МОНТАЖ СОЕДИНИТЕЛЬНЫХ И СОЕДИНИТЕЛЬНО-РАЗВЕТВИТЕЛЬНЫХ МУФТ
Технология монтажа соединительной и соединительно-разветвительной муфт кабеля высокого давления одинакова. Монтаж трех фаз обеих типов муфт выполняется одновременно и производится без перерыва с момента начала работ по снятию герметизации с переходных колец до окончания сварки корпуса с данными кольцами. В помещении для монтажа муфты размещаются необходимые инструменты и материалы (см. приложение 6), а также оснастка для соединения токопроводящих жил. Снимаются герметизации с концов кабелей, выходящих из стальных трубопроводов. Торцы резиновой или свинцовой прокладки в местах схода на кабели дополнительно обматываются лентой поливинилхлорида для уменьшения расхода азота. В течение всего времени монтажа муфты, соединяемые стальные трубопроводы с кабелями, подпитываются азотом.
Между фазами устанавливаются распорки, и две фазы укладываются на подставках, а третья фаза подвешивается над ними. Затем токопроводящие жилы соединяются, накладываются усиливающая подмотка и экраны согласно чертежам и инструкции завода-изготовителя. С концов кабелей снимается изоляция до жилы на длине, необходимой для соединения жил. На концы жил накладываются бандажи из мягкой стальной оцинкованной проволоки диаметром 1—1,5 мм. На жилу устанавливается оправка (рис. 9.2, б). Проволоки верхнего повива надрезаются под углом 45 ° на 70—80 % их толщины и обламываются. Заусенцы обрабатываются напильником. На торцы изоляции накладываются фольга и шнуровой асбест для предохранения от обгорания во время пайки и лужения жилы. На концы соединяемых жил наносится слой паяльной пасты (канифоль на спирте), и каждая жила пропаивается путем полива расплавленным припоем до получения монолита. При этом жила помещается в специальную ванночку (рис. 9.2, в) с расплавленным припоем ПОССу 40-2. У каждой из жил вырезается половина сечения таким образом, чтобы при сложении соединяемых длин получилась форма сплошной токопроводящей жилы. Для выполнения выреза на жилу устанавливается стальной шаблон (рис. 9.2, г), закрепляемый винтами. В вертикальной плоскости ножовкой делается надрез, и жила опиливается по шаблону.
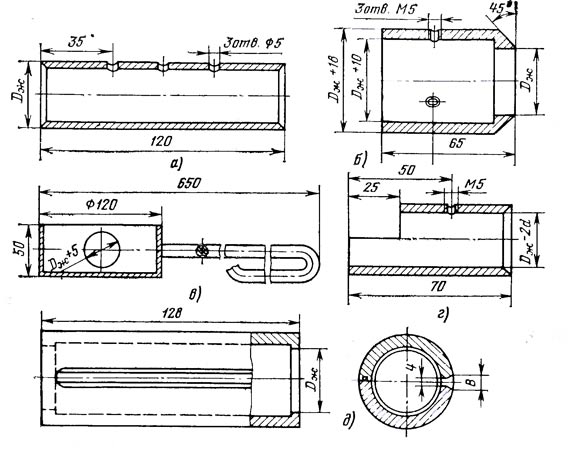
Рис. 9.2. Оснастка, применяемая при соединении токопроводящих жил сечением 625 мм2 кабеля высокого давления:
а — соединительная гильза; б — оправка; в — ванночка для расплавленного припоя; г — шаблон; д — опока для пайки
Затем концы жил облуживаются припоем. На соединяемые жилы устанавливается соединительная гильза (рис. 9.2, а) таким образом, чтобы ее края плотно прилегали к торцам верхнего повива проволок. В гильзе отверстия для пайки должны быть в верхней части.
С помощью гидравлического процесса и трех матриц, из которых две имеют шаровой выступ на полукруглом профиле (рис. 9.3), выполняется опрессование гильзы. Опрессование выполняется за два приема. При первом опрессовании одна матрица с шаровым выступом, а другая с гладкой поверхностью. Затем последняя заменяется на матрицу с шаровым выступом, и выполняется второе опрессование. На опрессованную гильзу устанавливается алюминиевая разъемная опока (рис. 9.2, д), имеющая в верхней части прорезь для заливки припоя.
Рис 9.3. Матрица для опрессования гильзы при соединении жил сечением 400 мм2 кабелей высокого давления:
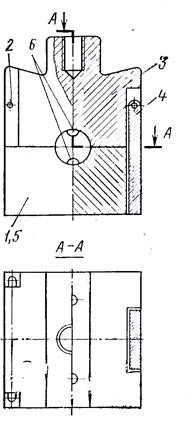
1 — нижняя матрица с шаровыми выступами; 2 — ось; 3 — верхняя матрица; 4 — направляющая пластина; 5 — нижняя матрица без шаровых выступов; 6 — шаровой выступ
Расплавленный припой ПОССу 40-2 заливается в опоку по всей ее длине до полного заполнения припоем зазоров между проволоками. Прогрев пайки контролируется палочкой припоя. Если при соприкосновении с опокой припой плавится, то место пайки прогрето. После охлаждения припоя снимается алюминиевая опока. Место соединения жил обрабатывается напильником и наждачной шкуркой доводится до блеска. Диаметр соединения должен соответствовать диаметру жилы. Соединение жил и изоляция промываются чистым маслом, а затем выполняется разделка изоляции кабеля.
