Монтаж муфт кабелей высокого давления и заполнение линий маслом
ОРГАНИЗАЦИЯ РАБОТ
Организация работ и технология монтажа муфт кабелей высокого и низкого давления имеют много общего. Вопросы подготовки к монтажу, требования к квалификации монтажного персонала, отбор масла из монтажных комплектов, подготовка помещения для монтажа и другие подробно изложены в разделе о монтаже муфт кабелей низкого давления и в данной главе не рассматриваются. Перечень оборудования, приспособлений, инструментов и материалов, необходимых для монтажа муфт кабеля высокого давления, приведен в приложении 6. При сооружении кабельных линий высокого давления в большинстве случаев принимается следующий порядок монтажа муфт: монтируются соединительные муфты, затем прокладываются кабели в медные трубы разветвления, монтируются соединительно-разветвительные и в последнюю очередь концевые муфты. Это позволяет исключить излишнее вытекание масла из бумажной изоляции кабелей, проложенных в медных трубах разветвления, а также на вертикальных участках.
МОНТАЖ КОНЦЕВЫХ МУФТ
Монтаж концевых муфт выполняется по инструкции завода-изготовителя и производится, как правило, после монтажа соединительно-разветвительных муфт. Последовательность работ при монтаже муфт на различные напряжения в основном одинакова. На место монтажа концевые муфты поставляются в ящиках (одна или три муфты в ящике). Измеряется расстояние от фланца корпуса муфты до ее крышки — размер Н. Изоляторы отсоединяются ют опорной плиты, все детали муфты протираются, обертываются бумагой и размещаются в помещении для монтажа. В данном помещении также размещаются инструменты монтеров, пресс и матрица для опрессования наконечника, материалы, необходимые для монтажа (см. приложение 6), щит для подключения электрооборудования и освещения.
Проверяется давление азота, в трубопроводе на монтируемом участке, которое должно быть около 0,0294 МПа, и в течение всего монтажа трубопровод подпитывается сухим азотом. С фазы кабеля снимается временная герметизация, отрубаются проволоки скольжения с поддерживающего стакана, и кабель осаживается в трубу разветвления. Место выхода кабеля из трубы герметизируется полотном и лентами пластмассы. Конец кабеля устанавливается в вертикальное положение. С учетом размера Н определяется место обреза кабеля. На экран кабеля накладывается бандаж и при помощи ножовки кабель ровно
обрезается у бандажа. Выполняется разделка конца кабеля согласно рис. 9.1 для опрессования наконечника токовывода. Конструкция изоляции концевой муфты кабеля приведена на рис. 9.1.
На жилу кабеля накладывается бандаж из стальной оцинкованной проволоки диаметром 1— 1,5 мм и устанавливается наконечник, расстояние от торца которого до обреза изоляции должно быть 20 мм. Снимается бандаж с жилы. Производится опрессование наконечника на жиле. При первом опрессовании матрица устанавливается так, чтобы ее торец был на 5 мм ниже торца наконечника, при втором опрессовании — у буртика наконечника. Затем матрица устанавливается так, чтобы она перекрывала две предыдущие опрессовки. В случае получения на поверхности наконечника выступов или неровностей, производится дополнительное опрессование. Затем головка пресса снимается с кабеля и наконечник зачищается напильником до получения ровной и гладкой поверхности, которая доводится до блеска наждачным полотном. Наконечник, жила и изоляция промываются горячим маслом до исчезновения следов опилок. Если же монтаж муфты не выполняется непосредственно после опрессования наконечника, то наконечник и изоляция обматываются лентами пластмассы и на кабель устанавливается герметизация, заполняемая азотом.
На расстоянии 50 мм от фланца разветвления на кабель накладывается бандаж из медной луженой проволоки и припаивается к проволокам скольжения. От конца кабеля до бандажа снимаются проволоки скольжения и обрезаются на расстоянии 0,5 м от него. Выполняется ступенчатая разделка изоляции кабеля согласно чертежу подмотки (см. рис. 9.1). Обрыв лент бумажной изоляции производится с использованием стальной проволоки с грузиками. Разделка кабеля промывается горячим маслом.
Производится наложение конденсаторной подмотки, состоящей из чередующихся слоев бумаги, пропитанной маслом С-220, и обкладок из алюминиевой фольги. Алюминиевая фольга (ролик шириной 40—50 мм) накладывается с положительным перекрытием. При наложении изоляции (рулоны шириной 200, 300 и 500 мм) конец рулона каждого последующего слоя закладывается на длину окружности под верхний слой предыдущего рулона. Рулоны должны накладываться плотно, с натягом, без морщин и складок.
