Для сооружения кабельных линий стопорные муфты поставляются упакованными в ящиках. В ящике упаковывается одна или три муфты, подпитка центральных частей которых обеспечивается от бака давления, и давление должно быть не менее 0,0294 МПа. Монтажные комплекты, материалы для экранов муфт, проволока для бандажей поставляются упакованными в отдельные ящики. При поставке трех муфт в одном ящике к штуцеру каждой муфты подключается бак давления или один бак на три муфты.
Из центральных частей муфт берутся пробы масла, характеристики которого должны удовлетворять требованиям, указанным в табл. П1. Если характеристики пробы масла из муфты не удовлетворяют предъявляемым требованиям, то производится промывка центральной части путем пролива через муфту двух-трехкратного объема масла, находящегося в муфте. В ряде случаев производят слив масла, вакуумирование и заполнение центральной части муфты с последующим отбором проб масла и определением его характеристик.
В колодец опускаются два бака давления: один для подпитки центральных частей стопорных муфт при эксплуатации, а другой (вспомогательный) для подпитки муфт при опускании их в колодец. Предварительно определяются характеристики масла в баках. К вспомогательному баку подключается свинцовая трубка длиной 10—12 м, и бак подсоединяется к центральной части муфты, подготовленной к опусканию в колодец. От муфты отсоединяется транспортный бак давления, и с помощью крана или тали муфта опускается в колодец, в котором согласно проекту она устанавливается на опорную конструкцию. Иногда стопорная муфта опускается в колодец одновременно с баком давления.
Опыт применения маслонаполненных кабелей низкого давления на напряжение 220 кВ в нашей стране показал, что данные кабели в основном применяются на кабельных линиях длинами до 2—3 км и применения стопорных муфт не требуется. Поэтому в данной книге подробно рассмотрена технология монтажа муфт для кабелей на напряжение 110 кВ.
При монтаже муфты монтаж линейных концов ведется последовательно или оба конца монтируются одновременно. В последнем случае при сборке муфты первым заводится линейный конец, имеющий меньшее расстояние от муфты до торца колодца. Конец кабеля выравнивается строго горизонтально по оси муфты, и на кабеле наносится отметка 1 по торцу конца муфты, которая является базовой и местом пайки кожуха конца муфты к оболочке. Кабель укладывается на монтажные стойки так, чтобы место монтажа линейного конца было горизонтально и находилось выше линии входа кабеля в колодец на 200 мм и выполняется разделка защитных покровов кабеля (рис. 8.6).
На расстоянии 615 мм от отметки 1 в сторону муфты на свинцовой оболочке отмечается место обреза кабеля, от которого на расстоянии 80 мм в сторону входа кабеля в колодец и 15 мм в сторону муфты делаются два кольцевых надреза, и оболочка между ними снимается. Кабель разрезается ножовкой, и на конец кабеля устанавливается кожух конца муфты и обматывается бумагой. Изоляция снимается до жилы, на нее накладывается бандаж, а торец изоляции обматывается лентой поливинилхлорида.
Производится сборка гильзы. Нить от клапана выводится из канала, и собранная гильза устанавливается на жилу так, чтобы опорная трубка вошла в канал кабеля; при правильной установке гильзы расстояние между ее торцом и обрезом изоляции должно быть 10 мм.
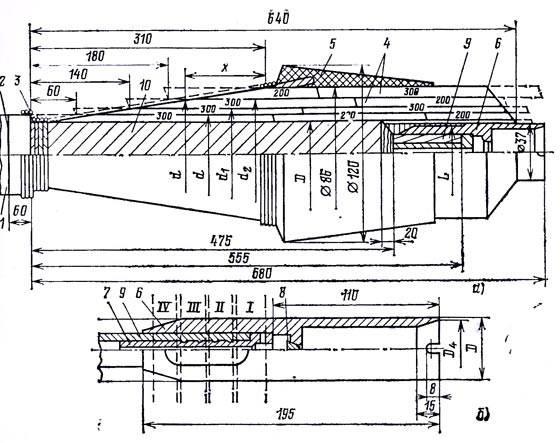
Рис. 8.6. Монтаж линейного конца стопорной муфты на напряжение 110 кВ:
а — усиливающая подмотка кабеля; б — опрессовка жилы; 1 — металлическая оболочка кабеля; 2 — место пайки торца раструба; 3 — экран; 4 — подмотка из рулонов пропитанной бумаги; 5 — экран; 6 — наконечник 7 — опорная трубка; 8 — клапан; 9 — жила кабеля; 10 — изоляция конца кабеля
С жилы снимается бандаж, и производится опрессовка жилы в последовательности, указанной на рис. 8.6,б (участки 1— IV). Каждая последующая опрессовка должна перекрывать предыдущую на 2—3 мм. При получении кольцевых выступов они опрессовываются отдельно, а при искривлении гильзы используется правильная матрица.
Производится обработка гильзы. Проверяется работа клапана, для чего проволокой открывается клапан, придерживая нитку, проливается 0,5—1 л масла и клапан ниткой подтягивается к гильзе. При закрытом клапане масло через канал в гильзе не должно вытекать. На длине 680 мм от торца гильзы делаются продольный и кольцевой надрезы, и оболочка снимается с кабеля. На расстоянии 25 мм от торца гильзы накладывается бандаж из хлопчатобумажной нити и производится срыв конуса на длине 15 мм в сторону гильзы. Производится намотка роликами 5 и 10 мм до диаметра гильзы.

Т а б л и ц а 8.5

Примечание. Шаг срыва конуса h, мм, на один оборот рулона дан между двумя контрольными точками на диаметре конуса
Изоляция муфты из рулонов шириной 200 и 30 мм накладывается согласно рис. 8.6 и табл. 8.4, 8.5. На изоляцию устанавливается кольцевой экран на расстоянии 370 мм от отметки 1 (310 мм от оболочки). Производятся срыв конуса изоляции муфты (табл. 8.4) и наложение экрана из роликов и медного луженого канатика. Экран пропаивается по трем образующим, припаивается к свинцовой оболочке и кольцевому экрану.
Перед сборкой муфты протирается внутренняя поверхность изоляторов муфты. Конец кабеля с подмоткой вставляется в полость линейного конца муфты.
Кожух конца муфты соединяется с муфтой так, чтобы штуцера были в вертикальной плоскости, и припаивается к свинцовой оболочке кабеля. Во время пайки заглушки со штуцеров должны быть сняты.
При монтаже муфты на кабеле в алюминиевой оболочке снимаются все защитные покровы до оболочки на расстоянии 100 мм от отметки 1 в сторону кабеля и 700 мм — в противоположную. Закатка гофров, лужение алюминиевых оболочек выполняются, как и при монтаже концевых муфт.