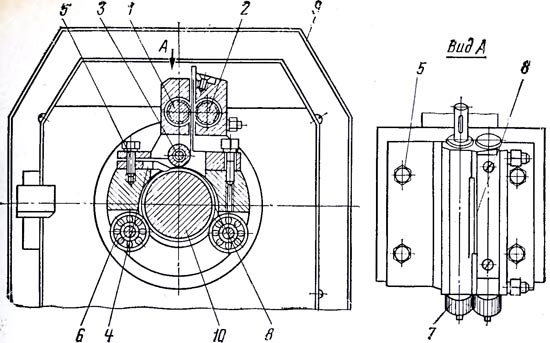
Рис. 7.7. Устройство для снятия временной свинцовой оболочки с кабеля высокого давления:
1 — ведущий валик; 2 — ведомый валик; 3 — направляющий ролик; 4 — нож для резки свинцовой оболочки; 5 — болт; 6 — подшипник; 7 — зубчатое колесо; 8 — свинцовая оболочка кабеля; 9 — кожух; 10 — кабель высокого давления
С двух или с одной стороны вдоль вращающегося устройства для снятия свинца установлены ножи, с помощью которых полоска свинца разрезается на пластинки шириной 40 и длиной 60—170 мм при наличии двух ножей в 2 раза большей длины при установке одного ножа. Длина пластины равна половине длины или длине оболочки по ее периметру при двух или одном ноже соответственно.
Устройство для снятия свинца установлено на двух направляющих планках, и с помощью рукоятки оно перемещается вдоль оси кабеля. На каждой машине установлены выключатели для отключения лебедки в случае обрыва полоски свинца или возможности повреждения кабеля. Длина машины для снятия свинца 1700, ширина 700 мм. Машина имеет направляющий лоток, по которому пластинки свинца подаются на ленточный транспортер, а затем в контейнер для свинца.
На участке от машин до направляющей трубы устанавливаются направляющие лотки для каждого кабеля. Перед входом кабелей в трубу устанавливается стол для осмотра кабелей и направляющие ролики. На направляющей трубе устанавливается лебедка для прокладки кабеля с барабанов до направляющей трубы. На монтажной площадке, кроме того, устанавливается общий пульт для управления работами по прокладке кабеля. Между направляющей трубой и входом в трубопровод, а также между секциями трубопровода в местах установки соединительных, соединительно-разветвительных муфт устанавливаются направляющие лотки и палатки, в которых должна поддерживаться температура воздуха 18—25 °С и влажность не более 50%. На стороне секции трубопровода, противоположной монтажной площадке, устанавливается лебедка со счетчиком длины. С помощью оттяжных роликов устанавливается трос лебедки так, чтобы обеспечить движение троса по центру трубопровода. Между лебедкой и выходом кабеля из трубопровода устанавливается устройство для регистрации усилий тяжения. В случае тяжения кабеля через три и более секций трубопровода целесообразно на выходе из второй секции, считая от монтажной площадки, установить дополнительную лебедку. Последняя применяется для тяжения через две первые секции трубопровода, а затем тяжение производится основной лебедкой. Это позволяет уменьшить усилия тяжения на 14,7—29,4 кН за счет уменьшения длины троса лебедки в стальном трубопроводе.
Электрическая схема управления машинами для снятия свинцовой оболочки и лебедкой должна предусматривать возможность их раздельной и синхронной работы. Со стороны лебедки должна быть обеспечена возможность пуска и остановки лебедки и машин для снятия свинца при их синхронной работе. С основного пульта управления, установленного на монтажной площадке, производится включение и отключение машин для снятия свинца и лебедки при их синхронной и раздельной работе, перевод их на синхронную или раздельную работу. Должна быть предусмотрена необходимая блокировка от неправильных действий при всех режимах работы.
Между монтажной площадкой, местами входа, выхода кабелей в трубопровод и лебедкой устанавливается телефонная или радиосвязь. Готовятся приспособления для герметизации концов кабелей, выходящих из трубопровода, после их прокладки в последний. Приспособления должны быть испытаны на герметичность, иметь вентиль для вакуумирования и заполнения азотом, а также должны быть защищены от попадания в них загрязнений. Должны быть подготовлены соответствующие прокладки и крепеж.
