Технология монтажа соединительных муфт кабелей низкого давления на напряжение 110 и 150, 220 кВ в основном одинакова. Количество ежегодно монтируемых муфт на напряжение 110 кВ в 6—8 раз больше, чем на 220 кВ, и в связи с этим в данном разделе подробно рассматривается монтаж муфт на напряжение 110 кВ с указанием размеров отдельных элементов.
Согласно проекту ориентировочно устанавливается центр соединительной муфты. Концы соединяемых кабелей выравниваются и укладываются на стойки с таким расчетом, чтобы те их участки, на которых монтируется муфта, располагались горизонтально и выше линий входа кабеля в колодец примерно на 200 мм. В местах ввода кабелей в колодец на кабели накладываются бандажи и снимаются наружные защитные покровы, обрезаемые у бандажей. С концов кабелей снимаются стальные проволоки, обрезаемые на расстоянии около 500 мм от бандажей (рис. 8.3). На расстоянии по 900 мм в обе стороны от ориентировочного центра муфты накладываются бандажи из проволоки и снимаются все защитные покровы до медных лент, обрезаемые у бандажей. От бандажей до бронепроволок на подушки кабелей накладываются два слоя ленты поливинилхлорида. На расстоянии по 750 мм в обе стороны от ориентировочного центра на упрочняющие слои накладываются бандажи, и медные, а также поливинилхлоридные или лавсановые ленты снимаются до бандажей и обрезаются на расстоянии около 120 мм от них. При монтаже муфт на кабеле в алюминиевой оболочке все защитные покровы снимаются до оболочки на расстоянии 800 мм в обе стороны от центра муфты.
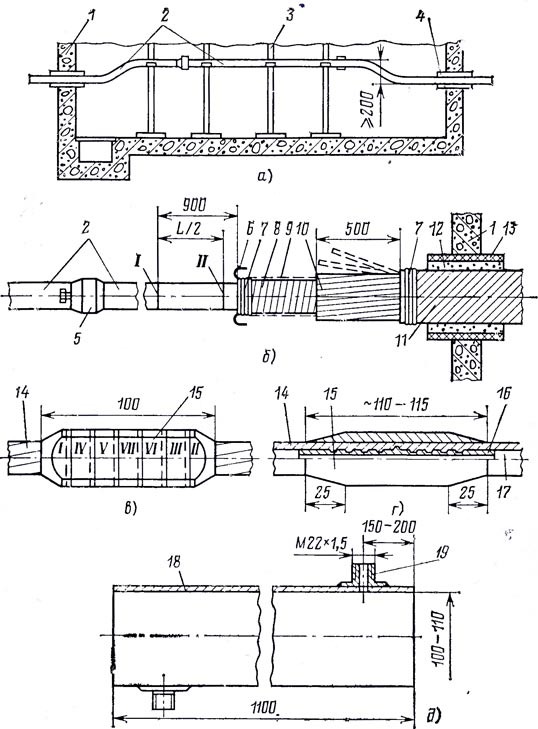
Рис. 8.3. Монтаж соединительной муфты кабеля низкого давления: с — подготовка концов кабеля к монтажу; б — разделка конца кабеля 110 кВ; в — последовательность опрессования соединительной муфты; г — соединительная муфта после обработки; д — свинцовая труба для промежуточного вакуумирования муфты 220 кВ; 1— камера соединительных муфт; 2 — соединяемые кабели; 3— опорная стойка; 4 — ввод кабеля в камеру; 5—каппа; 6 — медная лента; 7 — бандаж из проволоки; 8 — внутренние защитные покровы; 9 — лента поливинилхлорида; 10 — стальная проволока; 11-наружный защитный покров; 12 — гидроизоляция; 13 — асбестоцементная труба; 14 — жила кабеля; 15—соединительная гильза; 16 — стальная опорная трубка; 17 — маслопроводящий канал; 18 — свинцовая труба; 19 — штуцер
Таблица 8.3

Свинцовая или алюминиевая оболочка протирается бензином до блеска. На расстоянии L\2 (табл. 8.3) от центра муфты на обоих концах кабелей отмечается место обреза оболочки, а также торцов корпуса и раструба на расстоянии по 600 мм. При монтаже муфты на кабеле в алюминиевой гофрированной оболочке с помощью специального устройства производится обжатие оболочки до цилиндрической формы. На расстоянии по 20—30 мм от места обреза и по 80—100 мм от торцов корпуса и раструба в сторону входа кабелей в колодец производится лужение алюминиевой оболочки. От места обреза кабелей на расстоянии 10 мм в сторону концов кабелей и 100 мм в противоположные стороны на оболочках делаются отметки, по которым выполняются кольцевые надрезы. Между надрезами оболочки снимаются. Кабели разрезаются ножовкой, и торцы жил протираются миткалем для удаления опилок. Баки давления, подключенные к противоположным концам соединяемых кабелей, при этом должны быть открыты полностью.