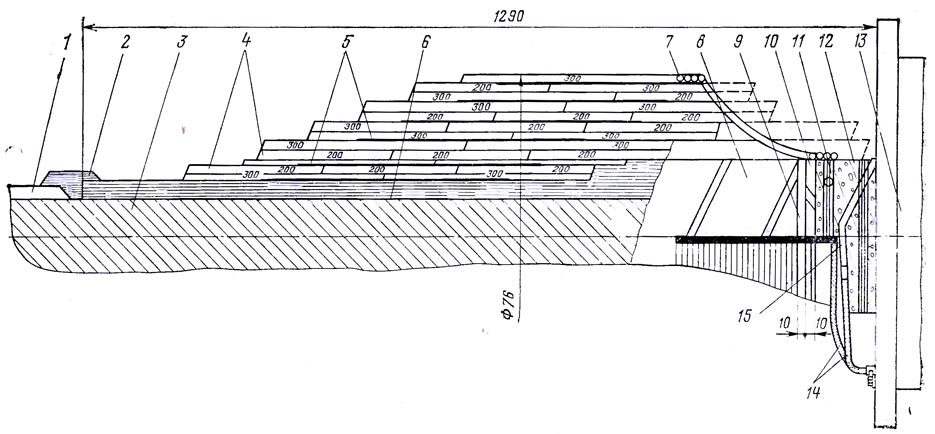
Рис. 9.1. Конструкция изоляции концевой муфты кабеля марки МВДТ сечением 1X400 мм2 на напряжение 110 кВ:
1 — наконечник; 2 — подмотка наконечника; 3 — жила кабеля; 4 — рулоны пропитанной бумаги; 5 — конденсаторные обкладки; 6 — экран по жиле; 7 —медная луженая проволока; 8 — изоляция кабеля; 9 — электропроводящие ленты экрана по изоляции; 10 — металлизированная лента; 11 — бандаж; 12 — медная перфорированная лента; 13 — медная труба разветвления; 14— провод заземления; 15 — проволока скольжения
Каждый слой изоляции, накладываемый на конденсаторную обкладку, разделяется на два подслоя равной толщины. Стыки рулонов нижнего подслое должны перекрываться рулонами верхнего не менее чем на 50 мм. После наложения каждого подслоя подмотка промывается теплым маслом
С-229. По окончании процесса намотки до диаметра по заводской изоляции с кабеля снимаются медная перфорированная и электропроводящая ленты экрана с двумя лентами изоляции. Медная лента отрезается на расстоянии 10, металлизированная электропроводящая — 20, электропроводящие — 30 мм от бандажа. Продолжается наложение подмотки согласно чертежу. По окончании процесса намотки производится срыв выравнивающего конуса. На электропроводящую бумагу, выступающую из-под медной перфорированной ленты, и вверх по конусу накладывается экран из электропроводящей бумаги. Ролик шириной 10 мм накладывается с положительным перекрытием до последней конденсаторной обкладки, которая в некоторых случаях выполняется из медной луженой перфорированной ленты.
Накладывается экран из медного луженого канатика или мягкой медной проволоки на медную ленту экрана кабеля вверх по всей длине выравнивающего конуса и на 20 мм по цилиндрической части подмотки. Канатик или проволока накладывается плотно виток к витку, и последние витки припаиваются к заземляемой обкладке.
Экран припаивается по трем образующим шириной около 10 мм, сдвинутым относительно друг друга на 120°, и припаивается к медной перфорированной ленте по всей окружности. Один конец провода заземления разделяется по сечению на две половины. Одна половина провода припаивается к месту пайки экрана к медной ленте, а другая спаивается с проволоками скольжения в гильзе. Другой конец провода заземления соединяется с плитой муфты. К наконечнику присоединяется верхняя часть токовывода, и производится сборка муфты. Во фланец трубы разветвления укладывается резиновая прокладка, и на опорную конструкцию устанавливается опорная плита с корпусом, соединяемым с медной трубой разветвления. На опорную плиту укладывается резиновая прокладка, и на кабель с усиливающей подмоткой устанавливаются фарфоровые изоляторы, соединяемые с плитой. При установке изолятора грани токовывода и отверстия в плите должны совпасть. Токовывод соединяется с верхней плитой муфты и муфта заполняется осушенным азотом.