Переходные кольца соединительных муфт устанавливают на торцы секций стального трубопровода при монтаже трубопровода или перед началом работ по прокладке кабелей.
Не более чем за 24 ч до прокладки кабелей с секции или секций трубопровода снимаются заглушки и в трубопровод прокладывается трос диаметром 5—7 мм от вспомогательной лебедки. Трос прокладывается с помощью проволоки или троса, заложенных в трубопровод при его монтаже, или с помощью тампона и сжатого воздуха. С помощью двух лебедок производится тампонирование трубопровода. На тампон накладываются два-три слоя чистого миткаля, и он прогоняется через трубопровод 5—7 раз. При каждом проходе на тампоне меняется миткаль; количество проходов тампона определяется по чистоте миткаля. Если через секцию трубопровода прокладывался кабель в трубопровод другой секции, то перед новой прокладкой необходимо произвести повторное тампонирование.
Проверяется правильность синхронной и раздельной работы машин для снятия свинца и лебедки. В трубопровод от лебедки до монтажной площадки прокладывается трос. С барабанов снимается обшивка, и производится внешний осмотр. Проверяется качество крепления нижнего конца кабеля на барабане. С помощью лебедки, установленной в шатре на направляющей трубе, кабель прокладывается до машин для снятия свинца. Подготавливаются вакуумные насосы со сливными баками и баллоны с азотом для вакуумирования трубопроводов с кабелями и заполнения азотом.
Дальнейшие работы по прокладке кабелей должны вестись непрерывно, начиная со снятия свинцовой оболочки для монтажа захватов и вплоть до начала вакуумирования. С концов кабелей снимается свинцовая оболочка, и производится монтаж захватов (рис. 7.8). На жиле монтируются центральная часть захвата — конусная втулка, конус и стакан, наворачиваемый на втулку. Кабель протягивается через устройство для снятия свинцовой оболочки, и захват монтируется полностью. При этом обрез свинцовой оболочки не должен доходить до устройства для снятия свинца. Все три захвата с помощью тросов диаметром 14,5 мм подсоединяются к приспособлению против закручивания (рис. 7.9), соединяемому с тросом тяговой лебедки, диаметр которого около 22,5 мм. Длины тросов должны быть такими, чтобы захваты были сдвинуты относительно друг друга на 0,5—1 м.

Рис. 7.8. Захват для протягивания кабеля в трубопроводе:
1 — вкладыш; 2 — стакан; 3— клин; 4 — конусная втулка; 5—фланец; 6 — фланец 2; 7 — захват; 8 — корпус захвата; 9 — жила кабеля; 10 — зажимная втулка; 11 — проволока скольжения; 12 — медная перфорированная лента; 13 лента полупроводящей бумаге; 14— шплинт; 15 — шайба; 16 — винт
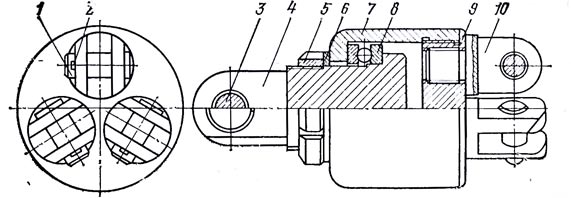
Рис. 7.9. Устройство против закручивания кабелей при протягивании в трубопровод:
1 — вкладыш; 2 — шплинт; 3 — вкладыш П; 4 — захват; 5— гайка; 6— прокладка; 7 — корпус; 8 — подшипник; 9 — фланец; 10 — винт с захватом
Лебедкой подтягиваются все три кабеля до полного натяжения тросов и подхода обреза свинцовой оболочки на одном из кабелей до устройства для снятия оболочки с кабеля. Свинцовая оболочка подрезается и заправляется в устройство для ее снятия. Затем по мере подхода обреза свинцовых оболочек на других кабелях к устройствам для их снятия они заправляются в последние.