На один из концов кабелей надвигается корпус муфты, а на другой — раструб, которые затем обматываются бумагой. На расстоянии 60 мм от концов кабелей с них снимается изоляция до жилы. На жилы накладываются бандажи на расстоянии 15 м от их торцов. Торцы изоляции и оболочек обматываются лентой поливинилхлорида. В канал жилы одного из концов кабелей вставляется стальная опорная трубка, а на жилу другого надвигается соединительная гильза. Концы соединяемых кабелей приподнимаются, токопроводящая жила с опорной трубкой вставляется в соединительную гильзу, и, сдвигая бандаж, торцы жилы сводят встык. Средняя часть соединительной гильзы должна находиться на стыке жил, а расстояние между торцами изоляции должно быть 120 мм.
С помощью гидравлического пресса гильза опрессовывается в последовательности, указанной на рис. 8.3,в. Если после опрессовывания гильза получилась непрямолинейной, то производится ее выравнивание с помощью матрицы для правки гильз, а затем гильза обрабатывается. Длина гильзы после опрессования должна быть около 115 мм. Длина конусных частей гильзы должна быть около 25 мм.
При полностью закрытом вентиле бака давления, установленного на конце кабеля, имеющем более высокую отметку по вертикали, удаляется воздух из кабеля в месте соединения жил. После прекращения выделения пузырьков воздуха через жилу кабеля вентиль бака открывается, а на противоположном конце соединенных кабелей закрывается. Для полного удаления пузырьков воздуха из канала кабеля такая промывка повторяется 2—3 раза, после чего вентили баков давления на обоих концах открываются полностью.
Жила и гильза обматываются лентой поливинилхлорида для уменьшения вытекания масла из кабеля. Оболочки разрезаются вдоль, выполняются кольцевые надрезы, и они снимаются с кабелей. От центра муфты отмечается начало срыва конусов на изоляции кабелей, длина которых К указана в табл. 8.3. Производится срыв конусов на заводской изоляции. Экран по жиле снимается на расстоянии 72,5 мм от центра гильзы. На жилу накладывается экран из ленты электропроводящей бумаги шириной 5 мм, который должен заходить на экран жилы кабеля и на край гильзы на 2—3 мм. Лента экрана накладывается встык в два слоя. Лента второго слоя серединой своей ширины должна перекрывать стыки первого слоя. Производится подмотка места соединения роликами шириной 5 и 10 мм из бумаги толщиной 0,08 мм до диаметра по изоляции кабеля из уплотненной бумаги, затем роликами из бумаги толщиной 0,12 мм до диаметра по гильзе, а затем роликами и рулонами шириной 200—300 мм до диаметра по заводской изоляции (рис. 8.4, табл. 8.3).
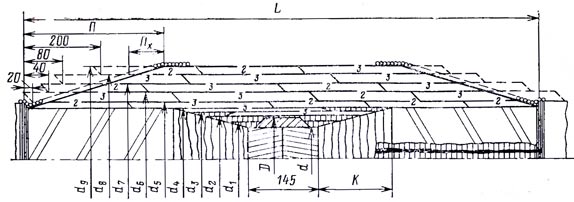
Рис. 8.4. Изоляция соединительной муфты кабеля 110 кВ низкого давления
С кабеля снимаются медная и электропроводящая, а затем остальные ленты экрана и две ленты бумажной изоляции, которые обрываются от торцов оболочек на расстоянии 5 и 10 мм соответственно. На изоляцию кабелей накладывается подмотка из рулонов шириной 200 и 300 мм. Диаметры d1—d9 слоев изоляции даны на рис. 8.4 и в табл. 8.3. На обоих концах подмотки делаются конусы длиной П, промежуточные диаметры которых dx должны соответствовать расстоянию х от его начала.
На подмотку накладывается экран: ролики электропроводящей бумаги шириной 10 мм на конусы и шириной 25 мм на цилиндрическую часть; медная луженая перфорированная лента на цилиндрическую часть; по три — пять витков медного луженого канатика на металлические оболочки, плотно, виток к витку, на конусы и по три — пять витков на цилиндрическую часть изоляции муфты. Экран вдоль муфты пропаивается по трем образующим шириной примерно по 10 мм, сдвинутым относительно друг друга на 90°. Медные луженые канатики припаиваются к медной перфорированной ленте и оболочкам кабеля по их периметру. Корпус и раструб надвигаются на подмотку, соединяются винтами и устанавливаются так, чтобы штуцера располагались вертикально, отвод заземления сверху, а торцы совпали с рисками на оболочках. Раструб припаивается к корпусу, и между металлической оболочкой кабеля и конусами раструба и корпуса прокладываются свинцовые полоски для центровки их относительно кабеля и исключения попадания припоя внутрь муфты. Выполняется пайка раструба и корпуса к металлическим оболочкам кабелей при открытых штуцерах.
После остывания паек корпуса и раструба к оболочкам кабелей производится вакуумирование и заполнение муфты маслом, ее заземление, наложение упрочняющих и защитных покровов.