С кабеля снимаются проволоки скольжения, обрезаемые на расстоянии 150 мм от бандажей по ним, медная перфорированная и электропроводящая ленты, и производится срыв конуса на заводской изоляции согласно чертежу подмотки соответствующего маркоразмера муфты (рис. 9.4). Срыв изоляции выполняется при помощи стальной проволоки с двумя грузиками на концах. Каждая лента обрывается в направлении, перпендикулярном оси кабеля. Электропроводящие ленты экрана по жиле обрываются на расстоянии 10 мм от изоляции. На места соединения между экранами жил кабелей накладывается экран из двух слоев электропроводящей бумаги, выполняемый роликом шириной 10 мм.
Производится наложение изоляции на двух нижних фазах, а затем на верхней. Первоначально изоляция накладывается из роликов и рулонов уплотненной бумаги толщиной 0,08 мм. При наложении подмотки до диаметра по слою изоляции кабеля из уплотненной бумаги далее подмотка выполняется из бумаги толщиной 0,12 мм. После наложения подмотки нижних фаз до диаметра по изоляции кабеля выполняется подмотка на верхней фазе. Затем наложение подмотки производится одновременно на трех фазах. С кабеля снимаются ленты экрана и две ленты изоляции, и выполняется подмотка из рулонов пропитанной бумаги шириной 200, 300 и толщиной 0,12 мм.

Рис. 9.4. Конструкция изоляции соединительной муфты кабеля на напряжение 110 кВ с сечением жилы 1X400 мм2 (а) и последовательность работ при соединении жил кабелей (б):
1 — бандаж, 2 — медная перфорированная лента; 3 — провод заземления; 4 — металлизированная лента; 5 — электропроводящие, 6 — изоляция кабеля; 7— подмотка рулонами пропитанной бумаги; 8 — подмотка роликами пропитанной бумаги; 9 — ленты электропроводящей бумаги; 10 — соединительная гильза; 11 — жила кабеля; 12 — лента электропроводящей бумаги и медная перфорированная лента, 13 — лента электропроводящей бумаги; 14 — медная луженая проволока; 15 — проволока скольжения; 16 — оправка; 17 — бандаж; 18 — шаблон; 19 — опока; 20 — шнуровой асбест
Срываются выравнивающие конусы, подмотка промывается маслом, на нее накладывается экран из электропроводящей бумаги, медной перфорированной ленты и медной луженой жилы. Электропроводящая бумага толщиной 0,12 мм накладывается в один слой с перекрытием 2—3 мм по выравнивающим конусам (ролик шириной 10 мм) и цилиндрической части (ролик шириной 20 мм). Экран накладывается с двух сторон от начала конусов. На цилиндрическую часть подмотки накладывается медная перфорированная луженая лента, концы которой припаиваются к предыдущему витку. На медную перфорированную ленту экрана кабеля, выравнивающие конусы и на расстоянии около 60 мм по цилиндрической части подмоток накладывается медная луженая жила без зазоров между витками. Медная луженая жила и лента экрана пропаиваются (по трем образующим шириной около 10 мм, сдвинутым относительно друг друга
на 90 °. Места паек зачищаются, и подмотка промывается горячим маслом.
Производится заземление экранов подмоток и кабелей, а также проволок скольжения. На три провода заземления с одного конца напаивается наконечник. На другом конце каждый провод разделяется по сечению примерно на две одинаковые части (два провода одинакового сечения). У начала подмотки накладывается один виток медного провода, припаиваемого к медной ленте экрана кабеля и проволокам экрана подмотки муфты. Другой провод и две проволоки скольжения спаиваются между собой в гильзе. Наконечник, напаянный на три провода заземления, присоединяется к переходному кольцу муфты. Заземление выполняется с обеих концов подмотки. По окончании монтажа всех трех фаз они укладываются треугольником на подставках и накладывается общий бандаж из медной луженой жилы.
Переходные кольца соединяются с поддоном муфты. На подмотку устанавливается корпус муфты, который приваривается к переходным кольцам. При сварке оба соединения провариваются одним слоем так, чтобы замыкание сварного шва было в верхней точке. Перед замыканием сварного шва на втором стыке увеличивается подача азота с обеих сторон трубопровода и муфта продувается в течение 10 мин. Затем зазор проваривается. Выполняются второй и третий слои сварки, и удаляется окалина. На корпус муфты устанавливается заглушка или сильфонный вентиль.
Покраска переходных колец и сварных швов на муфтах выполняется после заполнения линии маслом и испытания давлением. Если прокладка трубопровода с кабелями произведена в земле, то монтаж муфт производится в специальных колодцах. На муфты накладываются антикоррозионные покрытия, и колодцы засыпаются песком.