Из стальной проволоку накладываются бандажи на каждой фазе прогиб захватов соседних фаз и общий бандаж за третьим захватом на расстоянии 0,5—1 м от него. Производится маркировка каждой фазы. Проверяются заправка и правильность работы устройств для снятия свинцовых оболочек и лебедки путем протягивания кабелей до входа последнего захвата в направляющую трубу. Ролики, установленные у входа в трубу, закрепляются таким образом, чтобы кабель не касался ее стенок и все три фазы были расположены треугольником с основанием в горизонтальной плоскости. Скорость прокладки кабелей в трубопровод при снятии свинцовой оболочки 1—1,5 м/мин.
Для тяжения кабелей после полного снятия оболочки через смежные секции скорость увеличивается до 3—8 м/мин.
Максимально допустимое усилие тяжения при прокладке кабелей не должно превышать 48 Н на 1 мм2 сечения токопроводящей жилы кабелей. Усилие тяжения записывается на ленту устройства для регистрации усилий тяжения, которое автоматически выключает лебедку при усилиях, превышающих допустимые. После схода кабелей с барабанов свинцовые оболочки промываются бензином, а затем насухо протираются. На выходе из устройств для снятия свинцовых оболочек и в месте входа кабелей в направляющую трубу визуально контролируется состояние проволок скольжения и экранов. Осмотр последних в нижней части их периметра производится с помощью зеркал. При повреждении лент экрана или лент экрана и изоляции производится их ремонт. Изоляция в месте повреждения снимается на конус и роликами пропитанной бумаги восстанавливается до диаметра по заводской изоляции. Восстанавливаются ленты экрана и проволоки скольжения. При наличии на свинцовой оболочке гофров, которые могут привести к обрыву полоски свинца при снятии оболочки и повреждению кабелей, необходимо на подобных участках оболочку снимать вручную.
При прокладке кабелей через смежные секции трубопровода к концу одного из кабелей привязывается трос от вспомогательной лебедки. После прокладки трос должен остаться в каждой секции. Кабель из трубопровода вытягивается так, чтобы перед установкой герметизации с концов кабелей было отрезано не менее чем по 3 м, считая от общего бандажа всех фаз. Концы кабелей отрезаются на расстоянии примерно 70% длины корпуса соединительной муфты, считая от переходного кольца последней. Предварительно кабели осаживаются внутрь
трубопровода на максимально возможную длину. На концы кабелей устанавливается резиновая или свинцовая прокладка 4 (рис. 7.10), соединяемая с переходным кольцом муфты с помощью полуколец и шпилек. Места схода прокладки на кабель подматываются пластмассовой лентой для уменьшения расхода азота во время монтажа. Концы кабелей обматываются пластмассовой лентой в один слой с 50%-ным перекрытием, и на них устанавливается корпус устройства для герметизации (рис. 7.10). Устройство соединяется с переходным кольцом муфты.
Рис. 7.10. Устройство для герметизации концов кабелей, выходящих из стального трубопровода:
1 — стальной трубопровод; 2 — переходное кольцо соединительной муфты; 3 — резиновая прокладка; 4 — свинцовая или резиновая прокладка; 6 — полукольцо; 6 — гайка; 7 — шпилька; 8 — лента поливинилхлорида; 9 — фаза кабеля; 10 — корпус; 11 — сильфонный вентиль
Непосредственно после прокладки кабелей и установки приспособлений для временной герметизации производится вакуумирование трубопровода до остаточного давления 133—266 Па (1—2 мм рт. ст.) и заполнение осушенным азотом через силикагелевые осушители до давления 0,03— 0,05 МПа. В таком состоянии кабели в трубопроводе сохраняются до конца монтажа.
При прокладке кабелей в стальной трубопровод через медные трубы разветвления необходимо участки медных труб, соединенные фланцами, развернуть таким образом, чтобы они служили направляющими трубами (рис. 7.11). В медные трубы разветвлений прокладываются тросы, которые через приспособление против закручивания соединяются с тросом лебедки, а другие концы тросов соединяются с захватами, смонтированными на жилах кабелей.