Монтаж соединительной муфты на напряжение 220 кВ отличается от монтажа муфты на напряжение 110 кВ тем, что применяется промежуточное вакуумирование подмотки при диаметре, равном диаметру по изоляции кабеля. Для этого при разделке концов кабелей на один из них надвигается корпус промежуточной муфты, представляющий свинцовую трубу с двумя напаянными штуцерами (см. рис. 8.3). После наложения подмотки до диаметра по изоляции кабеля корпус устанавливается на подмотку и припаивается к свинцовым оболочкам кабелей. Промежуточная муфта вакуумируется не менее 3 ч при остаточном давлении не более 0,066 -10-3 МПа и заполняется маслом.
Применение промежуточного вакуумирования подмотки позволяет исключить наличие воздушных включений в слоях подмотки, находящихся у жилы, и улучшает электрические характеристики муфты. Не менее чем через 1 ч после заполнения из промежуточной муфты сливается масло, срубается свинцовый корпус, производится дальнейшее наложение подмотки и другие работы, как и при монтаже муфты 110 кВ.
При соединении токопроводящих жил методом пайки концы кабелей обрезаются на расстоянии 10 мм от центра муфты (рис. 8.5,а). Изоляция кабелей снимается до диаметра 60 мм и на длине по 65 мм до жилы. На торец изоляции устанавливается шаблон (рис. 8.5,6) для опиловки жилы. Проволоки верхнего повива токопроводящей жилы надрезаются по шаблону на 75—80% их толщины под углом 45° и обламываются. Снимается шаблон, на внутренний повив накладывается бандаж из проволоки, и торец жилы вместе с изоляцией обматываются миткалем или лентой поливинилхлорида. Торцы проволок верхнего повива зачищаются напильником, снимается миткаль, производятся промывка маслом и удаление опилок.
В канал жилы вставляется заглушка (рис. 8.5,в) из дюралюминия, а торец изоляции обматывается алюминиевой фольгой и шнуровым асбестом. Вентили подпитывающих баков давления закрываются. Наружные поверхности повивов жилы смазываются паяльной пастой, и производится лужение методом полива. По окончании лужения заглушка вынимается из канала жилы, проливается по 1,5—2 л масла, и вентили баков закрываются.
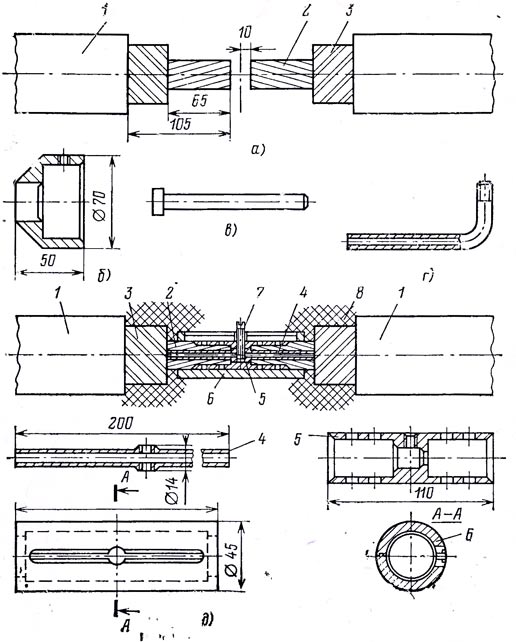
Рис. 8.5. Соединение токопроводящих жил сечением 625 мм2 кабеля 110 кВ методом пайки:
а — разделка концов кабелей; б — шаблон; в— заглушка; г— отводная трубка; д — соединение жил пайкой; 1 — металлическая оболочка кабеля; 2 — жила; 3 — изоляция; 4 — трубка; 5 — соединительная гильза; 6 — опока; 7 — винт; 8— асбест
В канал одного из концов кабелей вставляется луженая латунная трубка (рис. 8.5,д), а наружные поверхности проволок жилы и внутренняя поверхность соединительной гильзы покрываются паяльной пастой. Гильза устанавливается на жилу и в трубку, находящуюся в канале кабеля, вворачивается отводная трубка (рис. 8.5,г). Отверстия в гильзе для заливки припоя должны быть сверху.
Соединяемые концы кабелей приподнимаются, и конец трубки вставляется в канал второго конца кабеля, жила которого вставляется в гильзу. Концы кабелей выравниваются, и на соединительную гильзу устанавливается разъемная опока (рис. 8.5,5) так, чтобы отверстие для заливки припоя находилось сверху и над отверстиями в гильзе. На опоку накладываются бандажи, а в зазоры между опокой и изоляцией подматывается шнуровой асбест. На торцы изоляции накладывается алюминиевая фольга, и продолжается намотка шнурового асбеста по изоляции кабеля.
Выполняется пайка соединительной гильзы путем полива припоя по всей длине отверстия в опоке до полного ее заполнения и прекращения усадки припоя. Затем опока снимается с гильзы и производится промывка места соединения маслом от подпитывающих баков. Масло сливается через отводную трубку, которая по окончании промывки выворачивается, и вворачивается медный винт, который запаивается. Гильза обрабатывается и доводится до блеска. Диаметр обработанной гильзы должен равняться диаметру жилы кабеля.
При значительной разности уровней прокладки кабелей соединение токопроводящих жил методом пайки или опрессовки выполняется при замораживании кабеля.