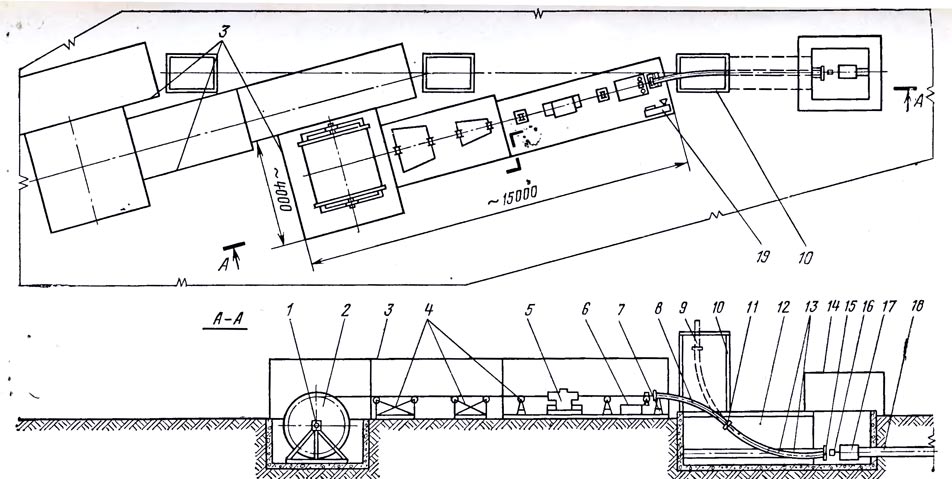
Рис. 7.11. Схема расположения оборудования на монтажной площадке при прокладке кабелей в стальной трубопровод через медные трубы разветвления:
1— отдающее устройство; 2 — барабан с кабелем; 3 — шатер, устанавливаемый над монтажной площадкой; 4 — направляющие ролики; 5 —машина для снятия свинцовой оболочки; 6 — стол для осмотра кабеля у входа в медную трубу; 7 — опорная конструкция для медной трубы; 8 — медная труба разветвления (поворотная); 9 — приспособление для герметизации конца кабеля после прокладки; 10 — опорная стойка для концевой муфты; 11 — фланцевое соединение; 12 — приямок для медных труб разветвления и разветвительной муфты; 13 — медные трубы разветвления; 14— палатка, устанавливаемая над разветвительной муфтой; 15 — фланец переходной из разветвительной муфты; 16 — устройство против закручивания; 17 — корпус разветвительной муфты; 18 — стальной трубопровод; 19 — пульт управления
При выходе концов кабелей в разветвительную муфту накладывают бандажи на каждую фазу против захватов других кабелей и общий бандаж на все фазы.
По окончании прокладки кабелей в трубопровод на кабели накладываются бандажи на расстоянии, примерно равном высоте концевой муфты, считая от фланца трубы разветвления. Кабели обрезаются по бандажам, и на них накладывается один слой ленты поливинилхлорида с 50%-ным перекрытием. На концы кабелей устанавливаются герметизации, соединяемые с медными трубами разветвлений. Затем ослабляются болты фланцевых соединений и концы кабелей устанавливаются в вертикальное положение разворачиванием участка трубы разветвления с герметизацией. Корпус разветвительной муфты соединяется с фланцем разветвления. Со стороны соединительной или соединительно-разветвительной муфты на концы кабелей, выходящие из трубопровода, устанавливается герметизация. Трубопровод и медные трубы разветвлений вакуумируются и заполняются осушенным азотом.
При прокладке кабелей в медные трубы разветвлений все подготовительные работы, установка механизмов и приспособлений выполняются, как и при прокладке кабелей, в медные трубы разветвления, пофазно, с использованием одной машины для снятия свинцовой оболочки. Учитывая, что длины кабелей небольшие, в большинстве случаев свинцовую оболочку снимают вручную.
При прокладке кабелей со стороны тройника разветвления лебедка устанавливается в шатре для концевой муфты или ввода и трос лебедки пропускается через блок, закрепленный наверху по оси соответствующей концевой муфты. Для крепления конца кабеля к тросу лебедки на жиле монтируется центральная часть захвата, на которой закрепляются проволоки скольжения. Кабель прокладывается в медную трубу разветвления и со стороны концевой муфты или ввода проволоки скольжения закрепляются на деталях временной герметизации, которая устанавливается после наложения на кабель одного слоя ленты поливинилхлорида. Последовательно прокладываются кабели во все три трубы разветвления. На кабели, выходящие из тройника разветвления, устанавливается общая герметизация. Разветвления с кабелями вакуумируются и заполняются азотом.
При сооружении кабельных линий в крупных городах и длине линии в несколько километров наиболее целесообразной и более широко применяемой является прокладка кабелей в стальной трубопровод без тяжения через смежные секции с использованием передвижных фургонов. В этом случае в фургоне, размеры которого около 8,5Х 3 м, перевозимом автотранспортом, устанавливаются машины для снятия оболочек с кабелей, направляющие лотки от машин до входа кабелей в направляющую трубу, стол для осмотра кабелей у входа в трубу, а также общий пульт управления работами по прокладке кабелей. Направляющая труба из фургона прокладывается в колодец для соединительной или соединительно-разветвительной муфты.
С противоположного торца фургона на расстоянии 8—10 м от него на отдающие устройства устанавливаются три барабана с кабелями, над которыми располагается палатка для защиты кабелей от воздействия солнечных лучей и атмосферных осадков. С другой стороны секции закрепляются лебедка с тросом для тяжения кабелей и устройство для регистрации усилий.
При применении передвижных фургонов не требуется сооружать приямки для барабанов с кабелями, так как машины для снятия свинцовой оболочки находятся примерно на уровне места схода кабелей с барабанов. Снятый свинец от машин по лоткам подается в контейнеры, установленные вне фургона. При прокладке кабелей непосредственно в секцию стального трубопровода без тяжения через смежные секции не требуется дополнительно тампонировать трубопровод после тяжения по нему кабелей, при этом уменьшаются усилие тяжения и истирание проволок скольжения при прокладке, снижается трудоемкость работ при прокладке кабелей и численность монтажного персонала.
При прокладке кабелей в стальной трубопровод из контейнера производится расстановка оборудования и оснастки на монтажной площадке согласно рис. 7.12. Контейнеры с кабелями располагаются на специальных подставках под углом 11,5° друг к другу. У входа в направляющую трубу размещается стол для внешнего осмотра кабелей и рядом со столом — общий пульт управления. Над местом выхода кабеля из контейнеров, над столом для осмотра кабелей, а также во всех местах входа и выхода кабеля из трубопровода разбиваются палатки. Для обеспечения прокладки кабеля из контейнеров без соприкосновения с окружающей средой монтажный стол и места перехода троса и кабеля из одной секции в другую изолируются от окружающей среды с помощью оргстекла или прозрачной пленки.
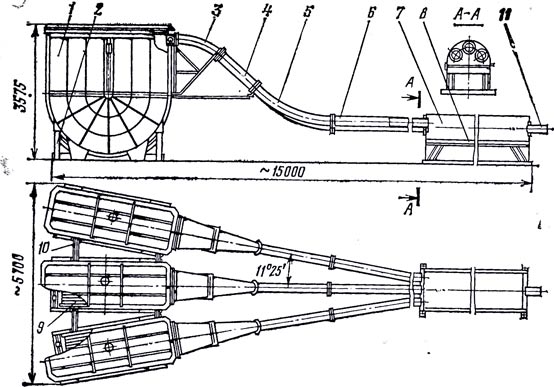
Рис. 7.12. Схема расстановки оборудования на монтажной площадке при прокладке кабелей высокого давления 220 кВ из контейнеров в стальной трубопровод:
1 — контейнер с кабелем; 2 — подставка; 3 — направляющий шлюз; 4 — переходник; 5 — изогнутый трубопровод; 6 — трубопровод; 7 — переходное устройство; 8 — монтажный стол; 9— барабан с кабелем; 10 — стяжка; — направляющая труба
Вход и выход троса тяговой лебедки герметизируются резиновой манжетой. Баллоны с осушенным азотом подсоединяются к направляющей трубе, а также к резиновым манжетам на торцах трубопроводов. Со стороны контейнеров располагается вспомогательная лебедка, на барабан которой наматывается трос, оставленный в трубопроводе при его тампонировании. Снимается люк с крышки каждого контейнера. Выворачивается пробка из бокового люка, и из контейнера сливается масло до уровня пробки. Отсоединяется свинцовая труба, соединяющая полость центральной части барабана с полостью компенсатора на крышке. На трубку устанавливается заглушка, и она закрепляется на щеке барабана. Снимаются фиксатор, препятствующий вращению барабана в контейнере, и крышка с хвостовика тормозной колодки. Устанавливается рычаг тормоза.
С каждого контейнера снимается люк, предназначенный для выхода кабеля из контейнера. Освобождается крепление верхнего конца кабеля, и вручную из контейнера вытягивается около 3 м кабеля. На контейнерах закрепляются шлюзы, а к концам кабелей присоединяются вспомогательные тросы, предварительно заложенные в соединительные трубы шлюзов. Через шлюзы концы кабелей вручную протягиваются к монтажному столу. На концах кабелей монтируются захваты и с помощью тросов диаметром 14,5 мм соединяются через устройство против закручивания с тросом лебедки.
На три фазы кабелей за последним захватом накладывается общий бандаж, и концы кабелей со скоростью около 0,5 м/мин протягиваются в направляющую трубу. При этом необходимо следить, чтобы три фазы были расположены треугольником с основанием в горизонтальной плоскости. Производится прокладка кабелей в трубопровод со скоростью 5—8 м/мин.
Прокладка кабелей из контейнеров разрешается при температуре не ниже 0 и не выше 35 °С. При температуре ниже 0°С над контейнерами располагается палатка для разогрева кабелей. Время разогрева контейнера с кабелем при температуре окружающей среды—15—20 °С и температуре воздуха в палатке 5—10 °С не менее 48 ч.
Расстановка персонала при прокладке кабелей и его численность определяются способом прокладки. При прокладке кабелей во временной оболочке рекомендуется следующая расстановка персонала:
Руководство прокладкой.................................. 1 инженер
Координация управления машинами для
снятия свинца и лебедкой....................... 1 инженер
Регулирование размотки барабанов .. 3 электромонтажника III и IV
разрядов
Промывка свинцовых оболочек и наблюдение за кабелями на участке между барабанами и машинами для снятия
оболочек......................................................... 6 электромонтажников III и IV
разрядов
Наблюдение у машин за снятием свинцовых оболочек 3—6 электромонтажников V и VI разрядов
Обеспечение электроснабжения ... 1 дежурный электромонтер Обеспечение телефонной (радио) связи 1 дежурный связист Наблюдение за кабелями после снятия
свинцовых оболочек.................................. 1 электромонтажник V или VI
разряда
Наблюдение за кабелями у входа в трубопровод I электромонтажник IV или V разряда
Наблюдение за кабелями в местах установки соединительных муфт (на одну
муфту)............................................................. 1 электромонтажник IV разряда
Наблюдение за кабелями у выхода из трубопровода и управление лебедкой 2 электромонтажника 3 и IV
разрядов
Сборка свинца и масла от машин 2—4 электромонтажника 2 и 3 разрядов
Всего 23—28 чел. в смену.
При прокладке кабелей в медные трубы разветвлений расстановка персонала аналогична, как и при прокладке в стальной трубопровод, но с учетом работы на одной фазе.
При прокладке кабелей в стальной трубопровод из контейнеров рекомендуется следующая расстановка персонала:
Руководство работами................................................................................. I инженер
Наблюдение за контейнерами, регулирование торможения барабанов 2 чел.
Наблюдение за кабелем при прохождении его через монтажный стол, ремонт кабеля в случае необходимости 2—3 чел. Обслуживание лебедки и наблюдение за кабелем при его
выходе из трубопровода......................................................................... 2 чел.
Контроль за состоянием кабеля при переходе его из одной
секции трубопровода в другую........................................................... По 1 чел:.
на муфту
Дежурный электромонтер.......................................................................... 1
Дежурный связист.......................................................................................... 1
Всего 10—15 чел. в смену.